Вертикальный сварочный шов как варить
Как варить вертикальный шов инвертором: как правильно варить шов дуговой сваркой электродами
При изучении сварочного аппарата новичку может казаться, что теперь он легко может варить вертикальный шов инвертором. Но на практике все может показаться намного печальнее: с изнанки изделие получается деформированным, а не настроив правильно силу тока — и вовсе тонкий металл трескается.
Не стоит огорчаться раньше времени и бросать это полезное занятие. Наши советы помогут научиться варить вертикальный шов дуговой сваркой.
Вертикальная сварка
В случаях, когда требуется скрепить между собой две металлические заготовки в разных плоскостях, применяется метод вертикальной сварки.
Способ сложен своими отличиями от обычных, поэтому некоторые технологические методы в нем не работают. Это происходит, так как в подобном положении возникают сложности из-за сползания деталей вниз под воздействием силы тяготения.
Поэтому сварщику требуется приложить максимум технических умений, основанных на правильных знаниях.
Этот тип работы используют при изготовлении труб. Именно вертикаль является основным способом для этого. Потренировавшись на ненужном куске металла, можно быстрее набраться опыта, но прежде необходимо правильно подготовиться информационно.Для начала новичку необходимо освоить правила обращения со сварочным аппаратом, который будет обеспечивать легкий поджог дуги и стабильное ее горение. Основные правила:
- Полуавтоматная сварка. Таким методом достигается хорошее качество. Если правильно настроить аппарат, он получится ровный и без обрывов. Неудобством для некоторых считается необходимость использования баллонов газа.
- Способ электрошлаковый. Такая сварка происходит путем нагревания зоны плавления шлаковой ванной. Этим методом есть возможность сваривать металл любой толщины.
- Электрический, сейчас самый удобный аппарат. Научившись обращаться с ним, варить вертикальный шов таким инвертором для начинающих будет легко.
Каждый из данных путей осуществления вертикальной сварки хорош. Однако, чтобы добиться результата, потребуется учитывать еще много требований.
Условия для качественного вертикального шва
Чтобы шов получился правильным, он должен:
- быть высокопрочным;
- выполнен качественно;
- выглядеть эстетично.
Самыми распространенными ошибками являются:
- Неправильное нахождение стержня в процессе работы. Он в обязательном порядке должен находится перпендикулярно, иначе образуется угол, и дуга станет непостоянной.
- В случаях, когда сварщику требуется варить вертикальный шов дуговой сваркой, не соблюдается размер длины дуги. Когда она слишком длинная, образовываться подтеки.
- Наклон стержня для снижения количества подтеков. Таким образом нарушается весь технологический процесс.
Рекомендуется не забывать выполнять такие полезные рекомендации:
- нужно подготовить свое изделие: зашкурить, удалить с него грязь, избавиться от остатков масла, ржавчины или краски;
- если вышло, что появление подтеков неизбежно – немного увеличить силу тока вместе с шириной каждого шва.
Технология производства вертикальных швов
Рассмотрим условия управления электродом, работающим от инвертора в процессе варки. Основным советом при этом является:
- производить работы можно двумя способами: снизу к верху, сверху вниз;
- устанавливать электрод перпендикулярно к месту работы, касаясь его уголком вперед.
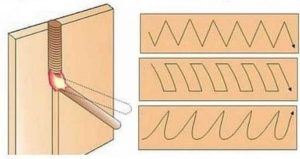
А также использовать такие направления концом стержня, в зависимости от ширины шва:
- широкий: полукругом (кругом, каплей или петлями) слева направо, швы кладутся друг на друга согласно установленному направлению;
- узкий: отрезками вверх, начало каждого последующего при этом накладывается на середину предыдущего;
- или другими широко применяемыми: елочкой (если зазор между деталями 2-3мм), треугольником (зазор менее 2мм), лестница (когда расстояние максимальное).
Молодых работников часто интересует вопрос о продолжительности нажатия стержнем электрода на свариваемую поверхность.
Опытные сварщики в этом случае рекомендуют проговаривать про себя с каждым нажатием включенного аппарата число двадцать два.
Именно столько времени для этого понадобится и нужно не отрывать электрод от металлического листа. И от этого следует, что для толстого металла проговаривать следует медленнее, а с тонким немного быстрее.
Количество Ампер, установленных на инверторе важно для итога.
К примеру, эффективнее всего будет использовать такую схему: устанавливать на каждый один миллиметр взятого электрода мощность в 30А. Если позволяет технология и толщина взятого изделия, можно немного отклоняться от этих чисел, но лучше не делать этого, потому что:
- когда сила будет слабая — шов будет не очень эстетичен, шлам станет скапливаться большим слоем наверху;
- в случае, когда она наоборот слишком большая — есть вероятность прожечь металл.
Как варить вертикальный шов
Приступая к сварке, необходимо ознакомится с последовательностью каждой из требующихся манипуляций:
- сделать внизу нахлест приготавливаемых поверхностей;
- начинать всегда следует не с заготовленного нахлеста, а немного выше. Таким образом, не придется все исправлять при допущении ошибки;
- варить при этом лучше всего без отрывания дуги;
- включив аппарат, после каждого нажима проговаривать про себя 22 и приступать к изготовлению нового шва;
- после окончания, очистить снаружи и изнутри поверхность от образовавшегося шлака и, при необходимости, приступать аналогичным образом сваривать обратную сторону.
Эти рекомендации помогут освоить вертикальный шов, даже если вы новичок в сварочном деле. Немного тренировок — и вы научитесь варить швы профессионально.
Полуавтоматическая сварка вертикальных швов

Если полуавтоматическая сварка горизонтальных швов не представляет особой сложности для новичка, то сварка вертикальных швов полуавтоматом требует опыта и знания некоторых нюансов.
При вертикальной сварке расплавленный металл как никогда подвержен гравитации, но при образовании наплывов получить качественное соединение практически невозможно.
Предлагаем вашему вниманию практические рекомендации по сварке вертикальных швов, а также краткое описание методов их создания.
Подготовка аппарата к работе
устройство полуавтомата
Полуавтомат состоит из инвертора, горелки, снабженной кабелем-каналом, газового баллона с редукторами и манометрами. Прежде чем приступить к свариванию, необходимо удостовериться, что все компоненты системы исправны и присоединены в правильной последовательности. Пристальное внимание стоит обратить на:
- Заземление корпуса сварочного аппарата.
- Соответствие толщины свариваемых деталей диаметру присадочной проволоки.
- Химический состав основного металла и расходного материала, которые должны быть похожи.
- Состав защитного газа.
- Скорость подачи проволоки и расход защитного газа. Эти показатели лучше всего рассчитать заранее, чтобы не прерывать сварку из-за отсутствия материалов.
- Длину выступающей из сопла проволоки. Она не должна превышать 5 мм.
- Силу тока.
Подобрав расходники и настроив полуавтомат, желательно провести пробное сваривание на ненужных обрезках металла. В случае непровара либо прожога шва регулируется сила тока и по-новому подбирается оптимальная скорость сварки. Также обратите внимание, что подготовительные работы нужно провести и с металлическими заготовками:
- Перед тем как осуществить сварку, желательно соединить свариваемые поверхности между собой точками, как минимум двумя-тремя. Благодаря этому детали будут неподвижны во время работы.
- Поверхности очищаются от следов краски, лака, пыли, грязи. Полуавтомат может справиться со сваркой и загрязненных поверхностей, однако в таком случае соединение будет непрочным, к тому же не удастся избежать токсичных испарений. Не нужно счищать толстый слой металла, это негативно отразится на качестве сварки.
- При сварке листового металла, расположенного слоями, для надежной фиксации нужно воспользоваться струбцинами.
струбцины
Сварка вертикальных швов полуавтоматом: особенности
Под воздействием высоких температур на металлической поверхности образуются капли. Они начинают стекать вниз, тем самым препятствуя качественной сварке.
Шлак, оставшийся после использования электрода и находящийся в такой капле, значительно увеличивает риск дефектов шва. Однако если отвести стержень от места сварки на некоторое время, то произойдет кристаллизация металла, и капля затвердеет.
Немаловажно при этом правильно рассчитать временной промежуток, предназначенный для остывания металла, иначе не избежать непровара.
Как правило, сила тока при полуавтоматической сварке вертикальных швов на 5 А меньше, чем при сваривании швов в другом положении. Такие показатели обеспечивают целостность шва, минимизируя вероятность возникновения подрезки. Сварка полуавтоматом предусматривает совершение колебательных движений, при которых корень шва будет проварен надлежащим образом.
Как и при сваривании в любом другом пространственном положении, вертикальный шов может быть выполнен в виде сплошного соединения, точечного и сплошного прерывистого.
В первом случае шов придает деталям дополнительную жесткость и используется для бытовых и строительных нужд. Вторая разновидность незаменима при кузовном ремонте автомобилей.
Третья также широко используется на СТО, однако применяется для тех мест, где нужно сваривать более толстый металл.
Как варить вертикальный шов сверху вниз
При использовании такого метода стоит обратить внимание на толщину сварочной проволоки.
Так как при большом количестве шлака соединение может получиться пористым, электрод по толщине должен быть гораздо меньше ширины предполагаемого шва.
Тонкий электрод гарантирует быстрое схватывание сварной ванны при отсутствии стекания расплавленного металла. Благодаря этому за короткий промежуток времени можно сварить большее количество заготовок.
При сварке в направлении сверху вниз лучше всего использовать проволоку с целлюлозным и пластмассовым покрытиями. Первая разновидность содержит в себе большое количество органических соединений, которые в процессе плавки электрода насыщают зону сварки водородом. Чтобы избежать возникновения на шве т.н.«рыбьих глаз», свариваемую конструкцию перед работами необходимо некоторое время выдержать при комнатной температуре. Если есть возможность, то можно прокалить детали при температуре 250-300 °С, это предотвратит перенасыщение металла водородом.
Проволока с пластмассовым покрытием более эффективна: она обеспечивает непрерывное горение дуги, шов получается прочным, без пор и микротрещин, а шлаковая корка отделяется довольно легко.
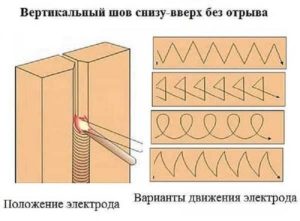
Как варить вертикальный шов снизу вверх
Таким методом варить вертикальные соединения гораздо сложнее, но, тем не менее, к нему прибегает большинство сварщиков, если предстоит соединять ответственные конструкции.
Сварка полуавтоматом снизу вверх подразумевает иное расположение сварной ванны. Она находится снизу, а сверху происходит ее наполнение жидким металлом. Чтобы расплавленный материал не проливался, нужно сконцентрироваться на манипуляциях с электродом:
- Необходимо выдержать угол между ним и вертикальным швом.
- Зафиксированный в держателе конец должен находиться ниже плавящегося.
- Плавление электрода должно происходить медленнее, чем сварочная ванна будет кристаллизироваться.
- Сварка производится колебательными движениями. При этом источник тепла не задерживается долго в одной точке, и можно избежать растекания металла и прожогов.
вертикальный шов снизу вверх с проваром корня
Некоторые технологии вертикальной сварки
Сварить вертикальный шов полуавтоматом можно, используя не только классические методы. К довольно распространенным способам сварки вертикальных швов можно отнести следующие:
- Треугольник. Вертикаль может быть сварена при помощи такого способа, если толщина соединяемых поверхностей не превышает 2 миллиметра. Перед началом работ необходимо притупить кромки деталей. Направление сварки – снизу вверх, оптимальная толщина электрода — 3 мм, а показатели тока – в пределах 80-100А. После формирования полочки в нижней части соединения электрод передвигают к одному из краев, плавят кромки, заполняя ванну. Затем действия повторяются у другого края, причем сварная ванна получается в форме треугольника.
- Елочка. Применяется в случае, если зазор между поверхностями составляет 2-3 мм. Металл «вытягивается» из глубины зазора, располагается на плоскости кромки, затем происходит его возврат вглубь. Сварка происходит снизу вверх. Такая технология во многом напоминает петлю. Чтобы металл распределялся равномерно в зазоре, необходимо отработать движения до автоматизма и тщательно следить, чтобы на кромках не возникли порезы.
- Лесенка. Ее применяют при зазоре, превышающем 4 мм, если кромки деталей притуплены минимально. При зигзагообразных движениях электрода происходит незначительный подъем по вертикали и небольшие остановки на краях, необходимые для проплавления металла.
Как правильно варить вертикальный шов. Советы новичкам
Несмотря на то, что сварка при помощи полуавтоматического аппарата дается легко даже начинающим, к выполнению некоторых работ стоит подходить очень ответственно, вооружившись рекомендациями опытных мастеров дела. Оформление вертикальных швов – одна из таких ситуаций, где опыт предшественников будет вполне кстати.
- Чтобы добиться стабильного горения дуги, стержню во время поджога стоит придать перпендикулярное положение.
- Чтобы избежать возникновения потеков, электрод во время работы держится в наклонном положении.
- Если у вас в приоритете не высокая производительность, а аккуратный шов без малейших подтеков, тогда стоит уменьшить длину дуги. Ускорившаяся кристаллизация позволит избежать подтеков.
- Увеличить скорость кристаллизации металла можно также за счет увеличения силы тока и ширины шва. Однако, используя такой метод, будьте готовы к тому, что шов получится несколько худшим по качеству.
Сварка вертикальных швов
В процессе сварки металлов нередко сталкиваешься с ситуациями, когда необходимо соединить две заготовки, расположенные в разных плоскостях. Это усложняет сам процесс, потому что стык двух деталей располагается или под углом, или вертикально, или в потолочной плоскости.
Сварка вертикальных швов (потолочных и наклонных) – дело непростое. Оно связано с тем, что даже расплавленный металл, расположенный между двумя металлическими заготовками, подвержен закону всемирного тяготения, то есть, его тянет все время вниз. Отсюда и трудности сварки.
Поэтому существует два важных принципа сварки вертикальных швов:
- Расплавленный металл в зоне сварки должен кристаллизоваться быстрее, чем при обычной нижней позиции. А это будет возможно, если капли расплавленного металла будут небольших размеров. Этого добиться можно лишь уменьшением длины дуги, причем, выполняя сварку инвертором или полуавтоматом, необходимо электрод перемещать вглубь и наружу короткими и быстрыми движениями. Движение держака будет похоже на постукивание электродом по свариваемой поверхности.
- Сварка вертикального шва переменным током производится снизу вверх. Заполняя кратер шва, производится его наполнение снизу. Таким образом, металл, расположенный внизу, будет выполнять функции своеобразной подставки для металла, который заполняет сварочную ванну выше.
Правда, не всегда технология снизу вверх применима для сварки вертикального шва. Встречается немало ситуаций, когда приходится варить шов и сверху вниз. Чтобы капли расплавленного металла не стекли, необходимо придерживаться некоторых условий сварки.
- Дуга должна быть короткой.
- Электрод в начале пождига должен располагаться перпендикулярно плоскости соединения двух заготовок.
- При варке он наклоняется вниз со стороны держака, то есть, сам электрод должен располагаться под острым углом по отношению к сварочному шву. При этом дугой он должен поддерживать металлические капли, чтобы они не стекали вниз.
- Если стекание остановить не удается, то необходимо увеличить силу тока и увеличить перемещение электрода вниз. Рекомендуется также увеличить ширину сварочного шва, за счет перемещения расходника из стороны в сторону.
Эта технология соединения свариваемых заготовок вертикальным швом намного легче, чем снизу вверх. Но качество шва намного хуже.
Как правильно варить вертикальный шов
Перед тем как варить вертикальный шов электросваркой полуавтоматом или инвертором, необходимо выбрать технологию сварки. Это зависит от толщины свариваемых заготовок, от расстояния между их кромками, а также от формы притупления кромок.
- Технология сварки треугольником. Ее обычно используют, если соединяются детали толщиною не более 2 мм. При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий металл располагается сверху застывающего. Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
- Елочка. Этот вид сварки вертикальных швов оптимально подходит для зазоров между заготовками в 2-3 мм. Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.
- Лестница. Этот способ сварки вертикальных швов используется при максимальном зазоре между соединяемыми металлическими заготовками и при минимальном притуплении кромок (или полном отсутствии притупления). Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх. При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
Все технологии могут производиться инвертором или полуавтоматом. Сваривать можно детали толщиною до 4 мм.
Зажигание дуги
Для качества сварки вертикальных швов очень важно правильно зажигать дугу. И неважно, варите вы инвертором, трансформатором или полуавтоматом. Если электрод закончился, то его нужно быстро поменять, потому что задержка – это снижение температуры в ванне.
Но даже в этом случае начинать поджиг надо с самой верхней точки кратера. Кстати, это может быть центр кратера или сбоку, все зависит от того, где сварка была до этого закончена. Первый проход в глубину надо делать быстро.
Именно таким образом можно избежать зашлакованности зазора. Потому что дуга еще нестабильна, а температура ванны не на необходимом уровне.
После поднятия электрода, нужно задержаться на проплавке точки начала сварки, где дуга стабилизируется, а ванна наберет необходимую температуру. После этого можно спускаться вглубь зазора.
Варить вертикальный шов достаточно сложно. Не зря столько вариантов предлагается. Начинающим сварщикам придется потратить немало времени, чтобы научиться этому. Поэтому предлагаем посмотреть видео – как правильно варить электросваркой вертикальный шов.
Поделись с друзьями
Особенности вертикальной сварки
Вертикальная сварка имеет сложность в том, что при создании шва, расплавленный металл норовит стекать вниз, чего ни в коем случае нельзя допустить. Если это произойдет, то поверх этой капли варить уже не получится, так как там содержится шлак от электрода.
Для создания качественной дорожки при ручной дуговой сварке, рекомендуется использовать короткую дугу на небольшом токе. При этом, мастер должен совершать движения снизу вверх, чтобы избежать ненужных потеков. Когда из расплавленной капли формируются вертикальные швы, нужно конец электрода убирать немного в сторону, чтобы дать материалу затвердеть и при этом не утратить искру.
Принципы вертикальной сварки
Для создания идеального шва, необходимо придерживаться несколько принципов вертикальной сварки:
- Если сварочные работы производятся на переменном токе, тогда обязательно начинать необходимо снизу. При этом кратер шва наполняется материалом так, что создает объемный валик, который параллельно служит некоторой подставкой для плавленого металла, находящегося немного выше. Таким образом и заполняется шов.
- При электродуговой методике металл в кратере шва при вертикальном положении должен застывать намного быстрее. Для этого лучше делать небольшие капли. Добиться такого эффекта очень просто, сократив дугу (расстояние между изделием и электродом).
Технология вертикальной сварки
Техника сварки вертикальных швов зависит от нескольких факторов:
- особенности металла материалов, которые необходимо соединить;
- тип сварки, который применяется в данном случае;
- мастерство сварщика:
- качество и особенности применяемого оборудования.
Создавать сварочные швы можно несколькими способами:
- сверху вниз с отрывом дуги:
- снизу вверх с отрывом дуги;
- сверху вниз без отрыва дуги:
- снизу вверх без отрыва дуги.
Создание шва электродом
Сварка в вертикальном положении требует больше внимания и усилий, чем в горизонтальном. Это связанно с возможными потеками металла. Для начинающих сварщиков проще будет формировать сварочный шов с отрывом дуги.
Таким образом, материал быстро застывает. Для удобства процесса в это время электрод можно опирать на край сварного кратера.
Во время формировки дорожки движения производятся, как с отрывом дуги, так и без отрыва – зигзагом, полумесяцем, петельками или валиком – «вверх-вниз».
Если же вы решили произвести сварку вертикального шва сверху вниз, то это производится очень короткой дугой. Предварительно потребуется немного тренировки, чтобы научится плавить металл, но избежать его растеканию вниз. Здесь важно правильно держать электрод – строго перпендикулярно кромкам кратера. При возбуждении дуги и создания валика его немного нужно наклонить вниз (на 45 градусов).Рекомендуемый диаметр электрода 4-5 мм при силе тока не более 170А.
Как правильно варить вертикальный шов без отрыва, можно посмотреть в этом видеоуроке:
Вертикальный шов полуавтоматом
Сварка вертикальных швов полуавтоматом может производиться по нескольким методикам:
- «Треугольник» — это технология, применяемая для тонкого металла, толщиной не более 2 мм. Она основана на стандартном принципе ведения проводника снизу вверх. При этом расплавленный металл находится выше застывшего, который уже образовал небольшой валик и не позволяет «новоиспеченным» каплям стекать по дорожке вниз. При выполнении вертикальных швов инвертором необходимо правильно перемещать проводник, чтобы сварочная ванна получилась немного под углом. Собственно отсюда и пошло название данного способа – треугольник. Профессионалы рекомендуют для такой технологии применять электрод трехмиллиметрового диаметра и работать на токе в 100А.
- «Лестница» используется в том случае, когда между спаиваемыми деталями образуется слишком большой зазор. Сам рабочий процесс заключается в следующем: необходимо совершать переходы от одной кромки к другой при минимальном подъеме электрода. Лучше всего это реализовывать способом снизу вверх без отрыва дуги. Таким образом, получается так называемая лестница. В результате валик получается не плавный, а с острыми краями. Такой тип соединения деталей считается самым легким.
- «Елочка».Данная технология идеально подходит для сварки полуавтоматом зазоров не более 2-3 мм. В этом случае электрод нужно перемещать по определенной траектории. И в результате получится шов как елочка. Начинать необходимо от одной из сторон и вести его по стенке кромки на себя. Когда наплавится металл нужно опустить электрод и немного остановиться, чтобы проплавить изделие. Таким же образом нужно сделать и с другой стороны. Так продолжать по направлению вверх вдоль всей дорожки. Самое главное – не допустить растекания капель.
В представленном видео можно посмотреть, как правильно сваривать детали при вертикальном положении:
В заключение стоит отметить, что вертикальный шов требует особого внимания, так как есть риск стекания раскаленного металла. Во избежание этого, существует несколько технологий, позволяющих варить железо в вертикальном положении.
Если придерживаться всех норм и правил, тогда получится качественный и надежный шов без «налипания» слоев металла и шлака. Варить такие дорожки можно несколькими методиками – полуавтоматической и ручной сваркой.
Каждый из способов имеет и преимущества и недостатки при создании шва, но выбирая среди всех существующих видов, эти самые лучшие и простые, особенно для начинающих мастеров.
[Всего : 4 Средний: 1.8/5]
- Около сварных стыков трубопроводов, металлокаркасов, газового оборудования и т.д. нередко можно увидеть вытисненные буквы и цифры….
- Перед тем как сдать экзамены НАКС, начинающему сварщику стоит узнать, какие же виды аттестации существуют. От…
- Специалисты сварочного производства, имеющие небольшой стаж, рано или поздно могут столкнуться с необходимостью получить удостоверение НАКС….
Как варить вертикальный сварочный шов

Электрическая сварка предусматривает оказание воздействия электрической дуги на обрабатываемый металл. Она формируется между изделием и используемым электродом из токопроводящего материала.
Слишком высокая температура становится причиной расплавки металла, за счет чего и происходит соединение отдельных деталей. Место соединения принято называть сварным швом.
Для изменения его показателей меняются технические параметры сварки, к примеру, амплитуда и скорость движения. Следует рассматривать особенности вертикальной сварки подробнее.
Как варить вертикальный шов
Как варить вертикальный шов?
Существует довольно много правил, соблюдение которых позволяет повысить качество получаемого шва. Исключить вероятность стекание капель раскаленного металла довольно сложно.
Основными рекомендациями можно назвать нижеприведенные моменты:
- Электрическая дуга должна быть исключительно короткой. Длинная может привести к расплыванию сплава, так как он стекает под воздействием силы притяжения.
- На момент поджога рабочая часть размещается исключительно перпендикулярно обрабатываемой поверхности. При этом важно, чтобы он располагался перпендикулярно обоим обрабатываемым поверхностям, за счет чего и обеспечивается высокое качество обработки.
- При работе рекомендуется наклонять электрод немного вниз. За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.
- В некоторых случаях исключить вероятность стекания металла невозможно. Тогда рекомендуется увеличить показатель силы тока и ускорить перемещение рабочей части. Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
Способы сварки в вертикальном положении
Приведенная выше технология намного проще в исполнении, если сравнивать вариант проведения электрода снизу вверх.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.
Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Техника снизу вверх
Подобная технология встречается крайне часто. Она характеризуется следующими особенностями:
- В начале работы стержень сварочного аппарата размещается перпендикулярно обрабатываемой поверхности.
- Как только произошло возбуждение дуги и образования первых капель, электрод рекомендуется немного наклонить.
- Концом стержня поддерживается короткая дуга и капли немного собираются, а при кратковременном его отведении дается время для остывания расплавленного материала и его кристаллизации.
- Можно сообщать поперечные колебательные движения. За счет этого исключается вероятность длительной задержки источника тепла в одной точке.
Вертикальный шов снизу вверх
Подобная техника позволяет получить качественный шов. Однако, она характеризуется низкой производительностью, так как приходится время от времени давать каплям остыть.