Заточка корончатых сверл по металлу
Заточка корончатых сверл по металлу — Справочник металлиста

Не требует особых доказательств, что сверло в процессе работы теряет остроту режущей части, то есть, говоря попросту, тупится. Тупое сверло не доставляет беспокойства до тех пор, пока не оказывается нужным.
Вот тогда неожиданно выясняется, что работать изношенным или тупым сверлом невозможно. Остается только сожалеть о том, что вовремя не восстановлены геометрия и размер сверла.
В этой статье будет рассказано, как заточить сверло спиральное, а также сверло с твердыми напайками для сверления бетона.
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
Основные составные части спирального сверла.
Итак, рассмотрим как заточить сверло по металлу? Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°.
Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка.
При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик.
Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные.
Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Как заточить победитовое сверло с напайками
Победитовое сверло также может затупиться. Тупое сверло перегревается во время работы, плохо сверлит и издает сильный визжащий звук. Конечно, можно поменять сверло, купив новое, но лучше сэкономить и заточить его своими руками.
Для этого вам понадобится заточной станок (электрическое точило) с алмазным камнем и охлаждающая жидкость. Обыкновенный наждачный камень для заточки сверла из победита не годится. До того, как приступите к заточке, убедитесь, что она возможна, в принципе. Для этого следует померить высоту режущей части сверла.
При высоте режущей части сверла, т. е. напайки около 10 мм заточка возможна.
Не забываем: чем тверже материал, тем ниже должна быть скорость заточки. Угловая скорость (количество оборотов вращения камня) при заточке победитового сверла должна быть уменьшена вне зависимости от того, какой инструмент применяется для заточки.
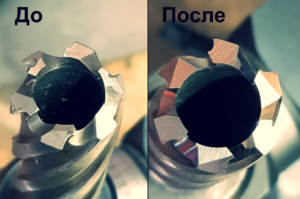
Сверла с напайками рекомендуется затачивать аналогично простым сверлам малого диаметра, т.е. следует делать заточку задней поверхности плоской. При этом точить заднюю поверхность следует, как показано на фото, стачивая сверло до самой напайки:Заточенный бур по с напайкой.
Желательно подточить переднюю поверхность. Если напайка уже сточена до самого сверла, то без подточки просто нельзя обойтись, поскольку мягкий металл, выходит на режущую кромку со стороны передней поверхности. Передняя поверхность одновременно подтачивается так, чтобы толщина центра напайки стала меньше.
Подточка напайки со стороны передней поверхности.
Во время заточки сверла старайтесь быть точным и внимательно следите за тем, чтобы его режущие стороны были одного размера. Если это не удается достичь, то смещенный центр ости обязательно приведет к тому, что отверстие сверления будет увеличенным и неровным.
Независимо от устройства, на котором выполняется заточка, нужно контролировать соотношение передних и задних углов кромки реза в направлении вращения. Еще одно правило, которого следует придерживаться, чтобы правильно заточить сверло по бетону: чем тверже материал, тем больше угол заточки.
Для победита он составляет 170 градусов.
В процессе заточки нельзя допускать нагревания сверла, т.к. могут появиться трещины и возможно отслоение твердосплавных пластин. Для того, чтобы не допустить этого, периодически следует охлаждать сверло жидкостью. Для охлаждения можно использовать обычную воду.
Предлогаем посмотреть подборку видеороликов по заточке сверл с победитовыми напайками.
: Заточка буров для перфоратора. Часть — 2
Корончатое сверление и корончатые сверла по металлу
11.12.2017
Корончатое сверло. Это сочетание слов слышал наверное каждый специалист, который занимается металлообработкой.
Но как оказывается, далеко не всем известно что это такое на самом деле.
Сегодня мы подробно разберем, что такое корончатое сверление, почему и когда оно выгоднее спирального, что такое корончатые сверла и как их выбрать.
Корончатое сверло, или как его иногда называют — кольцевая фреза. Это сверло выполненное в виде полого цилиндра, по внешнему контуру которого расположены режущие зубья.
Иногда корончатое сверло путают с биметаллической коронкой, которая выглядит вот так.
Действительно, их конструкции очень схожи. Но корончатое сверло предназначено исключительно для сверления металла, и металла большой толщины. С такой задачей биметаллической коронке удастся справиться с трудом.
Мы сегодня говорим исключительно про корончатые сверла для металла.
[attention type=red]Так чем же так привлекательно именно корончатое сверление и чем оно выгоднее привычного сверления спиральным сверлом?
[/attention]
На схеме ниже показано, как работают спиральное и корончатое сверло.
Корончатое сверло высверливает металл только по контуру отверстия, а спиральное сверло высверливает весь объем.
Это означает, что корончатое сверление в несколько раз быстрее спирального (в зависимости от диаметра).
Так же, благодаря меньшей площади резания, такой способ требует меньше приложения усилий. Это позволяет использовать менее мощные двигатели сверлильных станков, чем при сверлении того же диаметра спиральным сверлом.
Менее мощный двигатель позволяет облегчить конструкцию всего станка.
То есть магнитный станок с двигателем 800-1000 Вт и весом всего 9-10 кг, с помощью корончатого сверла может просверлить отверстие диаметром 30-35 мм. И тот же станок спиральным сверлом просверлит отверстие только 12-13 мм.
Но с магнитными станками и их характеристиками мы знакомились в этой статье, поэтому пойдем дальше.
Рассмотрим ближе само корончатое сверло.
У него есть три основных элемента:
- хвостовик
- само тело сверла
- режущая часть (зубья)
Хвостовики корончатых сверл
Хвостовики существуют нескольких видов:
- Weldon — самый распространенный вид хвостовика на станках в с магнитным основанием. Такой хвостовик представляет собой цилиндр с двумя опорными площадками для фиксации его винтами. Существует два размера хвостовика Weldon (по внешнему диаметру) — Weldon 19 (для сверл до 61 мм у сверл GTOOL G-Cut) и Weldon 32 (для сверл диаметром 61 мм и выше у сверл GTOOL G-Cut).
Характеристики корончатых сверл по металлу

Для сверления отверстий большого диаметра используют электроинструмент со специальными насадками. Корончатое сверло по металлу поможет быстрее выполнить работы, без приложения излишних усилий.
Сверла кончатые по металлу
Описание и назначение
Корончатое сверло по металлу для дрели является специальной насадкой на электроинструмент, которая предназначена для сверления отверстий большого диаметра.
По внешнему виду она напоминает отрезок поршня или трубы, на края которого закрепляются острые зубья. С их помощью происходит разрезание металла. Для усиления рабочих частей насадки, на зубцы наносится алмазное напыление.
Благодаря этому возможно сверлить дыры в металлах с повышенным показателем прочности.
Твердосплавные коронки не требуют предварительного накернения рабочих поверхностей до сверления. Связано это с тем, что центровочное сверло имеет крестовую заточку, которая выполняет мгновенную центровку после запуска дрели.
Как действует корончатый механизм?
Чтобы понимать, как действует корончатое сверло, нужно разобраться с его устройством. Оно состоит из нескольких основных частей:
- Режущая часть. часть оснастки, на которой расположены зубья.
- Рабочая часть, на которой нарезается резьба.
- Хвостовик, с помощью которого насадка закрепляется в дрели.
Нельзя забывать про центровочное сверло, которое можно снимать. Вся конструкция скрепляется соединительными винтами. Все части изготавливаются из сплава твердых металлов.
Принцип действия заключается в том, что после запуска электродрели, зубья коронки «вгрызаются» в металлический лист. Благодаря специальной резьбе, которая нарезана на наружной стороне рабочей части, насадка уходит глубже с каждым вращением двигателя дрели.
Характеристики и параметры
Возможности корончатого сверла по металлу зависят от его характеристик:
- Диаметр коронки. Размеры и другие характеристики корончатых сверл зависят именно от этого показателя. Диапазон диаметров — от 1.4 до 18 мм.
- Глубина сверления. Типовое значение — 40 мм.
- Тип фиксации.
- Размеры хвостовика.
- Металлы из которых изготавливаются насадки.
Наиболее часто корончатые сверла изготавливаются из твердосплавной стали, зубья из победита.
Многие коронки продаются без центровочных сверл. Необходимо заранее проверить его наличие. Оно поможет создавать наиболее точные отверстия без отклонений от требуемых размеров.
Преимущества и недостатки данных сверл
По сравнению с классическими насадками на электродрели для сверления металла, эти коронки характеризуются следующими преимущества:
- Для изготовления отверстий не нужно выбирать электроинструмент с мощным приводом.
- Внутренние стороны отверстия получаются шероховатыми, что нехарактерно для других видов оснастки.
- Подходят для закрепления в дрелях, фрезерных, токарных станках.
- Высокая производительность процесса сверления.
- Снимается значительное количество материала.
- Высокая точность выполнения работ если используется центровочная оснастка.
- Минимум шума во время проведения работ.
- Большое количество режущих кромок увеличивает производительность кольцевой насадки.
- На сверление отверстий большого диаметра уходит гораздо меньше времени, усилий чем у других насадок.
К слабым сторонам можно отнести более высокую стоимость, невозможность делать глухие отверстия. Коронки без алмазного напыления быстро тупятся.
Особенности маркировки
Чтобы узнать больше информации о продукции во время выбора, требуется разобраться с видами маркировки, которая указывается на упаковках. К ним относятся:
- Название торговой марки, бренда, компании изготовителя.
- Диаметра коронки, размеры хвостовика, других частей.
- Буквы, указывающие на то, какой материал можно обрабатывать насадкой.
- Цифры, буквы, указывающие на марку стали, из которой изготавливается продукция.
На упаковке можно прочитать информацию о том, что находится внутри. Важно научиться расшифровывать сокращения, обращать внимания на отдельные определения.
Маркировка сверл по металлу
Критерии выбора
Чтобы выбрать насадку для сверления изделий из металла, нужно обратить внимание на ряд факторов:
- Максимальный диаметр.
- Длина хвостовика.
- Наличие центровочного стержня.
- Количество зубьев.
- Наличие алмазного напыления.
- Металл, используемый для изготовления оснастки.
- Максимальная глубина сверления.
Если сверло будет использовать активно, нельзя экономить на его стоимости. Качественная оснастка стоит не дешево, однако, она выдержит серьёзные эксплуатационные нагрузки.
Корончатые сверла по металлу используются для изготовления отверстий большого диаметра. Они изготавливаются из твердых сплавов металлов. Перед покупкой нужно научиться читать маркировку, чтобы купить качественную оснастку.
Корончатое сверление и корончатые сверла. Ликбез Gtool.
Характеристики корончатых сверл по металлу Ссылка на основную публикацию
Корончатое сверление и корончатые сверла по металлу
11.12.2017
Корончатое сверло. Это сочетание слов слышал наверное каждый специалист, который занимается металлообработкой.
Но как оказывается, далеко не всем известно что это такое на самом деле.
Сегодня мы подробно разберем, что такое корончатое сверление, почему и когда оно выгоднее спирального, что такое корончатые сверла и как их выбрать.
Корончатое сверло, или как его иногда называют — кольцевая фреза. Это сверло выполненное в виде полого цилиндра, по внешнему контуру которого расположены режущие зубья.
Иногда корончатое сверло путают с биметаллической коронкой, которая выглядит вот так.
Действительно, их конструкции очень схожи. Но корончатое сверло предназначено исключительно для сверления металла, и металла большой толщины. С такой задачей биметаллической коронке удастся справиться с трудом.
Мы сегодня говорим исключительно про корончатые сверла для металла.
[attention type=red]Так чем же так привлекательно именно корончатое сверление и чем оно выгоднее привычного сверления спиральным сверлом?
[/attention]
На схеме ниже показано, как работают спиральное и корончатое сверло.
Корончатое сверло высверливает металл только по контуру отверстия, а спиральное сверло высверливает весь объем.
Это означает, что корончатое сверление в несколько раз быстрее спирального (в зависимости от диаметра).
Так же, благодаря меньшей площади резания, такой способ требует меньше приложения усилий. Это позволяет использовать менее мощные двигатели сверлильных станков, чем при сверлении того же диаметра спиральным сверлом.
Менее мощный двигатель позволяет облегчить конструкцию всего станка.
То есть магнитный станок с двигателем 800-1000 Вт и весом всего 9-10 кг, с помощью корончатого сверла может просверлить отверстие диаметром 30-35 мм. И тот же станок спиральным сверлом просверлит отверстие только 12-13 мм.
Но с магнитными станками и их характеристиками мы знакомились в этой статье, поэтому пойдем дальше.
Рассмотрим ближе само корончатое сверло.
У него есть три основных элемента:
- хвостовик
- само тело сверла
- режущая часть (зубья)
Рабочая часть сверла
Она представляет собой полый цилиндр гладкий внутри, с канавками для отвода стружки снаружи.
Во время сверления, получаемая «шайба» постепенно углубляется внутрь рабочей части.
Это означает что чем больше глубина рабочей части корончатого сверла, тем большую толщину металла оно может просверлить.
Сверла GTOOL G-Cut имеют два основных размера рабочей части сверла — 25 и 50 мм.
То есть они могут сверлить металл толщиной до 25 и 50 мм. Но при необходимости можно заказать специальные сверла с большей глубиной.
Сверла GTOOL G-Cut глубиной 75, 50 и 25 ммНа самом деле глубина каждого сверла немного больше указанной на нем. Как правило на 5 мм. Но это необходимый запас, для эффективной и правильной работы сверла. Но вы можете учитывать этот запас при решении специфичных задач.
Режущая часть
Это самая главная часть сверла, так как от нее зависит как быстро и как много вы сможете просверлить отверстий.
Она состоит из зубьев, которые могут быть выполнены из основной части сверла (HSS или XE — быстрорежущая сталь) или же иметь твердосплавные напайки (НМ).
Корончатые сверла из быстрорежущей стали HSS обычно используют для выполнения отверстий в конструкционных и низколегированных сталях. Такие сверла можно перетачивать несколько раз, в зависимости от степени износа.
Сверла с напайками HM чаще всего используются для более сложной работы с более твердыми сталями, легированными сталями и другими «специфичными» металлами. Как правило, эти сверла не подвергают переточке, так как напайки довольно маленькие для этого. Но при правильном применении сверло с напайками имеет больший ресурс, чем сверло из быстрорежущей стали.
По внешнему контуру режущих зубьев определяется диаметр высверливаемого отверстия.
Толщина, или ширина зуба для корончатых сверл GTOOL G-Cut — 4 мм. Этим обусловлено, что корончатые сверла диаметром бывают от 12 мм. Меньшие диаметры сверлят с помощью цилиндрических сверл.
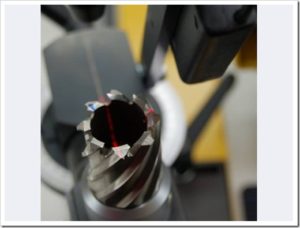
Зубья имеют специальную заточку, которая отличается на разных зубьях. Такая разнообразная и сложная заточка позволяет эффективно сверлить стали разной твердости.
Заточка зубьев сверла GTOOL G-Cut из быстрорежущей стали
Заточка сверла GTOOL G-Cut с твердосплавными напайками
Заточить корончатое сверло без специально оборудования невозможно. Для это существуют специализированные станки для заточки корончатых сверл.
Теперь давайте рассмотрим как корончатое сверло работает.
Так как оно полое, то чтобы попасть точно в центр нам необходимо понимать где находится центр самого сверла.
Для этого служит особая направляющая — центрирующий штифт.
Центрирующий штифт Euroboor
Он представляет собой круглый металлический стержень определенной длины и диаметра (в зависимости от используемого сверла). На верхней части штифта находится утолщение, благодаря которому он не проваливается в сверло и в который опирается выталкивающая пружина патрона.
Корончатое сверло GTOOL G-Cut в сборе с центрирующим штифтом.
Сбоку штифта сделан скос, по которому во время сверления будет поступать смазывающая-охлаждающая жидкость прямо в центр сверла.На штифтах компании Fein вместо скоса прорезана спираль, которая выполняет ту же функцию.
Центрирующий штифт Fein
Рассмотрим подробно схему корончатого сверления и как работает центрирующий штифт.
Схема корончатого сверления.
- Выставляем сверло по центру с помощью штифта.
- Включаем двигатель и начинаем подачу. В это время штифт начинает погружаться в патрон и открывает подачу СОЖ.
- Сверление отверстия с беспрерывной подачей СОЖ.
- Завершение сверления. Штифт выталкивает высверленную «шайбу» и закрывает подачу охлаждающей жидкости.
Таким образом мы можем отметить три функции центрирующего штифта:
- Центровка сверла.
- Подача СОЖ в зону сверления.
- Выталкивание остатков материала.
Как правильно выбрать центрирующий штифт для Вашего сверла я расскажу в отдельной статье.
Вот пример работы, которую можно выполнить корончатыми сверлами.
На видео с помощью корончатого сверла GTOOL G-Cut с твердосплавными напайками диаметром 24 мм, мы сверлим отверстие в особо прочной стали Hardox толщиной 10 мм.
Обычным спиральным сверлом такая работа происходит с большим трудом и занимает в несколько раз больше времени.
Давайте еще раз отметим, какие преимущества нам дает сверление корончатыми сверлами в сравнении со спиральными:
- В несколько раз выше скорость сверления. Чем больше диаметр сверления, тем больше эта разница.
- Более высокая мобильность сверления. Возможность сверления больших диаметров в стесненных условиях и на высоте благодаря более компактному и легкому оборудованию.
- Ниже стоимость сверления. Ресурс сверл сильно зависит от правильности его применения, но часто корончатыми сверлами выполняют 100-200 отверстий и более до переточки. Это ощутимо выше чем у спиральных сверл. А если учесть разницу в потребляемом электричестве на ту же операцию, то разница еще более ощутима.
Теперь вы видите, что корончатое сверление — это действительно выгодно и удобно.
Если Вас заинтересовала тема корончатого сверления и сверлильных станков на магните и вы хотите узнать больше, или хотите попробовать их в работе, свяжитесь с нами любым удобным способом: по телефону, по e-mail или в социальных сетях.
Самые актуальные новости в наших соцсетях:
Как заточить сверло по металлу разными инструментами

Заточка металлических инструментов позволяет полностью восстановить их работоспособность. Операцию можно выполнить с применением различных вспомогательных приспособлений.
Как правильно заточить сверло по металлу и не испортить режущую поверхность изделия, будет рассказано в публикации.
Признаки затупления свёрл по металлу
К заточке следует приступать только при обнаружения явных признаков затупления режущей кромки.
Среди основных проявлений недуга выделяют следующие:
- повышенная шумность во время работы;
- стружка металла имеет мелкую фракцию;
- перегрев инструмента.
При сверлении металла затупленным сверлом возникает высокочастотный звук от трения рабочей кромки о заготовку. Поэтому, при появлении повышенной шумности следует отложить работу и приступить к заточке. Если продолжать сверление металла, то от чрезмерного нагрева режущее изделие разогреется до слишком высокой температуры.
До появления вышеописанных признаков о снижении остроты сверла может свидетельствовать отсутствие спиралевидной стружки. Такой признак не всегда удаётся вовремя обнаружить. Ели сверло при правильной подаче во время работы образует слишком мелкую стружку, то рекомендуется незамедлительно приступить к отладки инструмента.
Чем заточить сверло по металлу
Правильно подобранное приспособление позволит существенно сократить временные затраты и выполнить работу максимально точно. Узнайте ниже, как заточить сверло по металлу на точиле.
Кроме основного агрегата с электродвигателем и кругом, понадобится приобрести специальные приспособления удерживающие сверло в неподвижном состоянии. Такие стойки позволяют контролировать угол наклона и подачу инструмента во время точения.
Многие приспособления позволяют произвести отладку режущих изделий по металлу диаметром от 3 до 19 мм. Для точения спиральных свёрл можно использовать спецстанки, которые имеют встроенный электродвигатель и механизм для подачи.
В отличии от использования обычного точила и держателя, профессиональная техника может стоить десятки тысяч рублей. Поэтому если заточка свёрл не является профессией, то можно обойтись применением вышеописанного тандема из точильного круга и держателя или осуществить правку инструмента вручную.
Произвести наточку сверла напильником можно и без опыта. Главное, правильно подобрать надфиль. Учитывая факт, что даже дешёвые свёрла изготавливаются из высококачественной режущей стали, потребуется подобрать надфиль с алмазным напылением. Кроме напильника, нужно приготовить тиски в которых следует зафиксировать инструмент.
:
Чтобы не тратить силы и время на ручной способ, можно применить болгарку с абразивным кругом.
Заточка сверла болгаркой
Шлифовальная машинка имеется почти в каждой домашней мастерской, поэтому метод будет одним из самых бюджетных.
Кроме болгарки с установленным шлифовальным кругом для работы нужно подготовить тиски в которых будет удерживаться сверло во время заточки. В помещении где осуществляется отладка инструмента должно быть светло, чтобы можно было контролировать процесс удаления металла с режущей поверхности.
Отладка осуществляется в такой последовательности:
- сверло устанавливается в тиски в вертикальном положении;
- болгаркой удаляется часть задней кромки, чтобы полностью ликвидировать следы износа;
- режущая кромка затачивается под углом 120 градусов.
Чтобы в процессе точения сверло не перегрелось, соприкосновение наждачного круга с металлом должно продолжаться не более 2 секунд. Повторяя многократно снятие небольшого количества металла с рабочей кромки, удаётся выполнить наладку инструмента на необходимый угол.
Для измерений, рекомендуется изготовить из пластмассы шаблон, который поможет контролировать величину угла заточки.
:
Удобнее и безопаснее осуществить работу с применением точильного круга и специального удерживающего устройства.
Заточка сверла точилом
Определять величину повреждения режущего изделия и отладку на глаз возможно после многолетней практики.
В остальных случаях можно установить специальный держатель свёрл в непосредственной близости от наждачного круга. Крепление должно быть прочным, чтобы во время выполнения работы не происходило смещение фиксатора. Если точильный станок зафиксирован на деревянной основе, установка фиксатора всё равно должна быть осуществлена с помощью болтового соединения.
Для выполнения заточки: инструмент надёжно фиксируется в удерживающем устройстве, включается двигатель точила и сверло соприкасается на короткое время с точильным кругом под заранее выбранным углом.
- Если на поверхности режущего изделия образовались зазубрины, то перед его отладкой необходимо снять повреждения равномерно с обеих сторон.
- Следует проявлять меры осторожности. Изделия большого диаметра разогреваются от соприкосновения с абразивным кругом до большой температуры, что приводит к снижению механической прочности металла.
:
Заточка с помощью насадки на дрель
Без наждачного станка, используя специальную насадку на дрель можно выполнить операцию качественно и с меньшими временными затратами.
Приобрести насадку можно в любом специализированном магазине, но использовать приспособление можно только для заточки средних по диаметру изделий. Большинство таких насадок позволяют эффективно осуществить точение инструмента диаметром от 4 до 10 мм.
Для новичков метод наиболее предпочтительный. Заточка свёрл выполняется следующим образом.
- установить насадку на дрель;
- сверло вставляется в отверстие подходящего диаметра;
- дрель включается и изделие затачивается с одной стороны;
- повернув сверло на 180 градусов затачивается противоположная кромка.
Чтобы пользоваться устройством эффективно, учитывайте следующие особенности:
- С помощью насадки на дрель затачиваются только слегка затупившиеся инструменты. Если имеются глубокие повреждения режущей поверхности и когда сверло было перегрето, так не получиться восстановить изделие.
- Угол заточки в таких устройствах фиксированный. Поэтому для восстановления свёрл для работы с цветными металлами потребуется приобрести оригинальное устройство, либо осуществить доработку изделий напильником.
Несмотря на некоторые недостатки такой конструкции, её использование позволяет упростить и ускорить процесс восстановления режущих кромок, а невысокая стоимость объясняет популярность.
:
Как заточить мелкие изделия
К сожалению, чтобы заточить тонкое сверло используя механизированные способы, в том числе насадки на дрель, вряд ли получится. Всю работу по восстановлению изделия малого диаметра потребуется выполнить вручную.
Первая попытка может окончиться неудачно, поэтому сначала следует выбрать недорогое тонкое сверло нуждающееся в восстановлении и осуществить операцию на нём. Ещё для работы понадобится небольшой алмазный надфиль и очки с 4-кратным увеличением.
Процесс происходит в такой последовательности:
- сверло стачивается примерно на 1 мм;
- напильником осуществляется последовательная заточка кромок инструмента на необходимый угол.
Вся операция выполняется «на глаз», важно использовать при работе увеличительные очки и мощный осветительный прибор.
Если первая попытка оказалась неудачной, следует знать, что любое мастерство можно развить только в течение определённого промежутка времени. В случае неудачи, не оставляйте попытки обучиться полезному навыку, как заточка тонких свёрл своими руками.
:
Заточка изделий другой конструкции
Кроме спиральных свёрл для обработки металла применяются инструменты других конструкций. В домашних условиях можно осуществить отладку следующих инструментов.
Конусные буравчики
Заточить ступенчатое сверло можно с применением обычного напильника. Режущая кромка изделия затачивается под прямым углом.
Если конусное сверло затупилось на ограниченном участке, то выполнять заточку следует не выходя за пределы повреждённой площади.
:
Корончатые
При отладке корончатых инструментов применяется специальное приспособление и необходимо знать под каким углом должен сниматься металл с режущей поверхности. Учитывая все сложности и временные затраты на выполнение процедуры, лучше для заточки обратится к опытным мастерам.
:
Заключение
Научиться самостоятельно точить свёрла по металлу несложно.
- При небольших объёмах достаточно приобрести качественный напильник и осуществлять процесс вручную.
- При больших объемах для сокращения временных затрат лучше приобрести специальное оборудование, которое ускорит работу и снизит вероятность неправильной правки инструмента.
(1 5,00 из 5)
Загрузка…
Заточка корончатых сверл по металлу
Если вы знаете, как заточить сверло по металлу, то вам не придется каждый раз обращаться к специалисту, и вы сами сможете поддерживать нужную остроту сверла.
Для заточки необходимо специальное приспособление, которое используют в профессиональной работе.
Однако если его нет, вы сможете собрать приспособление для заточки вручную и выполнять всю работу своими руками правильно.
Из статьи вы узнаете, как сделать станок, необходимый для заточки металла, а также — как правильно заточить сверло по металлу. Инструкция на видео поможет вам справиться с этой работой быстрее и сделать все правильно. Так же вы узнаете, как заточить корончатое, ступенчатое и другие виды сверл.
Подготовка к работе
Необязательно быть профессионалом, чтобы знать, как затачивать сверла по металлу. Для этого требуется острое приспособление, которое поможет поддерживать его в оптимальном для работы состоянии.
Поскольку проводить заточку устройства для металла приходится регулярно, если вы часто работаете с этим инструментом, некоторые предпочитают купить уже готовый станок для заточки, а не собирать его своими руками.
:
Самое эффективное приспособление для заточки корончатых сверл – станок, на котором установлен точильный камень.
Пользоваться им очень просто, и вам не понадобится сложных инструкций, чтобы приступить к работе.Впрочем, некоторые нюансы того, как проводится заточка, перед началом процесса желательно знать: инструмент обрабатывают сзади по граням, при этом наиболее важную роль занимает угол, под которым располагается инструмент, когда подается к станку.
Если угол будет неправильным, то инструмент повредится и исправить его будет нельзя – придется покупать новое.
Во время заточки наибольшее внимание нужно уделить кромке, которая составляет режущую часть устройства – именно она должна быть наиболее острой, поскольку вступает во взаимодействие с металлическими деталями: винтами, перемычками и т.д.
Посмотрите видео о том, как правильно затачивать приспособления, прежде чем начинать этот процесс своими руками.
После этого нужно собрать необходимые инструменты, которые понадобятся вам, чтобы сделать точильный станок. Сделать его из подручных средств не удастся – придется посетить строительный магазин.
В первую очередь, вам понадобятся специальные круги, которые нужны для заточки.
На само приспособление нужно будет установить только один круг, но они довольно быстро приходят в негодность, поэтому рекомендуется покупать сразу несколько деталей, чтобы потом не тратить много времени на их замену.
Особенно это актуально, если вы используете инструмент постоянно – тогда затачивать его придется часто. Приобретенный круг устанавливается на вращающийся вал.
:
Помимо этих деталей, вам будет нужна жидкость для охлаждения – ею может быть вода или машинное масло. Также вам нужна емкость, в которую будет залита жидкость.
Если вы делаете все своими руками, то про жидкость нужно обязательно помнить, ведь во время процесса заточки инструмент сильно накаляется.Если вы не сможете его охладить, то его свойства ухудшатся, и с каждым разом оно будет все быстрее выходить из строя.
Самодельный станок для корончатых инструментов должен иметь правильный угол, и это самая сложная часть в создании устройства своими руками.
Самый важный угол находится спереди, он определяется, исходя из главной секущей плоскости.
Задний угол имеет параметры, аналогичные переднему, но в соответствии с задней плоскостью.
Для того чтобы определить, как располагается верхний угол, нужно посмотреть на устройство с боковой позиции: в правильном положении он располагается между первой и второй кромкой.
Обычно первый угол должен иметь наклон около 20 градусов, а задний – 10. Верхний угол имеет всегда одно и то же значение на всех устройствах: 118 градусов.
Перед работой нужно подготовить перчатки и очки, поскольку эта работа может быть травмоопасной.
Если у вас мало опыта в создании подобных станков своими руками, то следите внимательнее за тем, как расположен круг, ведь если его угол подачи будет неверным, то круг просто вырвется из рук.Посмотрите видео о том, как собирать аппарат для заточки – оно очень поможет, если у вас мало опыта.
Процесс заточки и плюсы станка
Корончатое, ступенчатое и другие сверла затачиваются так же, в несколько этапов. Больше всего будет задействована задняя часть устройства.
Сначала нужно включить приспособление, оборудованное наждаком, и поднести к кругу ступенчатое допустим сверло, которое нужно заточить. При этом режущей частью ступенатое сверло должно быть направлено к точилу.
:
При работе сверло нужно держать очень крепко, чтобы оно не выскользнуло.
Если вы поднесли сверло правильно, то оно должно быть расположено параллельно механизму.
В этом положении останется только его заточить, и тогда вы получите качественный инструмент, который можно снова использовать.
Подобный способ заточки подходит только для небольших сверл, диаметр которых не превышает 10 мм.
Если диаметр сверла окажется больше, то нужно продлить и время, которое тратится на заточку, а также обратить больше внимания на переднюю сторону инструмента.
Как затачивать сверла с разным диаметром, смотрите на видео.
Чтобы произвести заточку корончатых сверл, диаметр которых более 16 мм, вам понадобится полноценный станок.В этом случае работа своими руками будет дороже и дольше, однако использование станка сделает ее и более качественной, поскольку в этом случае можно легко выставить правильный наклонный угол.
Если вы часто пользуетесь сверлами разных размеров, то станок быстро себя окупит, т.к. затачивать их приходится постоянно.
Существует несколько характеристик корончатых и других сверл, которые можно затачивать только с помощью станка. Прочитайте их, прежде чем приступать к работе.
Во-первых, если ступенчатое или другое устройство предназначено для работы с глухим отверстием, где снижено осевое усилие резания, то затачивать такой инструмент нужно на станке.
Также дело обстоит со сверлами, предназначенными для работы с прочными металлами, либо инструментами, имеющими маленькую подточку, и предназначенными для сверления глубоких отверстий.
Правильный станок должен не только затачивать сверло, но также и ориентировать инструмент к обрабатываемой поверхности относительно точильного круга.