Как подобрать электроды для сварки инвертором
Как подобрать электроды для сварки инвертором — Справочник металлиста
Соединение различных металлических изделий чаще всего выполняется при помощи сварки. Для этого используется специальное оборудование, к которому относятся как трансформаторные, так и инверторные агрегаты.
Но даже самый простой из них не может работать без электродов. Ведь для того, чтобы получить качественно выполненный шов необходимо расплавить стальной стержень. Но для каждого материала электроды для инвертора должны быть выполнены из определенного сплава.
Только в тогда можно добиться хорошего результата.
Инверторы и комплектующие для них
Современные сварочные агрегаты очень сильно отличаются от своих предшественников. Они имеют компактные габариты, небольшой вес, удобны в эксплуатации и транспортировке. Но для того, чтобы выполненный с их применением шов был качественным необходимо использовать правильно подобранные электроды. От этого на 90% зависит успешность выполняемой сварки.
Конструктивные особенности и технические характеристики
Что же представляет собой столь необходимый при выполнении сварочных работ элемент? Это отрезок стальной проволоки, имеющий покрытие. Оно необходимо для поддержания стабильного горения дуги, а также обеспечивает:
- Защиту металла;
- Легирование шва.
Однако функциональные особенности элемента зависит от его назначения.
Смотрим видео, виды и их основные назначения, а также критерии выбора:
Основными техническими характеристиками сварочных электродов для инвертора являются:
- Диаметр и длина стержня;
- Материал или сплав из которого он изготовлен.
Длина изделия может быть от 300 до 450 мм и зависит от характера легирования электрода. Что касается диаметра, то существует целая линейка стержней, где самый тонкий стержень имеет размер 1,6 мм, а самый толстый достигает 5 мм. Но электроды для сварки диаметром 1,6 мм обычно производятся по заказ, так как не находят широкого распространения н отечественном рынке.
Виды электродов
Что касается классификации этих элементов, то они подразделяются на два основных типа:
- Плавящиеся;
- Неплавящиеся.
Первые могут выполняться как из стальной проволоки, так и специальных сплавов в зависимости от того для сварки каких материалов будут применяться. Обычно для работы с использованием сварочного инвертора с чугуном, медью, разнородными сталями используют электроды, выполненные из сплавов.
Неплавящиеся или вольфрамовые изделия используются в аргоновой сварке. Они также могут иметь отличия в характеристиках в зависимости от применения.
Таблица разновидностей электродов
Кроме этого электроды подразделяются по назначению на следующие виды:
- Для различных сталей;
- По нержавейке;
- По алюминию;
- Никелевые;
- Для ремонта;
- Для трудно свариваемых сплавов.
Имеются отличия и в типе покрытий. На рынке представлены электроды с четырьмя разновидностями, причем самыми распространенными являются: основное и рутиловое.
Критерии выбора
Поскольку этот расходный материал является необходимым для любого вида сварки, то приобретать его следует с учетом особенностей оборудования и специфики выполняемых работ.
Смотрим видео, виды и их отличия:
При этом должны учитываться такие характеристики, как:
- Диаметр;
- Состав материала.
Для качественного выполнения шва необходимо правильно выбирать расходные материалы. И в первую очередь учитываются их параметры и в том числе диаметр. И все же какие электроды лучше для инвертора? Для различных марок сталей он указан в нормативных документах. Но следует учитывать, что номинальный диаметр соответствует размерам внутреннего стержня и не включает в себя обмазку.
Толщина этого слоя индивидуальна для определенного типа изделия и маркируется литерами:
М – обозначает малый диаметр и небольшой слой обмазки до 1,2 мм, а Д – свыше 1,8 мм. Такой маркировки придерживаются как отечественные, так и зарубежные компании. Однако диаметры у них будут различными.
Смотрим видео, как правильно выбрать нужный электрод для сварки:
Но не только размеры важны при выборе электродов. Большую роль играет и состав компонентов в нем. Поскольку электрод состоит из стержня и обмазки, то учитывается и материал из которого они выполнены. Для большинства изделий за основу берется низкоуглеродистая проволока, а состав покрытия входят различные компоненты:
- Соединения фтора;
- Диоксид титана;
- Рутил.
Использование электродов первого типа позволяет добиться прочного и термоустойчивого соединения, отличающегося хорошей пластичностью.
Изделия с диоксидом титана создают стабильную дугу и позволяют добиться высокой прочности соединения. Рутиловые электроды применяют при сварке конструкций с повышенной влажностью.
Кроме того, при выборе электродов должны учитываться и характеристики свариваемого металла.Например, для углеродистых сталей используют стержни УОНИ или МР. Первые имеют небольшой уровень разбрызгивания, вторые – отличаются быстрым отделением шлака. Они могут применяться как в профессиональном, так и портативном оборудовании.
Производители – чья продукция лучше
Поскольку существует большое количество различных марок и типов таких изделий, то рассмотрим только те, которые предназначены для ручной сварки. Причем из них выберем только образцы, используемые при работе с углеродистыми и низколегированными сталями.
Смотрим видео, тест различных сварочных электродов:
Основываться будем на отзывах, оставленных пользователями, а также публикациях из специализированных журналов. Согласно этим источникам лучшими электродами для инвертора на отечественном рынке являются изделия следующих заводов:
- Петербургского ЭСАБ-СВЭЛ;
- Тюменского;
- Каменск-Шахтинского;
- Орловского;
- Лосиноостровского.
Среди зарубежных производителей наибольшим спросом пользуется продукция компаний:
Эти электроды для инверторной сварки по многим параметрам превосходят отечественную продукцию, хотя и имеют довольно высокую цену.
Смотрим видео о продукции Монолит:
Что касается российских изделий, то они в большинстве опций проигрывают, хотя уже и появляются некоторые образцы, которые поднимаются до уровня самых плохоньких импортных электродов. Но и то таких результатов смогли добиться только совместные предприятия, принадлежащие европейским или азиатским производителям.
Теперь перейдем к рассмотрению самой продукции. Так электроды Петербургского завода стоят около 135 рублей за 1 кг и по мнению сварщиков являются лучшими среди отечественных моделей.
На электроды для инверторной сварки тюменской компании цена несколько выше, хотя по качеству они практически не отличаются от предыдущего образца.
Продукция Каменск-Шахтинского завода в основном рассчитана на использование с бытовыми инверторами и имеет цену около 130 руб. за 1 кг.
Пензенские электроды считаются лучшими в соотношении цены и качества. Их стоимость не превышает 58 руб.
Продукция Японской компании хотя и стоит дорого, но позволяет добиваться отличных результатов при проверке на прочность. Специалисты утверждают, что эти электроды вполне оправдывают столь высокую цену.
Советы профессионалов по правильному применению
Процесс сварки нельзя назвать простым, поэтому прежде чем приступать сборке определенной конструкции с его применением стоит предварительно потренироваться, если вы ранее никогда этим не занимались.
Для этого зажим крепится к детали, а в держатель заправляется электрод. Затем устанавливается ток, согласно диаметру стального прута. При этом учиться следует на новых электродах – это поможет лучше понять смысл работы.
Смотрим видео, базовые навыки сварочных работ:
Создание дуги выполняется следующим образом. Электрод устанавливается под углом около 70° к детали. Затем быстро проводят им по заготовке, при этом должен появиться сноп искр и характерный звук.
Далее нужно прикоснуться к детали, таким образом, чтобы появился зазор до 5 мм. В это время появляется дуга и под ее воздействием металл начнет плавиться. Зазор нужно поддерживать, сдвигая электрод по горизонтали по мере того, как он будет выгорать.
Если наблюдается прилипание, значит, на приборе выставлена слабая сила тока и ее нужно увеличить.
После того как шов выполнен нужно убедиться в его качественном исполнении. Для этого после остывания детали нужно постучать в месте сварки молотком. Это приведет к осыпанию шлака и откроется блестящий чистый шов.Как подобрать электроды для сварки инвертором
Для начинающего сварщика выбор электрода может стать проблемой: есть более двухсот марок с разными свойствами, назначением и характеристиками. Причем около 100 марок подходят для ручной дуговой электросварки инверторными аппаратами.
Рассказать обо всех невозможно, да, для начала, и не нужно. Просто коротко охарактеризуем основные типы и о том, какие электроды для инверторной сварки больше других подходят новичкам.
Еще речь пойдет о том, какой диаметр брать и какой выставлять ток для сварки металла разной толщины.
Что такое электрод и для чего обмазка
Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако.
Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом.
Так что обмазка обеспечивает хорошее качество шва.
Сварочный электрод состоит из сердечника и защитного покрытия
Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь.
Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру. В противном случае она будет смещена.
Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью обмазки. Некоторые из них при повышенной влажности зажигаются очень плохо (например, УОНИ). В связи с такой «капризностью» обмазки, хранить их нужно в сухом месте, обеспечив по возможности герметичную упаковку. Можно коробку укладывать в пакет, а еще туда класть несколько пакетиков с солью, что бывают в обувных коробках.
Покупать влажные электроды не стоит: их можно, конечно, высушить, но их характеристики при этом снизятся. Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.Обмазка (защитное покрытие) электродов бывает: основной, рутиловой, целлюлозной и кислой
Виды обмазки и их характеристики
Различают всего четыре вида покрытий:
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.
Электродов для сварки более 200 марок, около 100 из них может использоваться при ручной дуговой электросварке
Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом.
Они хорошо зажигаются даже если инвертор имеет низкое напряжение холостого хода (для уверенного розжига основной обмазки требуется хорошая вольт-амперная характеристика, как выбрать инверторный сварочный аппарат, читайте тут.).
При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Как выбрать электроды для инверторной сварки
В первую очередь подбирают состав сердечника: он должен быть сходным с типом свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали.
Вот из такой же проволоки и должны быть электроды. Иногда еще приходится варить нержавейку.
Тогда сердечник тоже должен быть из нержавейки, причем для высоколегированным и жаростойких делают из металла с такими же характеристиками.
Выполнить все работы по дому или на стройке можно с использованием всего нескольких марок электродов:Они признаны многими лучшими электродами для новичков, которые работают с инверторными сварочными аппаратами: с ними работать проще, в то же время, они позволяют варить качественные швы даже при отсутствии значительного опыта. Ниже приведены характеристики и общее применение тех расходников, которые многие спецы считают хорошими электродами для инвертора. Во всяком случае, их часто рекомендуют начинающим сварщикам для наработки опыта.
Электроды с рутиловым покрытием МР 3
Это, пожалуй, самые популярные среди новичков сварочные электроды для инверторов: УОНИ 13/55 (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Чаще всего новичкам советуют начинать освоение сварных швов с электродами МР-3. Они легко разжигаются, даже при не очень хорошей вольт-амперной характеристике сварочного аппарата, дают хорошую защиту сварной ванны, позволяют довольно легко контролировать ее положение. Если электрод не разжигается, прокалите его при температуре 150-180° на протяжении 40 минут.
Применяются в аппаратах с переменным (сварочные трансформаторы) и с постоянным током (сварочные выпрямители и инверторы). К инверторам обычно подключаются на обратной полярности (+ на электроде). Подходят для любого типа шва, кроме вертикального сверху-вниз.
Электроды МР 3 некапризны к качеству свариваемых поверхностей. Ими можно работать даже на необработанных, покрытых ржавчиной и влажных деталях. Сварка ведется средней (2-3 мм) или короткой дугой.
Очень важна для начинающих сварщиков особенность МР 3: они хорошо «держат» дугу, работать ими просто. За это не все профессионалы любят эту марку: называют их бенгальскими огнями. Слишком мягко они варят: для хорошего прогрева необходимы медленные движения. Что профи не по вкусу, новичкам — то, что надо. Попробуйте начать обучение сварке именно с МР3. У вас все должно получится.
| 2,0 | 250 | 40-60 А | 1,0 | 146 |
| 2,5 | 300 | 60-100 А | 1,0 | 120 |
| 3 | 350 | 70-100 А | 1,0 | 95 |
| 4 | 450 | 80-170 А | 1,0 | 91 |
| 5 | 450 | 130-210 А | 1,0 | 91 |
УОНИ 13/55 с основной обмазкой
Предпочитаемые профессионалами электроды для инвертора УОНИ 13/55 (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Это самые, пожалуй, широко распространенные и популярные электроды с основным покрытием. Они рекомендованы для сварки углеродистых и низколегированных сталей. Подходят для соединений ответственных конструкций. Швы получаются прочными к ударным нагрузкам и пластичными, хорошо переносят воздействие низких температур.
Недостаток этих электродов: они хорошо разжигаются только при достаточно большом значении холостого хода у инвертора (выше 70 В). Второй существенный недостаток: высокие требования к зачистке и обработке свариваемых металлов. Если на кромке останется ржавчина, пыль, масло или другие загрязнения, шов будет пористым.
Работать с УОНИ 13/55 можно только на сварочных аппаратах постоянного тока, в том числе и с инверторами, при обратной полярности (+ подают на электрод), причем короткой дугой (держать кончик электрода ближе к свариваемой поверхности). Минимальное напряжение холостого хода 65 В.
| 2,0 | 250 | 30-60 А | |
| 2,5 | 300 | 40-70 А | 127 руб |
| 3 | 350 | 80-100 А | 116 руб |
| 4 | 450 | 130-160 А | 111 руб |
| 5 | 450 | 180-210 А | 110 руб |
АНО 21
Этот тип электродов с рутиловым покрытием предназначен для работы с углеродистыми сталями небольшой толщины. (О сварке тонких металлов читайте тут.
) При их использовании дуга разжигается легко (в том числе и при повторном розжиге), шов получается мелкочешуйчатым (из волн небольшого размера), шлак отделяется легко.
Электроды АНО 21 можно использовать для сварки водопроводных или газовых труб.
Попробуйте для работы на инверторе электроды АНО 21
Работают как с переменным так и постоянным током любой полярности. Перед сваркой необходима термическая обработка: их прокаливают при температуре 120°C на протяжении 40 минут.
| 2 | сила тока 50-90 А | сила тока 50-70 А | сила тока 70-90 А |
| 2,5 | сила тока 60-110 А | сила тока 60-90 А | сила тока 80100 А |
| 3 | сила тока 90-140 А | сила тока 80-100 А | сила тока 100-130 А |
Электроды по нержавейке ОК 63.34
Если вам необходимо сварить нержавейку, попробуйте ОК 63.34. Ими же можно варить и конструкционные стали. При этом получается шов с мелкой волной с плавным переходом к основной поверхности металла. Количество шлака небольшое, отбивается легко.
Этим электродом хорошо варить вертикальные швы а металле 6-8 мм, проходя сверху-вниз. Подходит для многопроходной сварки стыковых и нахлестных соединений. Работает с постоянным и переменным током любой полярности, минимальное напряжение холостого хода — 60 В.
Какие электроды лучше выбрать для сварки инверторным аппаратом: марки, выбор диаметра и силы тока
Процесс сварки довольно небезопасный, поэтому важно пользоваться качественным и проверенным оборудованием. Сварочный инвертор — современный и, возможно, один из лучших типов сварочных аппаратов. Простота работы с ними является одним из главных плюсов бытовых инверторов, получивших обоснованную и заслуженную любовь мастеров.
Для правильного выбора надо уметь читать принятые маркировки, именно они расскажут покупателю, какой тип работ производит данный аппарат:
- Маркировка ММА означает, что аппарат работает на электродах в режиме дуговой сварки.
- Маркировки MIG или MAG обозначает инвертор-полуавтомат, где вместо электродов используется проволока. Для режима сварки в полуавтоматическом режиме потребуется углекислый газ в баллонах.
- Маркировкой TIG у аппаратов для аргоновой сварки, применяемых в основном в условиях изготовления сложных изделия из металлов на предприятиях.
- Маркировка CUT говорит о том, что аппараты могут производить плазменную резку металла
Инверторы ММА — это отличное и практически единственное решение, когда речь идёт о выборе сварочных аппаратов для дома, дачи, небольших периодических работ.
Модели инверторов известных производителей, такие как Ресанта 190 — довольно бюджетные, надежные и несложные в использовании сварочные аппараты, легки в работе даже для новичков, позволяют быстро получать качественные швы.
Другие маркировки предполагают, что аппараты используются в более серьёзных промышленных целях.
Особенностью инверторных сварочных аппаратов является формирование переменного напряжения тока. Они используются для дуговой сварки методом плавления. Ток к сварному шву подается через металлические стержни так называемые электроды.
Классификация электродов
Выбор электродов, представленных в магазинах, очень широкий, начиная производителем и заканчивая ценами. Рассмотрим, чем они отличаются.
Электроды делятся на:
- плавящиеся, используемые при дуговой сварке;
- неплавящиеся, подходящие для аргоновой сварки.
Различают электроды по:
- составу покрытия или обмазке;
- материалу свариваемой массы;
- диаметру.
При сварке сердечник начинает плавиться, что сопровождается горением и плавлением обмазки, которая переходит в газообразное состояние. Этот газ не допускает попадание кислорода, а расплавившаяся часть растекается по металлу, дополняя защиту.
Именно поэтому нельзя допускать появление сколов на покрытии. В процессе сварки нарушенная оболочка приведет к неоднородному прогреву, что плохо скажется на качестве шва.
Различают 4 типа обмазки:
- основной;
- кислый;
- рутиловый;
- целлюлозный.
Чаще используются электроды с покрытиями первых двух типов.
Из основных обычно выбирают УОНИ 13/55. Сварные швы получаются высокого качества, отличной ударной вязкости, пластичные и прочные. При монтаже ответственных конструкций с суровыми условиями эксплуатации это оптимальные электроды для инверторной сварки.
Внимание! Если покрытие недостаточно сухое, стыки деталей имеют следы ржавчины, недостаточно обезжирены или есть какие-либо загрязнения, то сварной шов может получиться пористым. Работать следует только при постоянном токе, полярность должна быть обратной.
Рассмотрим второй вид обмазки электродов для инверторной сварки рутилового типа. Традиционные МР-3 производителя Ресанта применяют для соединения из низкоуглеродистой стали.
Они отличаются устойчивым горением дуги, при этом ток может быть как постоянным, так и переменным. При сварке материал не разбрызгивается, а швы могут быть и горизонтальные, и вертикальные. Шлак легко отделяется.Ржавчина и грязь не являются помехой при сварке и на качество шва не влияют.
Какими электродами лучше всего варить инвертором? Сухими, без повреждений. Хранить их надо в сухом месте, не допуская деформации стержней, при использовании это позволит избежать прилипания электрода к металлу во время работы.
Наибольшее распространение получили следующие марки инверторных электродов:
- МР-3, УОНИ 13/55, ОЗС-4 соединяют углеродистые низколегированные стали, используются для сварки ответственных конструкций;
- ЦЛ-11 выбирают для сварки нержавейки и высоколегированной стали;
- ОЗАНА-1 — для соединения алюминиевых марок А0, А3; а ОЗАНА-2 — для сплавов АЛ4, АЛ9, АЛ11;
- Комсомолец-100 — для приварки меди и соединения меди и стали;
- ОЗЧ -2 применяют для сплавов чугуна.
Многие инверторы работают на постоянном токе. Возможны 2 варианта подключения полярности: прямая и обратная.
При прямой полярности к плюсу инвертора присоединяют массу, к минусу держатель. Такой способ подключения увеличивает температуру металла, он рекомендован для сварки массивных деталей и в случае необходимости выделения большого количества тепла и высоких температур при процессе .
Тонкий металл и сталь высоколегированную лучше приваривать при обратной полярности, чтобы не прожечь материал.
Определение нужного диаметра
Опытные сварщики считают, что при сварке инвертором нет особой разницы между электродами.
Мнение основано на личном опыте узкоспециализированных специалистов, выполняющих работы определенного вида, к примеру, сварка однотипных труб или профилей.
В их работе с использованием инвертора к шву не предъявляются серьезные требований по геометрии и эстетике, поэтому можно использовать электроды диаметром до 2 мм включительно.
Толстостенные детали требуют дольше времени для проварки, поэтому электроды для их сварки нужны большего диаметра. Сварочные электроды маленького диаметра быстро сгорают, чаще ими делаются прихватки.
Для выполнения трудных работ по длинным трассам хорошо зарекомендовали себя толстые электроды, монтаж легких конструкций с незначительными по длине швами можно выполнять стержнями диаметром до 2 мм.
Именно такие электроды используются, в частности, при использовании бытовых сварочных аппаратов для инверторной сварки Ресанта 190, к примеру, при монтаже каркасов ворот и калиток, изготовлении заборов из металлических труб и профлиста.
Диаметр подбирается от толщины металла заготовок, но при тонком листе металла в пределах до 1,5 мм лучше используйте полуавтоматическую или аргонодуговую сварку.
Обычно на упаковке изделия это пишут, но, если она утеряна, можно ориентироваться следующим образом: сварочный ток выставляется от 20 А до 30 А на 1 мм диаметра электрода. Если диаметр 3 мм, величина тока будет колебаться в пределах 80−110 А
Но требует также учитывать режим укладки шва, как он укладывается, непрерывно или с отрывом. В первом случае берите при расчетах показатель 20 А, при втором 30. Кроме этой рекомендации, учитывайте следующий список критериев сварочного режима:
- Текучесть свариваемого металла.
- Скорость сварщика при прокладке шва.
- Положение электрода при сваривании, так как в потолочном положении ток уменьшают.
Оптимальный режим придет с практикой и опытом. Обращайте внимание на сварочную ванну, она показатель качества выбранного режима. Правильный шов будет равномерным, если в ванной наплыв из металла: значит, или дуга короткая, или скорость сварки была медленной. В случае когда в ванной образовалось седло, шов варился быстро, или дуга отказалась длиннее требуемой.
Правильно подобранные качественные электроды позволят сварить любой металл на высоком профессиональном уровне даже начинающим владельцами недорогих бытовых инверторов.
Из чего состоит сварочный электрод
Основу составляет металлический стержень. В зависимости от назначения, он может быть:
Плавящимся. Изготавливается из стальной электродной проволоки или специального сплава. Поверх металлического стержня наносится специальная паста – обмазка (покрытие).
В состав обмазки входят различные химические элементы и добавки, при помощи которых формируется правильная конфигурация сварочного шва. К тому же, благодаря покрытию, поддерживается стабильное горение сварочной дуги.
Неплавящимся. Электроды такого типа не участвуют в формировании шва, а служат лишь источником для возникновения сварочной дуги. Изготавливаются из тугоплавких материалов. Наиболее распространенным является вольфрамовый стержень.
Сам неплавящийся электрод (исходя из названия) остается целым во время работ. Для формирования сварочного шва в зону расплава подается присадочный материал, в виде проволоки из того же металла, что и заготовка.Вольфрамовые стержни используются для сварки алюминия инвертором. Работы производятся в среде нейтральных газов, например – аргон.
Оба рассмотренных варианта относятся к штучным электродам, то есть каждый из них является отдельным элементом определенной длины. Существуют еще электроды непрерывной подачи – так называемая сварочная проволока.
Она подается в зону контакта с заготовкой, механическим способом. Шов формируется за счет ее расплавления и стекания в ванну. Поскольку проволока является проводником – она обеспечивает работу сварочной дуги. Покрытие для такого электрода не предусмотрено, поэтому все элементы для создания правильного шва закладываются в сплав.
Для насыщения зоны сварки необходимыми присадками и химическими элементами, создана порошковая проволока, представляющая собой тонкую трубку с необходимым составом в середине.
Такая проволока используется в сварочных аппаратах для инверторной сварки типа «полуавтомат». Электрод в виде проволоки (монолитной, или заполненной порошковой) находится внутри и подается в зону сварки автоматически, оператор лишь подает команду на включение.
Популярное: Рутиловые электроды – качество или массовость?
Принцип работы инвертора
Для получения большой величины сварочного тока требуется трансформатор огромного размера. Он неудобен в транспортировке и обслуживании. В отличие от сварочного трансформатора – инвертор работает, как импульсный блок питания высокой мощности.
Преобразование переменного напряжения на входе в постоянный ток нужного значения на выходе происходит в несколько этапов:
- переменный ток 50 Гц напряжением 220 вольт выпрямляется;
- постоянный ток преобразуется (инвертируется) в переменный высокочастотный;
- напряжение снижается при помощи компактного высокочастотного трансформатора;
- выпрямляется переменный ток и подается на выходные клеммы инвертора.
При этом величина вторично выпрямленного тока достаточно высока для выполнения любых сварочных работ.
Инверторная схема построена на мощных транзисторах, работающих на постоянном токе. Трансформатор, работающий на высокой частоте (60-80 Гц) занимает в разы меньше места, соответственно имеет меньшую массу в сравнении с обычным сварочником.
За счет примененной схемы, при одинаковой силе рабочего тока, инверторы имеют размер и вес, позволяющие переносить прибор одним оператором, что особенно важно при работе на разных высотах.
Многие сварщики старой школы, привыкшие работать на сварочных трансформаторах размером со стиральную машину, обвиняют инверторы в постоянном залипании сердечника.Эти заявления несправедливы. Профессионалы, умеющие работать на любом оборудовании, знают, почему прилипает электрод при сварке инвертором. Причина в сырой обмазке. После 5-10 попыток, покрытие от высокой температуры короткого замыкания просыхает, и дуга отлично зажигается.
Обмазка имеет пористую структуру, и хорошо впитывает в себя влагу. Если вы пользуетесь электродами из давно вскрытой пачки – их необходимо прокалить перед началом работ.
Если вы знаете, как правильно варить – остается лишь подобрать электроды по обозначению на упаковке. Специальных расходников для таких сварочных аппаратов не существует. Сварочные электроды для инвертора ничем не отличаются от любых других.
Поэтому при подборе расходников для сварки, надо руководствоваться лишь условиями их применения. Вам достаточно иметь информацию, какой ток вырабатывает инвертор, расположение шва и название металла, с которым будете работать.
Популярное: Сварка алюминия в домашних условиях инвертором
Как варить электродами с помощью инвертора, правильный подбор расходных материалов
При бытовом использовании сложная сварка не применяется. Как правило, в качестве заготовок простые материалы – стальная труба, профиль или уголок. Часто восстанавливается стальной лист кузова автомобиля. Иногда приходится варить нержавейку – например, при ремонте стиральной машины или пробитой кастрюли.
Состав сердечника штучного электрода подбирается по типу металла, из которого выполнена заготовка. То есть из конструкционных сталей и сплавов на их основе. Для большинства домашних работ не нужно иметь ассортимент из десятков разновидностей электродов. Достаточно запомнить 3-4 марки, которые считаются универсальными и отлично подходят для новичков.
Профессионалы рекомендуют начинающим сварщикам именно эти расходники, поскольку они обладают усредненными характеристиками и не требуют специальных условий для работы. К тому же предлагаемые марки без проблем совместимы со всеми типами инверторных аппаратов.
Рутиловые электроды МР-3
Спросите любого сварщика, с каких расходников он начинал обучение – и вы получите ответ: «МР-3». Эта марка идеальна для новичка. Розжиг происходит мгновенно, даже если вы немного ошиблись с установками параметров инвертора.
Ванна защищена присадками из обмазки, для контроля ее положения не требуется особых усилий. Если не получается «поймать дугу» с первого раза – просто прокалите электроды при температуре 160°-190° 30-50 минут. Варить можно при любом положении сварочного шва, кроме вертикального сверху вниз.
Качество поверхности не имеет значения, коррозия или влажность на поверхности – не помеха. Если вы первый раз взяли в руки держак для электрода – в нем должен быть МР3.
Основная обмазка УОНИ 13/55
Самые распространенные расходные материалы сварщика. Производители рекомендуют их для работы на металлах с высоким содержанием углерода. Прочный шов хорошо противостоит ударным нагрузкам и имеет высокий коэффициент прочности на разрыв. В России эти электроды популярны еще и потому, что швы хорошо переносят низкие температуры.
УОНИ 13/55 работают на постоянном токе с обратной полярностью, полная совместимость с инверторами.
Отличные характеристики шва несколько омрачаются недостатками при использовании. Для розжига дуги напряжение холостого хода должно быть не менее 65-70 вольт. Электроды плохо варят по грязной и неподготовленной поверхности. Перед началом работ, место сварки необходимо тщательно зачистить.
Рутиловые электроды АНО-21
Популярная марка жестянщиков из автосервиса. Лучшего расходника для работы по тонким сталям с высоким содержанием углерода не найти. Дуга разжигается моментально, тонкий металл защищен от сквозного прогорания, а шов получается мелкочешуйчатым. Соответственно, не требуется тщательная обработка после сварки.
Вторая по популярности область применения – сварка тонкостенных труб. Эту марку хорошо знают водопроводчики и газовщики.
Работают как на переменном, так и на постоянном токе, что подходит для инверторов. Перед употреблением необходима прокаливание при температуре 120°-130° в течение часа.
Работа с нержавейкой — ОК 63.34
Для сварки изделий из нержавеющей стали подходит марка ОК 63.34. Этот сорт металла можно варить и другими электродами, только качество шва будет отвратительным, и он будет ржаветь. Данные стержни формируют ровный шов с мелковолнистой поверхностью. Сопряжение с основной поверхностью плавное, шов не подвержен коррозии.
Требований к роду тока никаких, напряжение холостого хода для розжига дуги не менее 60 вольт.
Какие выбрать электроды для сварки инвертором: важные советы

Правильно подобранные электроды для сварки инвертором — это одно из наиболее важных условий получения правильного и качественного сварочного шва. Современный рынок предлагает большой выбор электродов.
Однако все они отличаются по многим характеристикам (тип, диаметр, материал покрытия и другие), но какие из них выбрать? Предлагаем вам ознакомиться с особенностями выбора наиболее подходящих вариантов.
Электроды для инвертора
Перед тем, как рассматривать вопрос выбора электродов, следует разобраться, что они из себя представляют и по какому принципу работают. Электроды для инверторной сварки это особые металлические токопроводящие стержни, которые покрывает специфичная защитная обмазка.
Стандартная схема электрода для сварки инвертором
Из за высокой температуры, поступающей от дуги, плавится сердечник. В процессе сварки происходит оплавление и горение обмазки. При сгорании она создает завесу из газа, которая препятствует доступу кислорода. Плавящаяся часть приобретает жидкую консистенцию, благодаря чему обволакивает расплавленный металл, тем самым препятствуя контакту с кислородом.
Важно! На защитном покрытии электрода недопустимо наличие сколов. Нарушение целостности обмазки повлечет за собой неоднородный прогрев, а значит и некачественное выполнение швов.Чтобы дуга располагалась в центре, необходимо подбирать такие электроды на которых толщина обмазки равная со всех сторон. Учтите, что будучи влажными, они хуже загораются. Электроды можно высушить, но это пагубно повлияет на дальнейшую эксплуатацию.
Используем правильные электроды
Всегда обращайте внимание на химический состав сердечника — обрабатываемый металл и данный элемент должны быть одного материала. Наибольшее распространение в домашнем хозяйстве получили конструкционные стали.
Необходимо учитывать обрабатываемый материал и подбирать электроды ему в соответствие
Реже встречается в работе с нержавеющая сталь. В этом случае и сам сердечник должен быть из нержавейки.
Все виды работ не только дома, но и на стройке вы сможете выполнить имея такие марки электродов:
- ОК 63.34 — применяется для работ исключительно с нержавейкой.
- AHO 21 — используются в работе с углеродистой сталью.
- МР-3 — обладают рутиловым покрытием, что позволяет стабилизировать процесс горения и увеличить прочность шва.
- УОНИ 13/55 — требуется для сварки низколегированных или углеродистых сталей.
Это наиболее подходящие виды электродов для новичков, работающих с инверторными аппаратами для сварки: с ними достаточно просто работать, к тому же они позволят получать качественные швы при минимальном присутствии опыта. Данные изделия отличаются такими высокими технологическими параметрами:
- Минимальное разбрызгивание металла.
- Хорошая отделяемость шлака.
- Приятный внешний вид сварочных швов.
- Устойчивое горение дуги.
- Качественные швы можно получить в любом положении.
- Подходит для случая, если речь идет о работе с грязными или ржавыми поверхностями.
Процесс сварки инвертором не отличается особой сложностью при грамотном подходе
Диаметр электрода и настройка тока
С различными марками электродов мы разобрались, но это только половина дела. У новичков всегда появляются такие вопросы:
- Какой диаметр стержня выбрать?
- Каким образом настроить силу тока?
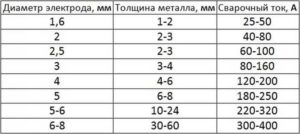
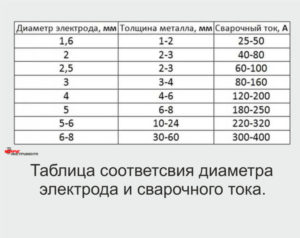
Диаметр зависит от толщины металла. Если речь идет о поверхностях толщиной до 1,5 мм, рекомендуется применять аргонодуговую или полуавтоматическую сварку. Подобрать диаметр электрода для сварки инвертором вы можете по таблице, изображенной ниже:
Таблица выбора диаметра электрода в зависимости от толщины стали
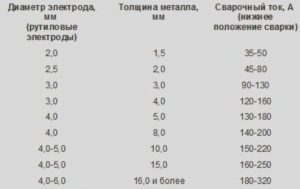
Теперь осталось разобраться, какой ток следует выставлять в зависимости от диаметра электрода. Данная информация всегда идет вместе с изделием, на упаковке, так же можно воспользоваться таблицей ниже.
Таблица настройки сварочного тока
Важно! Ток при сварке подбирается с учетом 20-30 А / 1 мм диаметра электрода. Таким образом для стержня с диаметром в 3 мм, выставляется значение тока в 60-90 А. Однако эти значения могут быть изменены до 70-120 А в зависимости от количества проходов, толщины металла, пространственного положения.
Не существует универсальных настроек. У каждого мастера свои представления о параметрах тока, к которым они приходят методом проб и ошибок. Учтите, чем больше ток, тем более жидкой и менее управляемой будет становиться сварочная ванна.
Красивые и аккуратные швы: результат тщательного подхода к выбору электродов для сварки
Подводя итоги
Собрав воедино всю приведенную выше информацию, можно выделить основные моменты на которые всегда следует обращать свое внимание выбирая расходники для инверторной сварки. Прежде всего, заранее обдумайте, с какими металлами придется работать. От типа металла напрямую будет зависеть выбор электродов.
Если вам предстоит выполнить ответственную работу, то не пожалейте денег и приобретите изделия, изготовленные известным заводом-производителем. Указанные в статье изделия не отличаются дешевизной, но они хорошо зарекомендовали себя на рынке.
Затем, если приходится работать с углеродистой сталью, будьте внимательны и следите за тем, насколько чистой является обрабатываемая поверхность. Если на ней присутствуют следы ржавчины и влаги, то применяйте электроды с рутиловым покрытием.После этого определитесь с толщиной обрабатываемого материала, так как от этого напрямую зависит проходящий ток и толщина электродов. Подойдите к моменту выбора инструментария ответственно и тогда даже при помощи недорого инвертора вы сможете варить все материалы на достойном уровне.