Как сварить алюминий в домашних условиях
Сварка алюминия в домашних условиях
Необходимость в создании соединения сложно свариваемых металлов может возникнуть не только на производстве, но и в частной сфере.
Сварка алюминия в домашних условиях проводится часто, несмотря на все свои сложности, так как сам металл активно используется в промышленности и многие изделия выполняются именно из него. Таким образом, при ремонте мастерам приходится часто с ним сталкиваться.
Главной сложностью этого процесса является то, что дома очень сложно создать все необходимые условия, чтобы процесс происходил также, как и на предприятии. Соответственно, качество соединения может пострадать.
Примитивная сварка алюминия
В основном, здесь используется более простое оборудование, так как сварочный инвертор, который применяется для аргонодуговой сварки, вместе с баллонами самого аргона, будет иметь достаточно высокую стоимость, как для частных лиц.
Тем не менее, проблемы свариваемости алюминия никуда не деваются, поэтому, нужно все также бороться с напряжением металл, подбирать средства для разрушения оксидной пленки.
Одной из основных проблем становится высокая жидкотекучесть металла в расплавленном состоянии, что усложняет сваривание в различных положениях, особенно, в потолочном.
Аргонно-дуговая сварка алюминия в домашних условиях
Преимущества
- Сварка алюминия в домашних условиях оказывается более дешевым процессом, особенно если есть соответствующее оборудование, так как не приходится обращаться к другим специалистам;
- Результат работы можно получить сразу, а также проверить его, а не ждать получения из мастерской;
- Легче использовать подручные материалы;
- Нет высоких требований к контролю качества, так как применение полученных изделий, как правило, не имеет большой ответственности.
Недостатки
- Сварка алюминия в домашних условиях обеспечивает более низкий уровень качества соединения;
- Порой сложно подобрать подходящие расходные материалы, особенно, если речь идет о редких случаях использования;
- Сложно использовать современные технологии, так как в домашних условиях зачастую нет подходящих вещей, которые применяются на передовых предприятиях;
- Сложнее соблюдать технику безопасности, особенно, при работе с газом;
- Сварочные электроды могут храниться в недостаточно надежных условиях, из-за чего они могут отсыреть и испортиться;
- Отсутствуют точные методы контроля полученного сварного шва, что очень важно перед применением изделия.
Возможные способы сварки алюминия дома
В домашних условиях может осуществляться не только примитивная сварка алюминия при помощи плавкого электрода, но и другие разновидности, в зависимости от оборудования, которое используется. Выделяют следующие способы сварки:
- Сварка алюминия электродом в домашних условиях. Это самый простой способ, так как очень схож с обыкновенной сваркой стали, но с учетом всех особенностей поведения расплавленного алюминия. Здесь не нужно особого опыта работы мастера, но требуется учитывать низкую вязкость металла, что усложняет работу новичков и делает шов не таким ровным и монолитным, как при сварке стали.
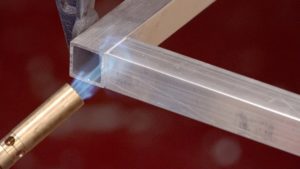
- Сварка алюминия в домашних условиях газовой горелкой. Здесь в качестве основной температурной силы, расплавляющей металл, используется газ. Это снижает скорость сварки в три раза и делает процесс более простым. Тут применяется сварочная проволока, на которой нет покрытия, что позволяет избавиться от проблем с просушкой электродов. Газ является более надежной защитой, чем обмазка электродов.
- Аргонодуговая сварка. Это один из лучших вариантов, так как само сваривание происходит под воздействием дуги, а в качестве защиты применяется инертный газ аргон. Тут используется неплавкий электрод и присадочная проволока, что обеспечивает высокое качество соединение. Сварка алюминия в домашних условиях таким способов применяется достаточно редко из-за технической сложности данного процесса.
Материалы и инструмент
Сварка деталей из алюминия требует специальной технической подготовки, которая зависит от выбранного способа. Но даже самые простые варианты требуют особой средств, которые помогут сделать все как можно более качественно и надежно. Среди них выделяются такие вещи как:
- Сварочный аппарат, который становится главным источником питания, обеспечивающим подачу тока нужных параметров для конкретного вида сварки;
- Электроды (или присадочная проволока, если используется процесс сваривания при помощи газа) – этот материал должен максимально соответствовать тому, с чем он будет свариваться;
- Газовые баллоны со шлангами, что используется для соединения металла газом, но такой вариант для домашних условий не часто используется;
- Заземление для всех использующихся электрических аппаратов;
- Рабочая одежда и сварочная маска.
Сварка алюминия
Пошаговая инструкция
Когда идет сварка лодки из алюминия, или других важных вещей, то следует правильно соблюдать режимы, чтобы добиться желаемого результата. Стоит выделить следующие шаги:
- Подготовка металла. Она может включать в себя разделку кромок, что необходимо при толщине металла от 4 мм, так как алюминий обладает низкой глубиной проварки, поэтому, нужно уменьшить толщину за счет скоса кромок. Также требуется механически зачистить поверхность наждачной бумагой или металлической щеткой, чтобы убрать жиры, масла, различные налеты и пленки;
Очистка алюминия
- Затем следует аккуратно распределить флюс (если речь идет о газовой сварке), чтобы улучшить свойства сваривания металла;
- После этого требуется подогреть металл (снова при газовой сварке), чтобы избежать температурной деформации и способствовать предварительному расплавлению флюса;
Нагрев алюминия для сварки
- Далее можно уже приступать к самому свариванию, разжигая пламя или дугу и образуя валик шва в сварочной ванной идти по всей длине кромок;
Сварка алюминия горелкой в домашних условиях
- После окончания работ нужно дать остыть металлу и проверить качество соединения доступными методами.
«Важно!
Когда осуществляется TIG сварка алюминия, то требуется использовать только переменный ток, так как качества соединения с ним становится выше.»
Аргонодуговая сварка
| Диаметр электрода, мм | Толщина заготовки, мм | Ток постоянный, А | Ток переменный, А |
| 1 | 1..2 | 10…70 | 10…15 |
| 1,6 | 2…3 | 40…130 | 30…90 |
| 2 | 2…4 | 65…160 | 50…100 |
| 3 | 4…6 | 140…180 | 100…160 |
| 4 | 6…7 | 250…340 | 140…220 |
| 5 | 7…9 | 300…400 | 200…280 |
| 6 | 9…10 | 350…450 | 250…300 |
Газовая сварка
| Толщина заготовки, мм | 0,5—0,8 | 1 | 1,2 | 1,5-2 | 3-4 |
| Мощность ацетиленовой горелки, литр/час | 50 | 75 | 75-100 | 150-300 | 300-500 |
Сварка электродом
| Толщина детали, мм | Сила тока, А | Скорость сварки, м/час |
| 0,6 | 70 | 73 |
| 1,3 | 125 | 153 |
| 1,6 | 130 | 73 |
| 2,3 | 235 | 73 |
| 3 | 315 | 73 |
Техника безопасности
Сварка алюминиевых батарей и прочих конструкций предполагает обеспечения в первую очередь защиты для самого сварщика.
Для этого должен быть полный комплект рабочей одежды из огнеупорной ткани и прочие средства индивидуальной защиты.
Также нужно придерживаться таких же правил электро- и газовой безопасности, как и на предприятии. Ведь в домашних условиях опасность несчастного случая всегда становится выше.
Как варить алюминий – подготовка изделий, методы и способы сварки (105 фото)

Алюминий – это один из самых распространенных металлов. Он имеет небольшой удельный вес, хорошую теплопроводность, высокую стойкость к действиям внешних факторов. Но недостаточная прочность и быстрая окисляемость ограничивают его применение в чистом виде.
Большую популярность снискали сплавы металла с добавлением марганца или кремния. Из них получают неразъемные конструкции с помощью сварки. Статья расскажет о том, как правильно варить алюминий.
Трудности при сварке алюминия
Большинство сплавов на основе алюминия считаются трудносвариваемыми. На это есть несколько причин:
Наличие на поверхности металла тугоплавкой оксидной пленки, разрушение которой наступает при температуре свыше 20000. Сам же металл плавится при гораздо более низкой температуре – 6600. Такой температурный градиент ухудшает условия для качественного сплавления кромок деталей: сварочная ванна мгновенно покрывается окислами.
В составе металла присутствует водород в растворенном виде. При кристаллизации шва он стремится выйти на поверхность валика. Так образуются характерные для алюминия дефекты – поры. А повышенное содержание кремния увеличивает риск появления горячих трещин.
Значительный коэффициент линейного расширения приводит к деформациям конструкций в процессе охлаждения. Явление получило название “усадка”.
Алюминий известен своей жидкотекучестью в расплавленном состоянии, что негативно влияет на свариваемость. Проблему можно решить, используя специальные теплоотводящие пластины и подкладки.
Подготовка изделий к сварке
Предваряющим этапом сварки алюминия является тщательная подготовка кромок к сплавлению. Это важный момент для получения качественного соединения. Следует уделять внимание разделке кромок и их зачистке.
Стыковые швы на металле до 4 мм не нуждаются в разделке. С возрастанием толщины металла до 5 мм и выше применяют V-образный скос с одной стороны детали. Для толстолистового алюминия характерен двусторонний скос в форме “Х”. Требуемую конфигурацию кромок получают механически: шлифованием, фрезерованием, строганием.
Цель зачистки – разрушить оксидный слой, очистить поверхность от масел и прочих загрязнений.
Процесс осуществляют двумя способами:
Механическая обработка. Кромки свариваемых деталей зачищают с 2-х сторон на ширину не менее 20 мм щетками металлическими с нержавеющим ворсом или специальными абразивными кругами по алюминию. После чего участки обработки обезжиривают растворителем. Среднее время хранения деталей после мехобработки и обезжиривания до сварки не должно превышать более 3ч.Химическая обработка. Заготовки подвергают травлению в ваннах с 5-10% раствором NaOH. Травильный шлам (темный осадок) с поверхностей деталей удаляют последующим осветлением в азотной кислоте в течение 5 мин.
Обезжириванию подвергается и присадочный материал.
Способы сварки алюминия
В заводских и домашних условиях распространение получили 3 способа сварки алюминия: сварка плавящимся электродом с защитным газом (MIG), не плавящимся электродом (TIG) в аргоне и плавящимся электродом без газовой защиты.
Каждый вид характеризуется своими особенностями – применяемым оборудованием, расходными материалами, режимами сварки.
Фото сварки алюминия показаны в нашей галерее.
MIG сварка алюминия
Для полуавтоматической сварки алюминия использую как универсальные, так и импульсные инвенторы. Последние позволяют получить очень качественное соединение.
Электродом выступает специальная алюминиевая проволока со сплошным сечением (Св-АМг5, Св-АМЦ и т.д. в зависимости от материала заготовок), подающаяся в сварочный аппарат с помощью роликов.
Параметры сварки – постоянный ток, обратная полярность. Для защиты ванны в зону сварки подают аргон или его смеси с гелием или углекислотой в соотношении 80/20% соответственно.
Режимы сварки (величину тока, расход газа, напряжение дуги, вылет электрода) подбирают по справочникам, исходя из толщины свариваемых деталей.
Как варить алюминий полуавтоматом? Ответ зависит от пространственного положения и вида соединения. Так, для стыковых швов без скоса кромок в нижнем положении сварку ведут без поперечных колебаний электрода. При многослойной сварке деталей с разделкой последние швы накладывают с небольшими поперечными перемещениями электрода.
Для предотвращения образования на концах шва кратеров используют выводные планки.
TIG сварка алюминия
Данная технология предусматривает применение вольфрамового неплавящегося электрода диаметром 1,6-5 мм в зависимости от толщины заготовки и присадочного материала, в качестве которого выступает аналогичная по диаметру алюминиевая проволока или прутки.
Защитный газ – аргон повышенной чистоты. Оборудование – аргонодуговой инвентор, например TRITON ALUTIG 200Р AC/DC.
Несколько советов, как варить алюминий аргоном:
Наклон электрода к детали должен быть в диапазоне 70–800, а угол между присадкой и вольфрамовым стержнем около 900. Рекомендуемая длина дуги от 1,5 до 2,5 м. При наложении швов первой перемещается присадка, а за ней горелка.
Для исключения перегрева металла, сквозных прожогов тонколистовых заготовок, под ними располагают медные пластинки, которые эффективно отводят тепло. В зону сварки аргон подают за 3-4 сек. до начала прохода, а прекращают подачу спустя 5-7 сек. после обрыва дуги.
В сравнении с полуавтоматической сваркой, сварка не плавящимся электродом на правильно подобранных режимах уменьшает коробление изделий и снижает трудоемкость зачистки. Но чуть более длительная по времени.
Сварка плавящимся электродом без газовой защиты
Варить алюминий в домашних условиях можно электродами марок УАНА и ОЗАНА с щелочно-солевым покрытием.
Работы проводят на постоянном токе обратной полярности. Значение подбирают в соответствии с соотношением: с увеличением диаметра электрода на 1мм увеличивается ток на 25-30 А. Так, для стержня диаметром 3,2 мм диапазон тока 80-100 А. Многие производители указывают оптимальные режимы сварки на упаковках электродов.
Для сварки небольших, но толстолистовых деталей необходим предварительный подогрев. Для сварки крупногабаритных изделий используют локальный прогрев с помощью газовых горелок. Мероприятия направлены на снижение вероятности образования кристаллизационных трещин и коробления.
Перед сваркой электроды прокаливают в печах или электропеналах. Сварку ведут короткой дугой, обрыв дуги до завершения сварного шва нежелателен.
После завершения одного прохода шлак с поверхности шва отбивают при помощи зубила или молотка. Сварку по шлаку не производят.Технология сварки алюминия имеет свои нюансы, ее освоение займет некоторое время. Конечный вид изделия, презентабельность, геометрия сварного шва, наличие наружных и внутренних дефектов полностью зависит от соблюдения всех правил и рекомендаций подготовительных и сварочных работ.
Фото рекомендации как варить алюминий
Также рекомендуем посетить:
Как сварить детали из алюминия дома

Алюминий имеет множество положительных свойств, благодаря которым без него не обходится ни авиастроение, ни изготовление электротехники, ни строительство.
Дома тоже часто необходимо осуществлять операции с алюминием: например, изготовить алюминиевый бак для воды, соединить алюминиевые детали между собой, отремонтировать металлический корпус какой-либо техники, заварить трубу и т.д. Этот металл довольно легкий, хорошо воспламеняется, имеет высокую степень электро- и теплопроводности.
Вместе с тем варить алюминий в домашних условиях – сложное занятие, требующее подготовки. Из этой статьи вы узнаете, как приварить алюминий к алюминию дома и получить в итоге прочное, качественное соединение.
Сварка алюминия на производстве и дома
В промышленности алюминий сваривают при помощи аргона. Мощная струя защитного газа не позволяет металлу окисляться во время сварки и защищает шов от образования пор. Варить алюминий в домашних условиях проблематично: не каждый начинающий сварщик обладает опытом аргоновой сварки. Вы можете столкнуться со следующими проблемами:
- Прожог материала. Собираясь сварить алюминий инвертором, помните, что металл покрыт тугоплавкой оксидной пленкой. Чтобы ее разрушить, понадобится повысить температуру до 1400 -1450 градусов по Цельсию. Довольно сложно при этом будет не прожечь саму алюминиевую деталь, ведь температура ее плавления гораздо ниже – 660 градусов по Цельсию.
- Дефекты сварного шва: поры, кристаллизационные трещины. Их возникновение обусловлено наличием в составе алюминия таких элементов, как кремний и водород. При неправильно подобранной технологии бракованный шов можно будет визуально отличить от качественного, как только металл застынет.
- Растекание металла из сварочной ванны. Так как материал очень текуч, то варить алюминий инвертором нужно при помощи теплоотводящих подкладок.
- Возникновение характерного кратера на шве, который образуется в алюминии по завершению работы. Его ликвидация требует особых навыков.
- Деформация сваренных поверхностей при застывании. Это происходит из-за усадки материала. Наименьшая вероятность видоизменения деталей гарантирована, если сваривать по алюминию лазером.
Подготовка алюминия к сварке
Перед тем как сваривать алюминий, деталь тщательно очищают металлической щеткой от загрязнений, следов лака и старой краски. Затем поверхности обезжиривают растворителем. Чтобы удостовериться в целостности металла, его обрабатывают проникающим раствором.
Оксидную пленку с поверхности стравливают нагретым до 60-70 градусов по Цельсию 5-% раствором щелочи. Как правило, достаточно пары минут, после чего детали омываются горячей и холодной водой.
Затем их стоит на 6-7 минут поместить в 20-% раствор азотной кислоты, также нагретый до 60-70 градусов. Смывание происходит сначала холодной, затем горячей водой, после чего деталь сушится. Поверхности следует сварить не позже, чем через 2-3 часа после очистки.
Если планируется сварка обычным, плавящимся, электродом по алюминию, то электрод должен быть обработан по выше описанной схеме.
Разделка кромок зависит от того, какими материалами будет проводиться сварка. При использовании покрытых электродов торцы отбортовывают, если они не толще 1,5 мм, и разделывают, если они толще 20 мм. Если будут применяться иные электроды, то разделка кромок необходима при толщине деталей больше 4 мм.
При шовном методе металлические поверхность должны быть плотно пригнаны одна к другой. Кроме того, их толщина не должна превышать 4 мм. Точечный способ предполагает, что толщина деталей будет находиться в диапазоне 0, 04 – 6 мм при максимальном зазоре в 0,3 мм.
При правильно проведенной подготовке и грамотно выбранном режиме алюминий можно варить любым оборудованием: и сварочным инвертором, и трансформатором, и полуавтоматом. Определившись, чем сварить алюминий, примите решение, как именно будет протекать процесс: с использованием защитного газа либо же без него.
Аргоновая сварка алюминия
Сварка алюминия в домашних условиях при помощи аргона может проводиться:
- Неплавящимися электродами.
Проведение работ неплавящимся электродом по алюминию наиболее целесообразно, если нужно получить потолочные и вертикальные швы или же заварить трещину. Однако сварку можно производить во всех пространственных положениях. Поскольку аргон имеет большую массу, чем воздух, то при формировании всех швов, кроме горизонтальных, этот газ можно смешать с гелием.
Чтобы рассчитать оптимальную силу тока, нужно количество миллиметров диаметра электрода умножить на 30-45. Примерно такое количество ампер понадобится для формирования прочного соединения.
Если детали имеют толщину до 6 мм, то подойдут электроды с толщиной до 4 мм. Если же толщина заготовки превышает 6 мм, то вам необходимы электроды с диаметром 6 мм.
При расчете количества аргона учтите, что за 1 минуту непрерывной работы будет истрачено от 6 до 16 литров газа.При работе вольфрамовым электродом его следует вести за присадочной проволокой. Выбрав максимальную скорость, вы сможете избежать дефектов шва.
- Присадочной проволокой. Полуавтоматическая электросварка необходима, если толщина детали – 3 мм и больше. Чтобы сварить инвертором в среде защитного газа, выберите проволоку толщиной 1,2 – 1,6 мм. Чем больше температура ее плавления будет приближена к температуре плавления детали, тем легче пройдет сварка.
Проволока при работе таким аппаратом подается в автоматическом режиме, движения же горелки нужно осуществлять вручную в направлении справа налево.
Горелка должна быть оснащена тефлоновой направляющей и иметь длину не более 3 м. Расстояние от сопла до алюминиевой поверхности — примерно 10-15 мм, отклонение горелки от вертикали – 10-20 градусов.
Этого достаточно для хорошего провара, и расход газа происходит вполне экономно.
Как сварить алюминий полуавтоматом, можно ознакомиться здесь.
Сварка без аргона
Многих хозяев интересует, как сварить алюминий без аргона. Для этого необходимы специальные расходники – например, электроды Nobitec 412 или пруток TBW Harasil NC12. Заранее подготовьте большое количество электродов, так как они расходуются в 3 раза быстрее, чем это происходит при сварке стальных изделий.
Желательно предварительно прогреть алюминий до температуры 150-200 градусов по Цельсию. Сварку стоит производить короткой дугой при токе в 70-100 А. Электрод должен располагаться под углом в 90 градусов. После окончания работ окалина отбивается при помощи молотка, сварной шов зачищается щеткой.
Данный способ подойдет для тех, кто не умеет сваривать аргоном либо не имеет оборудования для газовой сварки. При этом прочность соединения будет не хуже, чем при аргоновой сварке. Несмотря на то, что специализированные электроды довольно дорогие, итоговая стоимость соединения выходит меньшей, чем при сварке аргоном.
Полезные советы
- Сварка должна производиться постоянным током на обратной полярности. Можно ли варить алюминий переменным током? Можно, при условии, что будут задействованы осциллятор и балластный реостат.
- Лучше всего алюминий варится при температуре 18 – 22 градуса по Цельсию и влажности в пределах 70%
- Поверхности нельзя зачищать при помощи наждачной бумаги и абразивов.
- Алюминиевые сплавы перед электросваркой стоит укрепить способом нагартовки. В промышленных условиях покрытие алюминия может составлять до 40% от его объема, в бытовых следует формировать гораздо более тонкий слой.
- Чтобы избежать горячих трещин, поверхности перед тем, как заварить, необходимо подогреть.
- Чтобы научиться варить без кратеров, сперва потренируйтесь на ненужных фрагментах металла. Не выключая дугу, необходимо произвести сварку в обратном направлении. Заваривая кратер, сформируйте над ним своеобразный купол, и во время остывания на этом месте не образуется трещина.
- Скорость вылета алюминиевой проволоки при использовании полуавтомата должна быть на 15-20% больше, чем у аналогов, изготовленных из черных металлов.
- Перед тем, как варить алюминий электродом, не забудьте прокалить расходный материал, поскольку он очень гигроскопичен.
- Если при сварке плавящимся электродом произошел обрыв дуги, то следующий шов должен накладываться на предыдущий примерно на 1 см. Перед тем, как продолжить работу, удалите с электрода и кратера шлаковую корку.
[Всего : 0 Средний: 0/5]
Как заварить алюминий в домашних условиях

Многим домашним умельцам, кто имеет сварочную технику и работает на ней, рано или поздно приходится столкнуться с необходимостью сварки деталей из алюминия и его сплавов. Алюминий лёгкий и мягкий металл, серебристо-белого цвета, на воздухе очень быстро покрывающийся тонкой и прочной плёнкой.
Температура плавления алюминия всего 660°C, что почти в три раза меньше температуры плавления стали, но окись алюминия плавится при температуре более 2000°C, поэтому сварка алюминия в домашних условиях связана с некоторыми сложностями. Перед тем как приступить к сварке алюминия рекомендуется ознакомиться с теоретическим материалом.
Чем и как сваривают алюминий
Для сварки алюминия применяют разные технологии, основная задача которых исключить контакт очищенной алюминиевой поверхности с кислородом воздуха, чтобы не допустить образование окисной плёнки.
Алюминий можно сваривать следующими способами:
Аргонно-дуговая сварка
При первом способе используется молибденовый (TIG) или вольфрамовый (WIG) неплавящийся электрод и присадочный материал. Обычно он изготовляется из алюминия высокой степени чистоты. Сварочные работы производятся в среде какого-либо газа, который подаётся в зону сварки из баллона. Для этой сварки используется специальная горелка.
MIG/MAG это обозначение промышленной сварки с применением сварочных полуавтоматов, где присадочная проволока непрерывно подаётся в зону сварки специальным устройством.
От контакта с воздухом точку соприкосновения электрода и свариваемых деталей предохраняет поток газа под давлением.
Технология MIG подразумевает применение нейтральной газовой среды, а при сварке MAG применяются активные газы, такие как азот или углекислый газ. Конструкция сварочных устройств, при этом, остаётся одинаковой.
В бытовых условиях наибольшее распространение получила ручная сварка (MMA) с применением электродов со специальным покрытием.
Поскольку при таких работах газ не используется, перед сваркой осуществляется растворение окисной плёнки специальными жидкостями, которые удаляют плёнку и препятствуют её образованию.
Сварка алюминия электродом в домашних условиях, чаще всего производится с использованием аппарата инверторного типа.
Что требуется для сварки алюминия и сплавов
В зависимости от вида сварки, в этом процессе используются дополнительные принадлежности:
- Особые электроды;
- Ёмкости с газом;
- Осцилляторы.
Для сварочных работ по алюминию и его сплавам применяются электроды, марка которых зависит от вида сварки. Для аргонно-дуговой сварки применяется газ в баллонах под определённым давлением и специальная горелка.
Чаще всего применяются горелки РГА-150 на ток до 150 ампер и электроды с диаметром до 3,0 мм и РГА-400, которая рассчитана на ток до 400 ампер. В этой горелке можно использовать электроды диаметром 4,0-6,0 мм.
Сопло горелки выполнено из жаропрочной керамики, в центре которого располагается неплавящийся электрод.Часто при сварке цветных металлов и, в частности, алюминия, применяется осциллятор. Это устройство позволяющее облегчить поджог сварочной дуги. Осциллятор преобразует ток низкого напряжения промышленной частоты в высоковольтные импульсы с частотой 200-500 кГц.
Электроды для сварки алюминия
При электродуговой сварке с применением нейтрального защитного газа, используются вольфрамовые электроды. Благодаря высокой температуре плавления, они практически не разрушаются в процессе работы. Вольфрамовые стержни имеют цветовую метку и разные характеристики:
- WP (зелёная метка), изготовлены из чистого вольфрама. Используются для сварки алюминия и его сплавов на переменном токе. При работе с осциллятором дают устойчивую дугу. Тепловая нагрузка ограничена;
- WZ-8 (белая метка), представляют собой композитные электроды с оксидом циркония. Они отличаются высокой стабильностью дуги и применяются для сварки алюминия, магния и лёгких сплавов на переменном токе;
- WL-20 (синяя метка) и WL-15 (золотистая метка) могут работать на постоянном и переменном токе. Добавление 2 % оксида лантана позволяет увеличить сварочный ток.
В бытовых условиях для сварки алюминия без газовой среды, чаще всего применяются сварочные инверторы и специальные электроды:
- ОЗАНА-1,2;
- ОЗА-1,2;
- ESAB 96.10, ESAB 96.50;
- Capilla ALU 60/12 Si;
- Aluminil Si 12;
- EAL 4047;
- ZELLER 480.
- ESAB 96.10, ОЗАНА-1 и ОЗА-1, применяются для соединения деталей из чистого алюминия и некоторых сплавов. Варить следует на постоянном токе, который подаётся в обратной полярности, то есть «+» инвертора подаётся на электрод, а «–» на свариваемые детали, которые в процессе работы, при необходимости, можно подогреть.
- Электроды ОЗАНА-2, ОЗА-2 и ESAB 96.50 применяются для сплавов алюминия с кремнием. Самым распространённым таким сплавом является силумин.
- Электроды Capilla ALU 60/12 Si и Aluminil Si12 имеют специальное покрытие. Их можно использовать для сваривания изделий из большинства сплавов. Это соединения с кремнием, магнием и медью. Если свариваемый металл имеет толщину более 15 мм, его необходимо подогреть до 150-2500 С.
- Электроды EAL 4047 обычно применяются для сварки деталей из сплавов и практически не используются для чистого алюминия.
- Электроды ZELLER 480 находят широкое применение в предприятиях автосервиса. С их помощью выполняется не только сварка, но и наплавка алюминия и любых его сплавов. Электроды этой марки применяются для ремонта блоков двигателей внутреннего сгорания.
Технология сварки алюминия и его сплавов
Сварка алюминия чаще всего выполняется сварочным инвертором с применением особых электродов. Для небольшой частной мастерской можно приобрести оборудование для TIG сварки. Для этого потребуется аппарат укомплектованный горелкой и баллон с газом, который приобретается отдельно.
Алюминий и его сплавы обладают некоторыми особенностями, затрудняющими процесс сварки:
- Плёнка окиси;
- Высокая теплопроводность;
- Текучесть;
- Неравномерная кристаллизация.
Покрывающая алюминий оксидная плёнка имеет большую температуру плавления и препятствует процессу соединения деталей. Теплопроводность алюминиевых изделий требует увеличения сварочного тока. Алюминий в расплавленном виде активно растекается, поэтому при сварочных работах приходится применять теплоотвод.
При соединении алюминиевых сплавов, особенно с содержанием кремния, часто образуются поры и трещины, которые нарушают прочность сварного шва. Отличительной особенностью алюминия считается то, что он не изменяет цвет при воздействии температуры, поэтому иногда сложно определить начальную точку его плавления.
TIG сварка
Для сварки алюминия в домашних условиях с использованием аргона можно воспользоваться сварочными аппаратами КЕДР ТИГ 200Р или СВАРОГ PRO TIG 200 P DSP AC/DC. Аппараты комплектуются горелками с вольфрамовым электродом.
Подготовка к сварке включает в себя тщательную очистку свариваемого металла с помощью металлической щётки. Абразивные материалы применять не рекомендуется, так как они могут загрязнить место будущего шва.
Тугоплавкий электрод следует заточить, чтобы его конец был острым. Это облегчает зажигание дуги.
Сварка алюминия и деталей выполняется в газовой зоне с помощью присадочного металла. При зажигании дуги нужно следить, чтобы электрод не коснулся свариваемых деталей и присадочного материала, поэтому полезно использовать осциллятор. Присадка движется перед горелкой строго по линии шва, перпендикулярные движения горелкой по шву не допускаются.
В процессе сварки острый конец электрода должен заплавиться в шарик. Если этого не происходит, следует увеличить сварочный ток. При сварке в помещении расход аргона должен составлять 6-8 литров в минуту.
Угол наклона горелки к свариваемому металлу должен составлять 70-80°, а присадочный пруток следует подавать так, чтобы между ним и горелкой был угол 90°. Подача аргона должна продолжаться не менее 15 секунд после завершения сварки. Это способствует хорошей кристаллизации металла и уменьшает возможность возникновения раковин и трещин.
Дуговая сварка тугоплавким электродом с использованием защитного газа производится только на переменном токе. Это уменьшает разбрызгивание и повышает качество шва.
Сварка покрытым электродом
Сварка алюминия в домашних условиях инвертором предполагает использование электродов с покрытием. Никакой газ при этом не применяется.
Следует иметь в виду, что таким образом можно сваривать детали, которые в дальнейшем не будут подвергаться большим механически нагрузкам и деформациям.
Сварка алюминия с использованием аппарата инверторного типа осуществляется на постоянном токе при обратной полярности, когда плюс подаётся на электрод.
Перед сваркой металлические поверхности следует обезжирить ацетоном, бензином или другими реагентами. Для удаления плёнки окисла и повышения качества шва можно обработать свариваемые кромки в 30-40% растворе ортофосфорной кислоты.Сварка алюминия и сплавов производится на короткой дуге. Электрод следует держать строго перпендикулярно свариваемым поверхностям. Сваривать следует в один проход, не допуская разрыва дуги по линии шва. Не допускаются перемещения электрода в поперечном направлении. После каждого прохода необходимо удалять шлак.
Сварка алюминия в бытовых условиях не представляет больших сложностей, если соблюдать все требования к производству данных работ. Начинающим нужно попрактиковаться на алюминиевых отходах, прежде чем приступать к настоящей работе.
Как сварить алюминий в домашних условиях?

Прочные алюминиевые сплавы уже вошли во все сферы хозяйственной деятельности человека. Эти материалы часто используются, ломаются и нуждаются в ремонте. Кроме того, из них собирают и новые конструкции.
Поэтому очень актуальна тема сварки алюминия дома, аппаратами различных видов, которые имеются у многих мастеров.
Чтобы сваривать алюминиевые сплавы, нужно иметь в виду определённые особенности, которые важно учитывать в работе, и наша задача рассмотреть подробно технологию этого процесса, необходимую аппаратуру и оснастку. Эту тему мы и постараемся внимательно изучить.
Разновидности сплавов алюминия
В чистом виде алюминий не используется, он выпускается в виде сплавов с разными физико-химическими свойствами и используется везде, где важен небольшой вес и хорошие прочностные качества.
Эти сплавы на воздухе очень быстро окисляются и образуют тугоплавкую, оксидную плёнку на поверхности заготовки. Поэтому варка алюминия в домашних условиях требует особого подхода к процедуре соединения деталей.
Прочный оксидный слой плавится при температуре более 2000о, а сами сплавы имеют температуру плавления около 600о и их разные виды отличаются различной свариваемостью.
Понять, как варить алюминий с наилучшими результатами, можно, ознакомившись с видами сплавов, которые создают металлурги и придают им определённые качества. Материал отличается по прочности, весовым параметрам и способности переносить многократные нагрузки. Сплавы алюминия состоит из нескольких химических элементов, в разных сочетаниях, и состоят из следующих разновидностей:
- сплав АМц, состоящий из марганцевых примесей и алюминия, сваривается хорошо;
- без ограничений сваривается алюмомагниевый сплав АМг3, а, ограниченно свариваемыми разновидностями, являются сплавы АМг1, АМг5 и АМг6;
- силумин имеет алюмокремниевый состав марок Ал2, Ал4 и Ал9 с ограниченной свариваемостью;
- марки В95, АВ и АК, термоуплотняемые сплавы с трудной свариваемостью;
- дюралюминий марки Д16 и Д1, сплав алюминия с медью, трудно свариваемый.
При ремонте изделий из алюминия, довольно трудно бывает определить, к какому именно сплаву относится деталь, но приложить к этому нужно все возможные усилия. От параметра свариваемости зависит оптимальный подбор электродов, сварочной проволоки и силы выходного тока.
Важно понимать, что чем лучше определена марка материала, тем выше будет в итоге качество шва и долговечность соединения.
Виды сварки для алюминиевых сплавов
Сложный химический состав сплавов, а также окисный, тугоплавкий слой не даёт возможности соединять, свариваемые заготовки и ремонтируемые изделия, традиционным способом. Поэтому особенности сварки диктуют применение специальных электродов, проволоки и среды защитных газов, препятствующих окислению.
Большое влияние на качество шва оказывает толщина заготовок, и необходимо отметить, что алюминий обладает значительным коэффициентом расширения и высокой теплопроводностью, что ведёт к деформации шва, при нарушении технологии.
Наиболее популярными методами работ по свариванию сплавов алюминия, являются следующие виды:
- сварка методом ММА покрытыми плавящимися электродами, постоянным током обратной полярности, без защитного газа;
- метод АС TIG с использованием вольфрамового, тугоплавкого электрода в инертной среде, переменным высокочастотным током;
- сварка MIG, с применением полуавтоматической подачи алюминиевой проволоки, горелкой в защитной среде аргона или его смеси с СО2.
Наиболее применимым методом сварки в домашних условиях является ММА, но тонкого шва, применяя этот способ, добиться будет трудно.
Кроме того, работе предшествует определённый подготовительный процесс обработки заготовок и прокаливания электродов, и может понадобиться неоднократный проход довольно дорогими электродами.
Мало подходит для тонкостенных заготовок, а для значительной толщины требует обработки кромок.
Для работы с тонкостенными заготовками и выполнения более качественного шва больше подходит метод TIG. Аппараты ММА+TIG стоят сравнительно недорого и позволяют существенно расширить диапазон доступных работ. Так называемая аргонодуговая сварка алюминия выполняется с использованием тугоплавкого, вольфрамового электрода и горелки, в которую подаётся инертный газ.
Полуавтоматическая MIG сварка подразумевает регулируемую, автоматическую подачу проволоки, которая одновременно служит электродом, в сварочную ванночку и среду инертного газа. Метод делает возможным добиться весьма хорошего качества, но требует квалификации и дороже, чем предыдущие способы.
Важно. При сварке алюминия дома помнить о правилах техники безопасности, пользоваться спецодеждой и защитной маской Хамелеон или её аналогами.
Для недорогой сварки методом ММА потребуется сварочный аппарат, лучше всего инверторного типа. Он более лёгкий, чем понижающий трансформатор, и обладает расширенным спектром регулировок. Понадобятся следующие инструменты и материалы, а именно:
- инверторный аппарат ММА;
- специальные, покрытые электроды для сварки сплавов алюминия;
- кабели заземления и с держателем электродов;
- сварочная маска;
- напильник и металлическая щётка;
- растворитель и флюс;
- болгарка и молоток для снятия кромок и зачистки от шлака готового шва.
Поскольку у заготовок высокая теплопроводность, возможно, понадобятся подкладки под обратную сторону шва, а снятие кромок зависит от толщины металла и производится по мере необходимости. При ремонте, заварить дефект удастся после особо тщательной очистки места, предполагаемой сварки.
сод
Работа аргонной сваркой потребует наличие более дорогостоящего оборудования и ручной подачи сварочной и присадочной проволоки. Кроме того, необходимо наличие защитной среды аргона, гелия или смеси газов, но результат оправдывает ожидания.
Методом TIG можно производить сварку разнообразных металлов, различной толщины и для этого понадобятся:
- инверторный сварочный аппарат ММА+TIG;
- еврорукав для подачи газа;
- горелка с держателем вольфрамового электрода;
- редуктор с манометрами для подачи смеси газов;
- соединительные шланги;
- алюминиевая сварочная проволока с присадками или флюс;
- сварочная маска и краги.
Работа производится путём расплавления импульсным высокочастотным током оксидного слоя и получения сварочной ванночки, в которую поступательно, вручную подаётся проволока. Защитное облако газа подаётся к ванночке чуть раньше процесса сварки, что обеспечивает защиту от агрессивной кислородной среды.
Необходимо помнить, что тугоплавкий вольфрамовый электрод весьма чувствителен к загрязнениям, которые ухудшают качество сварки.
Для метода МИГ понадобится устройство регулируемой, автоматической подачи проволоки и горелка другой конструкции, обеспечивающая продвижение плавящегося элемента к месту соединения металла.
Технология сварочного процесса
В домашних условиях наиболее востребованы ремонтные работы алюминиевых изделий или соединение некрупных заготовок, поэтому технология сварки алюминия с использованием методов ММА и TIG, будет наиболее подходящей. Постоянным током обратной полярности свариваются заготовки толщиной 5−7 мм, но для деталей большей толщины потребуется технологическая подготовка. Сварка алюминия методом ММА состоит из следующих операций:
- тщательная механическая очистка поверхности заготовок от оксидного, тугоплавкого слоя;
- обезжиривание поверхности с помощью растворителей;
- кромки деталей толщиной более 5 мм снять под углом от 45о до 65о для получения более прочного, однородного шва;
- перед работой нужно прокалить электроды по алюминию, поскольку их покрытие является гигроскопичным;
- свариваемые детали прогреваются до 250оС, с целью более эффективного расплавления оксидного слоя;
- сварка алюминия ведётся током обратной полярности, сила которого зависит от толщины заготовок, параметров шва и состава сплава.
Важно, что шов не должен иметь большую толщину, иначе он будет пористым и трещиноватым, поэтому при массивных деталях, лучше сделать несколько проходов.
Работа методом TIG в домашних условиях обходится несколько дороже, но качество шва несравненно лучше. Технология процесса заключается в выполнении следующих операций:
- в аппарате должен присутствовать осциллятор, улучшающий параметры сварки и расплавление тугоплавкого окисного слоя;
- неплавящийся вольфрамовый электрод, выставляется на 5−6 мм от наконечника, чтобы избежать перерасхода дорогого газа;
- аргон подаётся с расходом 5−8 литров в минуту, в зависимости от толщины заготовок, затем с задержкой подаётся напряжение;
- после получения сварочной ванночки поступательно плавится сварочная проволока.
Сварка сплава ведётся импульсным переменным током и позволяет соединять тонкостенные заготовки, а в случае возникновения затруднений необходимо обратиться за консультацией к специалистам.
Заключение
Мы рассказали о технологии сварки алюминия в домашних условиях с применением инвертора. Этот процесс требует осторожности и соблюдения правил техники безопасности. Если позволяют финансовые возможности, лучше приобретать аппарат ММА+TIG, который даёт больше простора для сварки самых разнообразных металлов, в том числе и алюминиевых сплавов. Выбор за вами.