Как сварить нержавейку инвертором в домашних условиях
Сварка нержавейки инвертором

Нержавеющая сталь является наиболее предпочтительным из всех материалов, применяемых для изготовления разнообразных конструкций: болтов, крепежных систем, баков, консервных банок, арматуры и т.д.
При необходимости производства или ремонта каких-либо изделий, применяется сварка электродом с помощью инвертора. Это достаточно трудная работа, которая требует определенного опыта и знаний необходимых параметров, влияющих на сварочный процесс.
Для того, чтобы получить в итоге качественную работу, стоит изучить все нюансы метода сварки нержавеющей стали инвертором.
Данный аппарат для сварки стали играет роль основного источника питания для электрической дуги. Он обеспечивает качество работы, горение дуги и легкий поджиг.
Главным фактором является достижение устойчивости к различным помехам. Источниками питания для сварочной дуги также могут служить трансформатор и выпрямитель.
Инверторный тип аппарата для сварки был изобретен в прошлом веке и стал особенно популярным из-за своей высокой эффективности.
Особенности сварки нержавеющей стали
Нержавеющая сталь классифицируется как высоколегированный металл, так как она на 20% состоит из хрома. В ее состав могут входить никель, титан и другие элементы, благодаря которым повышается устойчивой стали к коррозии. Отличительными свойствами нержавеющей стали являются:
1. Любая высоколегированная сталь обладает более низкой теплопроводостью, по сравнению низкоуглеродистыми металлами. В связи с этим, сварка нержавейки должна происходить на пониженном токе (примерно на 20%).
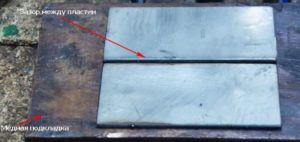
2. Нержавеющая сталь обладает высоким коэффициентом линейного расширения. Поэтому, во избежание деформации, между плотными деталями материала необходимо предусматривать необходимый зазор. Также, следует учитывать момент, что в момент сварки расширение деталей происходит неравномерно.3. Отличительной характеристикой высокохромистых материалов является межкристаллическая коррозия, что означает возможное понижение устойчивости к коррозии. Сложность состоит в том, что во время сварки края стали начинают покрываться хромом и карбидом железа. Чтобы исключить эту проблему, используется быстрое охлаждение.
Методы сварки нержавеющей стали
- Ручная дуговая сварка. Данный метод предусматривает использование двух видов электродов: с различным покрытием покрытием. Сварка с применением электродов, имеющих основное покрытие, производится только на обратном токе. Электроды с рутиловым покрытием (двуокись титана) можно применять как на обратном, так и на переменном токе.
Эти электроды наиболее предпочтительны, так как дают возможность получения более качественной дуги и меньшего образования брызг во время работы. Более успешно электроды с рутиловым покрытием применяются в нижнем положении варки.
- В случае необходимости соединения тонкой нержавеющей стали обычноприменяется метод аргонодуговой сварки с использованием чистого аргона или аргонно-гелиевой смеси. В этом случае сварка производится с помощью присадочной проволоки либо без нее.
- Полуавтоматическая сварка применяется, когда нужно соединить толстые детали.
Данный метод предусматривает использование аргона с минимальным добавлением кислорода (для лучшего смачивания краев шва). Существуют следующие технологии полуавтоматической сварки: с использованием короткой дуги, со струйным переносом и импульсно. Первая из них обычно используется для соединения тонкой стали.
Для толстых деталей лучше подходит струйный перенос.Главным плюсом импульсной сварки является хорошая возможность управления процессом: подача металла происходит импульсами (один импульс — одна капля). В результате уменьшается тепловложение и средний ток горения дуги.
Кроме того, во время импульсной сварки бывает меньше брызг , что значительно уменьшает расход сварочных материалов и повышает производительность за счет меньших затрат времени на зачистку швов.
Для самостоятельной сварки нержавейки инвертором вам необходимо приготовить:
- Зажимы для заземления.
- Электроды.
- Силовой кабель (не меньше 2 м.).
- Растворитель.
- Защитную одежду, маску и перчатки.
- Проволоку.Зажимы для заземления.
- Электродержатели.
- Стальную щетку.
- Силовой кабель (не меньше 2 м.)
Сварка нержавеющей стали инвертором. Инструкция
Перед сваркой необходимо тщательно подготовить и обработать поверхности к работе.
Обработка нержавеющей стали практически не отличается от обработки низкоуглеродистых металлов, дополнительно следует предусмотреть зазор сварного стыка для обеспечения правильной усадки.
Рабочую поверхность и кромки необходимо обработать стальной щеткой, после чего тщательно обработать растворителем (бензином или ацетоном) для удаления жира, который мешает устойчивости дуги.
Самостоятельная сварка инвертором и электродами дает возможность получения качественных сварных соединений. В случае предъявления дополнительных требований, следует приобрести инвертор, имеющий специальный режим для сварки нержавеющей стали: электроды должны соответствовать ГОСТу, поэтому вы должны разбираться в марках стали.
Для сварки нержавейки применяется ток обратной полярности. В процессе работы следует стараться меньше проплавлять швы, поэтому лучше не брать электроды с большим диаметром (они пригодятся для работы с толстыми поверхностями).
Как мы уже отмечали, ток для сварки нержавейки должен быть ниже, чем для работы с низколегированными металлами.
В противном случае, покрытие электродов начнет отваливаться из-за высокого сопротивления и недостаточной теплопроводности. Для новичков это часто становится неожиданностью.
После полной готовности шва нужно провести процесс охлаждения для улучшения устойчивости металла к коррозии. Для этого используются медные прокладки.
Таким образом, процесс сварки нержавеющей стали инвертором предусматривает наличие необходимых знаний и опыта. Если этого нет, не следует сразу надеяться на идеальный результат. Естественно, при сварке аргоном процесс будет происходить намного быстрее и проще, однако сварка инвертором тоже может дать неплохой результат.
Отличительной особенностью сварки нержавеющей стали инвертором является возможность ее использования независимо от пространства и ситуации. Необходимо учитывать и то, что даже опыт не дает гарантию на получение качественного результата.
Выбор инвертора и электродов
Для того, чтобы выбрать нужный инвертор, следует учесть ряд моментов:
1. Рабочий температурный диапазон. Это важный момент, так как некоторые модели инверторов рассчитаны для работы в низких температурных условиях.
2. Сила и мощность тока. Если вам нужен инвертор для сварки нержавеющей стали для работы в домашних условиях, лучше делать выбор в пользу аппарата, имеющего показатель 180 А. Показатель 200 А и выше — это уже профессиональные модели.
Выбор инвертора для сварки нержавейки — очень важный момент, так как именно он оказывает большое влияние на качество сварки.
Для правильного выбора электрода, в зависимости от толщины металла, следует воспользоваться специальными таблицами. Ошибка в выборе электрода может повлечь за собой ухудшение герметичности шва, возникновение пор, трещин и раковин (из-за вскипания металла).Только использование подходящего электрода (в зависимости от работы) дает возможность получения прочного и надежного шва. Чаще всего применяются электроды ОЗЛ-6 и ОЗЛ-8, которые можно приобрести в каждом магазине за невысокую стоимость. Использование электродов ОК 46.
00, МР-3 позволяет добиться качественного и комфортного сварочного процесса и получить красивый шов.
Нужно учитывать и то, что подобные электроды не только удобные — они представляют собой определенную опасность. После завершения сварки шов остывает и от него начинает отскакивать раскаленный шлак.
Поэтому, нужно быть предельно осторожным и не находиться в непосредственной близости от изделия в момент его самоочищения.
Выполняя сварку, соблюдайте необходимые меры безопасности, чтобы исключить возникновение травмы глаз и сильные ожоги: обязательно надевайте маску сварщика; используйте для работы только качественный держатель электродов для защиты рук; защитная одежда должна быть из плотного и прочного материала. Если вы запаслись всем необходимым снаряжением, можете приступать к безопасной сварке нержавеющей стали в любом положении. Однако, даже находясь в таком снаряжении следует находиться как можно дальше от места отскакивания шлака.
Как сварить нержавейку инвертором в домашних условиях — Металлы, оборудование, инструкции

Сварка нержавейки инвертором
Сварка нержавейки – сегодня это несложная проблема в домашних обстоятельствах, зависящая от большого количества возможностей. По утвержденной систематизации нержавеющая сталь причисляться к разновидности высоколегированных сталей.
В роли легирующего компонента применяется хром с содержанием примерно двадцать процентов. Помимо этого в нержавейке смогут применяться молибден, никель, марганец, титан а также другие металлы.
Вспомогательные металлы и сплавы повышают противокоррозионные характеристики нержавеющей стали, и дополнительно придают ей некоторые физико-механические достоинства.
Если вдруг вам требуется выполнять сварные работы по нержавейке, следует принимать во внимание, что сваривание нержавеющей стали инвертором – это на сегодня испытанный и по этой причине подходящий каждому, метод соединения конструкций из нержавеющей стали.
Сварочные агрегаты и электроды
Сварочный инвертор
Сварочные агрегаты инверторного вида считаются одними из особенно востребованных и никак не удивительно, что конечно у множества хозяев автогаражей и дач, они есть в наличии.
Однако у всех них появляется довольно логический вопрос – возможно ли при помощи инвертора сварить детали из данного своенравного вида материала, каким является нержавеющая сталь? Ответ лежит на поверхности возможно, в случае, если выполнять абсолютно все нужные условия.
Cварка нержавеющей стали инвертором сможет производиться с применением специфических сварных электродов, к примеру, ОЗЛ-8, с маркировками 08X18Н10Т, 08X18H10 и 12X18H9. Применение особых электродов даёт возможность избегнуть явления межкристаллической коррозии или простым языком образованию ржавчины на швах.
К тому же сварочный шов, достигнутый при использовании специфических электродов, в силах спокойно выдерживать влияние не только природных проявлений, но и кислотную, а так же щелочную среду.
Кроме того, сваривание нержавеющей стали инвертором может проводиться при источнике постоянного электрического тока с обратной полярностью короткой дугой.
То есть на электроде обязана существовать плюсовая полярность, а на свариваемой компонента минусовая. Для того чтобы в течение время сварки исключить излишнего окисления либо обеззараживания надежнее совершать сварные работы в среде защитных газов, аргонный сваркой.
Предварительно ее началом свариваемую плоскость исходного материала нужно, как можно аккуратнее отчистить от загрязнений и пыли. Направление сварного шва сможет быть в всяком пространственном положении.
Пристальное внимание концентрируйте на мощность агрегата. Ради применения в домашних целях (сварка нержавеющей стали или алюминия и его сплавов), будет довольно инвертора, подающего на выходе 160 ампер.
Выше 200 ампер выдают высокопрофессиональные модификации.
Качества нержавеющей стали, которые надо учитывать
Дополнительно на электросварку нержавейки выказывают воздействие несколько различающихся качеств, какими снабжен высоколегированный металл:
1.Теплопроводимость. У высоколегированных сталей теплопроводимость ниже в два раза, чем, например, у низкоуглеродистых металлов и сплавов. Из-за подобного электросварка нержавейки проходит при сниженной силе электрического тока на двадцать%.
2.Коэффициент прямолинейного расширения выше, нежели у остальных металлов и сплавов. По этой причине важен довольный зазор промеж толстыми деталями, для того чтобы избежать деформаций. Если вдруг снять производственный процесс сварки на видеоролик, в таком случае заметно как неравномерно расширяются детали из нержавеющей стали.
3.
Высокохромистые стали имеют возможность утрачивать свои противокоррозионные характеристики. Это событие назвали межкристаллической коррозией. Суть в том, что при температуре сварных процессов, по кромкам металлических зерен возникает карбид хрома а также железа, с помощью какого в глубь металлов пробивается ржавчина. С этим фактом явлением ведут борьбу разнообразными технологиями.
В основном стремительно остужают то место сварки, для того чтобы не допустить утраты коррозийной стойкости.До началом сварки нержавейки инвертором в домашних обстановках плоскость нетолстой либо толстой части обрабатывается подобным же способом, как и пред сваркой низкоуглеродистых сталей.
За случаем единственного эпизода – сварочный стык обязан быть с зазором, для того чтобы протекала свободная термоусадка. Плоскость деталей и края зачищают железной щеточкой а также промывают растворителями (бензином либо ацетоном). С помощью растворителя снимают жир, какие понижает устойчивость электродуги.
Ручная сварка нержавейки в личных ситуациях с профессиональной помощью инвертора а также покрытых электродов даёт возможность спаять детали с сносным свойством сварного шва, а если нет особенных условий к соединению, тогда не нужно заморачиваться с прочими методами электросварки.
Сварка нержавейки проводится токами противоположной полярности.
В течение деятельности необходимо добиваться слабее проплавлять соединение и применять сварочные электроды малого диаметра. Однако перечисленное объективно для нетолстой детали из легированной стали. Чем по сущности толще обрабатываемая плоскость, тем больше по диаметру выбирается электрод.
Мощь электрического тока в инверторе может быть снижена на 20% по сопоставлению со электросваркой низколегированных сталей. Относительно низкая теплопроводимость электродов и большое сопротивление в случае применении электрического тока большого номинала возможно приведёт к отваливанию кусочков напыления электродов.
Ровно по тем же самым факторам сварочные электроды расплавляются скорее в течение времени сварки нержавейки. Перечисленное необходимо принимать во внимание, в случае, если вы лично самый первый раз свариваете нержавеющую сталь.
Для того чтобы сберечь коррозийную устойчивость тоненькой либо толстой детали нержавеющей стали, необходимо выполнять охлаждение.
Ради вышеуказанного применяют медные подкладки, однако в случае, если нержавейка представляет из себя хромоникелевую аустенитовую сталь, тогда возможно применять воду.
Сварка нержавейки предполагает особенного умения. Иногда нужные видеоролики с техникой работы никак не сумеют оказать помощь, если вдруг вы вовсе не обладаете некоторыми способностями.
Известно, проблема упрощается при применении сварки аргоном, однако и обычным инвертором с прямым электротоком возможно достичь хорошего качества сварного шва.
Наиболее важнейший результат сварного шва нержавеющей стали – это конечно его герметичность. Из-за низкой теплопроводимости сплава, в сварном шве выходят раковины и поры. Все они результат плод вскипания стали.
Для того чтобы избегнуть подобного явления, необходимо применять специализированные сварочные электроды для нержавейки.
Применение нержавейки
Сварные изделия из нержавейки
Множество изделий из нержавеющей стали используются в фармацевтической, продовольственной индустрии либо в личных условиях. Перечисленное обязывает к конкретной обработке сварного шва.
Для того чтобы продукция смотрелось привлекательно в жизни и на видео, сварочный стык зачищают а также шлифуют при помощи абразивов на базе окисла циркония либо алюминия и его сплавов. Впоследствии подобной обработки нержавеющее изделие совершенно не предполагает вспомогательного санитарного обслуживания.
При использовании личного сварного аппарата, абсолютно всю работу возможно осуществить самостоятельно, именно поэтому себестоимость этих выполненных работ получится напрямую пропорциональна цены электродов.
В среднем стоимость электродов для сварки нержавейки, бывает самое большее 700 руб за упаковку, однако существует и наиболее доступные по стоимости предложения. В случае, если использовать услуги сварщика, тогда сумма вырастет как минимум двукратно, так как надлежит проплачивать его работу.Сварка нержавейки в домашних условиях
При принятии решения о сваривания нержавеющей стали, и изделий из нее в домашних условиях следует учитывать все особенности материала и подобрать оптимальный способ для выполнения этих работ. Нужно учитывать, что процесс по свариванию изделий из нержавеющих сталей требует очень большого труда.
Затрудняется процесс выполнения сварных работ образованием в процессе тугоплавких карбидов, а также повышению хрупкости металла, особенно на месте шва.
Также не стоит забывать о возможности развития межкристаллитной коррозии.
В принципе по большому счету можно сваривать нержавейку любым из существующих способов сварки, будь то: аргоновая, аргоново-дуговая, точечная, холодная, импульсно дуговая и другие.
Но на практике, конечно же, существует наиболее оптимальный и действенный способ не требующих через, чур, огромного затрачивания времени и сил при выполнении сварных работ. Лучше всего осуществлять, наплавку нержавейки применяя метод пайки металлов.
В любом случае какой-бы метод не был выбран необходимо обработать получившийся сварной шов на изделии или конструкции из нержавеющей стали. На поверхности сварного шва зачастую появляется пористый слой, образованный воздействием оксида хрома. Его легко укрепить при помощи травления и последующей обработки сварного шва.
При профессиональном выполнении травления шва практически в 100% удается убрать вредный оксидный слой и устранить зону с низким содержанием хрома. Для выполнения травления рекомендуется использовать смешение двух кислот: азотистой и фтористоводородной.
Для достижения наиболее хорошего результата перед выполнением сварных работ необходимо предварительно подготовиться к процессу сварных работ и учесть ряд требований:
— для избежание охрупчивания металла необходимо ограничить содержание ферритной кислоты в окружающем пространстве — для не допускания коробления конструкций нужно увеличить длину прихватов и уменьшить расстояние между ними — желательно сочетать в конструкции металлы с аустеничной структурой, это будет залогом выдерживания негативного влияния низких температур
Особенности варки: можно ли варить нержавейку инвертором?
Варить нержавейку инвертором довольно сложно. Такая работа требует от мастера определенных навыков и знания основных параметров, оказывающих непосредственное воздействие на процесс сварки. Лишь в полной мере разобравшись с основными нюансами, можно рассчитывать на получение хорошего результата необходимого качества.
Можно ли варить нержавейку инвертором ресанта
На производстве, при сварке нержавеющей стали, применяются аргоновые аппараты и дорогие вольфрамовые электроды. Это обеспечивает надежное соединение и эстетичный внешний вид.
Но если возникла необходимость сварить высоколегированную сталь в домашних условиях, то у малого числа сварщиков найдет аргоновый агрегат.
Возможна ли сварка нержавейки инвертором? На каких настройках она выполняется? Все ли электроды подойдут? Реально ли сваривать подобные материалы на самодельном аппарате?
Аппараты и настройки
Инверторы широко применяются в бытовой среде, когда требуется выполнить качественное соединение. Они функционируют от сети 220V, и небольшие по размерам, что удобно при высотных работах и транспортировке.
Преобразование электрического тока в несколько ступеней, с выходом высокочастотного переменного напряжения, позволяет лучше вплавлять присадочный металл и формировать ровные швы.
Относительно невысокая стоимость делает их лидерами продаж среди сварочных агрегатов.
Сварка нержавеющей стали может производиться инверторами любых моделей. Для работы в домашних условиях, как видно на некоторых видео, может быть использован самый простой аппарат инверторного типа. Подойдет даже самодельное устройство, чьи рабочие показатели соответствуют магазинным аналогам.Немаловажной частью процесса являются правильные настройки инвертора для сварки нержавейки, соответствующие конкретной толщине изделия. Ввиду физико-термических свойств металла лучше применять следующие режимы и диаметры электродов:
| Толщина металла, мм | Диаметр электрода, мм | Напряжение, V | Сила тока, А |
| 1.5 | 2 | 13 | 40-60 |
| 3 | 3 | 15 | 75-85 |
| 4 | 3 | 16 | 90-100 |
| 6 | 4 | 18 | 140-150 |
Нюансы при сварке нержавейки
Как правило, нержавеющая сталь сваривается инвертором достаточно легко, если сварщик понимает основные принципы работы с этим металлом. Это помогает предупредить распространенные дефекты, и создать качественное соединение. Выделяются три проблемных момента, требующие конкретных мер при сварке нержавейки инвертором:
- Легированная сталь отличается повышенным взаимодействием с окружающей средой. Соприкосновение расплавленного металла с кислородом приводит к выделению углерода и образованию крупных пор на поверхности шва. Поэтому сварочный металл в жидком состоянии, нуждается в надежной защите от внешних газов. Для этого используются электроды со специальной обмазкой, изолирующие зону сварки искусственным газовым облаком. Консистенция последнего не должна мешать сварщику хорошо видеть сварочную ванну и шов.
- Обширные сварочные работы, или длительное удержание дуги на одном месте, ведут к перегреву участка. Это влечет выгорание легирующих элементов. В результате соприкосновения металла с влагой могут появиться пятна ржавчины. Данный участок становится подвержен коррозии и, со временем, дает течь. Применение вышеуказанных настроек аппарата, подразумевающих 20% снижение силы тока по сравнению со сваркой обычной стали, и ведение работы в шахматном порядке, поможет сохранить антикоррозийные свойства нержавейки.
- Линейное расширение легирующей стали выше, чем у «черного» металла, что влечет к активному невидимому процессу внутри материала. Под действием температуры дуги изделие в зоне сварки расширяется, а по мере остывания, стягивается на место. Подобное незримое движение ведет к образованию микротрещин и нарушениям герметичности стыков. Поэтому, помимо правильных настроек аппарата, необходимо грамотно выбирать материал присадочного элемента (электрода), способного органично взаимодействовать с основным металлом, и не «рваться» в процессе расширения/сужения.
Сварочный процесс
Чтобы успешно сваривать инвертером нержавеющую сталь в домашних условиях, следует придерживаться определенных этапов работы:
- Удалить с места стыка остатки краски, масла или мусора. Нержавейка довольно «капризный» металл, и плохо реагирует на подобные включения в сварочную ванну. Зачистка проводится металлической щеткой.
- Предварительная прокалка электродов поможет вернуть хорошие свойства их обмазке, что облегчит сварочный процесс и последующую обработку.
- При работе с краями соединения, которые толще 4 мм, необходима разделка кромок под 45 градусов. Это обеспечит хорошее проплавление и заполнение присадочным металлом зоны соприкосновения. Разделку можно выполнить «болгаркой» или напильником. В особенно ответственных изделиях скос кромок выполняется на фрезерном станке. Дополнительно, выставляется зазор в 1-2 мм между пластинами, что позволяет затечь раскаленному металл до самого основания шва.
- Если сваривать инвертором предстоит тонкий металл (1-2 мм), то потребности в зазоре нет. Наоборот, требуется плотно свети края соединения друг ко другу, и выполнить прихватки.
- При работе с толстыми листами железа (более 7 мм) рекомендуется производить подогрев изделия до 150 градусов. В домашних условиях это можно сделать паяльной лампой. Подобная мера позволяет избежать резкого перепада температуры при нанесении шва на холодный металл.
- Шов, при сварке нержавейки инвертором, выполняется на короткой дуге, и ведется немного быстрее, чем при сварке «черного» железа. Для повышения скорости провара не используют колебательные движения электродом. Шов получается узким, но не перегревающим материал. Электрод можно наклонить на себя или в удобную сторону, и удерживать его на 40-60 градусов относительно поверхности изделия.
- В конце шва необходимо выполнить «замок», предотвращающий последующие трещины и свищи. Для этого сварочную ванну выводят в сторону на основной металл, или на уже застывший предыдущий шов, и удерживая электрод на месте, прерывают дугу.
- После прекращения сварки изделию необходимо дать время остыть. Не стоит поливать его водой, ускоряя процесс, иначе высокий коэффициент линейного расширения негативно скажется на качестве стыка.
- Отбитие шлака производится спустя 5 минут, чтобы не оставить следов удара на мягком металле.
- Зачищенный шов осматривается на наличие дефектов. Если изделие предназначено для работы под давлением, то стоит произвести опрессовку. После чего можно проводить шлифовку и полировку для блеска нержавеющей конструкции.
Электроды для инвертора
Поскольку инверторные аппараты выдают переменный ток, электроды предназначенные исключительно для постоянного напряжения не подойдут. Можно использовать расходные материалы универсального предназначения по виду тока.
Хорошо зарекомендовали себя электроды с рутиловым покрытием, которые надежно защищают сварочную ванну и дают минимальное разбрызгивание горячего металла.
Данные электроды хорошо разжигаются и не «теряют» дугу при работе. Они удобны в заплавлении широких зазоров. Позволяют варить во всех пространственных положениях.
Для их производства используется проволока Св 08А. Диаметр колеблется от 2 до 5 мм.
Достойными представителями этого вида электродов являются:
- ОЗЛ-6;
- ОК-46;
- ОЗЛ-8;
- МР-3.
После окончания шва стоит беречь глаза, поскольку горячий шлак может самопроизвольно отскакивать.
После рассмотрения этих практичных советов и познавательного видео становиться понятно как варить нержавейку инвертором в домашних условиях. Тренировка на не ответственных стыках позволит отточить мастерство и приступить к чистовой работе.
Поделись с друзьями
Чем лучше варить нержавейку в домашних условиях?
Нержавеющая сталь отличается от обычной углеродистой наличием легирующих элементов — металлов хрома, никеля, молибдена, марганца, титана в различном процентном соотношении. Чаще всего используется хром (Cr), его в составе нержавейки может быть до 20%, хром и никель в пропорции, соответственно, 3 – 5% хрома и столько же никеля.
Хромоникелевые стали одни из самых распространенных и лучше всего поддающиеся обработке. Марки стали 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т широко применяются в машиностроении, пищевой и химической промышленности, чаще всего они встречаются и в домашних мастерских.
Для начинающих сварщиков нержавеющая сталь — материал довольно сложный. Проще всего варить нержавейку инвертором – полуавтоматом в аргоновой атмосфере.
Шов в таких случаях получается чистым и ровным, при достаточной тренировке, естественно, а само соединение прочным и герметичным.
Но успешно сваривать нержавеющую сталь можно и покрытыми электродами, если знать особенности настройки инвертора и правила работы с нержавейкой.
Особенности нержавеющей стали при сварке
У высоколегированных сталей теплопроводность значительно ниже, чем у обычных углеродистых. При работе электрической дуги тепло хуже отводится из зоны сваривания, что у неопытных сварщиков приводит к сквозному прожиганию металла.
Для сваривания нержавейки ток инвертора уменьшается на 20 – 25 %. Уменьшить риск перегрева можно и установив детали для сваривания, особенно небольшой толщины, на медную пластину, обладающую высокой теплопроводностью.
Часть тепловой энергии уходит по ней, и область сварного шва находится в безопасном для металла тепловом режиме.
Второй особенностью нержавеющих сталей является значительный коэффициент теплового расширения, превосходящий этот показатель обычной стали и большинства металлов, пригодных для сварного способа соединения.
Внутренние напряжения могут достигать предела прочности, и деталь будет деформироваться — изгибаться, коробиться и т.д.Стали с высоким содержанием хрома подвержены и другой опасности — потере антикоррозионных свойств в зоне шва.
При нагревании до высокой температуры (около 13000 С) хром превращается в карбид (Cr23 C6), который слабо связан с соседними зернами. В зоне карбидообразования возникает нарушение технологической прочности металла.
К тому же, карбид хрома постепенно растворяется в агрессивных средах, например, кислотах, щелочах, обычной воде. Со временем сварной шов может разрушиться.
Межкристаллитная коррозия — появление на границах зерен стали посторонних соединений — карбидов, как правило, легко растворимых. В результате значительно уменьшается прочность и пластичность локальных участков, особенно в зоне контакта перегретого металла с относительно холодным.
Итак, как правильно варить нержавейку? Избежать снижения прочности можно несколькими способами.
- Выбирать для сваривания сталь с низким содержанием углерода, кремния и никеля. Они усиливают межкристаллитную коррозию. Напротив, стали с легированием вольфрамом, молибденом, марганцем и ниобием значительно меньше подвержены риску образования очагов коррозии.
- Второй способ — охлаждение зоны сваривания. Если вы работаете с нержавеющей сталью довольно часто, то необходимо изучить температурные режимы для сваривания той или иной марки стали.
вернуться к меню ↑
Техника сварки нержавеющей стали
Чем можно варить нержавейку? Электроды для сварки конструкций из нержавеющей стали применяются особые, созданные для этого вида металла. Для ручной дуговой сварки ММА используются отечественные ЦЛ-11, НИИ-48Г или ОЗЛ-8.
Чем лучше варить нержавеющую сталь в домашних условиях?

Нержавеющая сталь отличается от обычной углеродистой наличием легирующих элементов — металлов хрома, никеля, молибдена, марганца, титана в различном процентном соотношении. Чаще всего используется хром (Cr), его в составе нержавейки может быть до 20%, хром и никель в пропорции, соответственно, 3 – 5% хрома и столько же никеля.
Хромоникелевые стали одни из самых распространенных и лучше всего поддающиеся обработке. Марки стали 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т широко применяются в машиностроении, пищевой и химической промышленности, чаще всего они встречаются и в домашних мастерских.
Для начинающих сварщиков нержавеющая сталь — материал довольно сложный. Проще всего варить нержавейку инвертором – полуавтоматом в аргоновой атмосфере.
Шов в таких случаях получается чистым и ровным, при достаточной тренировке, естественно, а само соединение прочным и герметичным.
Но успешно сваривать сталь можно и покрытыми электродами, если знать особенности настройки инвертора и правила работы с нержавейкой.
Выбор инвертора
Сварка нержавеющих хромоникелевых сталей. Технологические особенности сварки (304, 304L, 316L, 321).
Особенных требований к инвертору для работы с нержавейкой нет — у него должен быть режим ММА/TIG, предусмотрена возможность работы, как с переменным, так и постоянным током (AC/DC) а диапазон тока находится в пределах 20 – 200 А. если вы не собираетесь работать с инертными газами, то достаточно режима ММА.
Для начинающих сварщиков, да и для бытового использования вообще, очень хорош инверторный аппарат дуговой сварки Ресанта САИ 220. Он может работать в сетях со значительными перепадами напряжения — 140 -260 В, диапазон регулировок сварочного тока 10 – 220А, ПВ= 70%.
В наличии функции «Горячий старт» и «Антиприлипание». Удобные органы управления и небольшой вес аппарата повышают удобство его применения. Для сварки нержавейки аргоном подходят практически все современные инверторы бытового и профессионального типа.
Опыт работы: можно ли заварить простыми электродами?
вернуться к меню ↑
Итог
Надеемся, после изучения данной статьи вам станет понятно как можно сварить нержавейку. Также мы выяснили различные нюансы работы с металлом, какие электроды нужны, особенности пайки нержавейки с медью.
Как сварить нержавейку инвертором в домашних условиях — Справочник металлиста

На производстве, при сварке нержавеющей стали, применяются аргоновые аппараты и дорогие вольфрамовые электроды. Это обеспечивает надежное соединение и эстетичный внешний вид.
Но если возникла необходимость сварить высоколегированную сталь в домашних условиях, то у малого числа сварщиков найдет аргоновый агрегат.
Возможна ли сварка нержавейки инвертором? На каких настройках она выполняется? Все ли электроды подойдут? Реально ли сваривать подобные материалы на самодельном аппарате?
Основные особенности варки нержавеющей стали
В соответствии с общепринятой классификацией нержавеющая сталь относится к классу высоколегированных сталей. Легирующим элементом в ее составе выступает хром. На его долю приходится порядка 20%.
Наряду с хромом состав нержавейки может включать титан, молибден, никель и прочие элементы. Благодаря включению в состав дополнительных элементов изменяются свойства основного материала.
В случае с нержавейкой он становится, прежде всего, устойчивым к воздействию коррозии.
Прежде чем учиться варить нержавейку, нужно изучить основные характеристики этого высоколегированного материала. К числу главных свойств относятся следующие показатели:Таблица характеристик нержавеющей стали.
- Теплопроводность. Высоколегированные стали характеризуются примерно в 2 раза более низкой теплопроводностью, если сравнивать с низкоуглеродистыми материалами. Ввиду этого, варить нержавейку нужно обязательно на пониженном токе. Обычно ток уменьшают на 20%.
- Коэффициент линейного расширения. Нержавейка по этому показателю существенно превосходит большинство других распространенных металлов. Данное требование обуславливает необходимость создания между толстыми деталями такого зазора, которого было бы достаточно для исключения деформации. Когда вы начнете самостоятельно варить нержавейку, вы заметите, что процесс расширения деталей неравномерный. И это нужно обязательно учитывать.
- Межкристаллическая коррозия. Это особенность высокохромистых сталей, заключающаяся в том, что их антикоррозионные показатели могут снижаться. Проблема в том, что когда мастер начинает варить нержавейку, края металлических зерен покрываются карбидом железа и хрома, из-за чего структура металла начинает повреждаться коррозией. Для борьбы с данным явлением используются разнообразные способы. Чаще всего применяется метод быстрого охлаждения места сварки, что позволяет избежать снижения стойкости к коррозии.
Какие виды сварки используются?
Варить нержавейку можно с использованием методов:
- Ручной дуговой сварки.
- Аргонодуговой сварки.
- Полуавтоматической сварки.
Схема ручной дуговой сварки.
Ручная дуговая сварка выполняется с применением электродов 2 основных типов: с основным покрытием и рутиловым покрытием. Электродами с основным покрытием варить нержавейку можно исключительно на обратном постоянном токе. Роль основного покрытия в большинстве случаев выполняют карбонаты магния и кальция.