Как сварить швеллер между собой
Соединение швеллеров: способы и методика
За счет своей формы, имеющей перпендикулярные ребра жесткости, швеллер широко используется в различных сферах деятельности, однако длины или прочности одного изделия зачастую не хватает, поэтому используются различные методы соединения.
Способы
От того, насколько качественным будет соединение швеллеров, напрямую зависит прочность и надежность всей металлоконструкции. Наибольшая прочность, и, в то же время, простоту монтажа, обеспечивает сварка. Обычно используется электродуговая или, реже, газовая. Всего можно выделить 3 способа соединения с ее использованием.
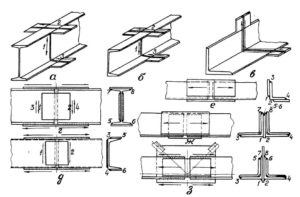
Встык
Применяется при необходимости удлинить или соединить швеллер под углом в неответственных конструкциях, где нагрузка на шов не слишком велика.
Методика сварки следующая:
- При толщине полок (боковых граней швеллера) до 6 мм сварка производится без их предварительного скоса; при толщине 6-12 мм на свариваемой поверхности подготавливается скос под углом 30°; при большей толщине – скос имеет тупой угол и располагается на внутренней стороне швеллера.
- Свариваемые детали прихватываются точечной сваркой. Расстояние между точками – 40 мм. Проверяется геометрия соединения.
- Производится полноценная сварка с двух сторон или с одной, но с проваркой корня шва. Направление сварки – от середины основания к полкам.
Полученный этим методом сварной шов имеет меньшую прочность в сравнении с самим профилем, но в неответственных частях конструкций этот недостаток не является критичным.
С накладками
Для упрочнения стыка могут применяться металлические накладки. В этом случае соединение производится последующей схеме:
- Производится сварка встык. Полученный шов зачищают заподлицо.
- Изготавливаются парные накладки – большая для наружной стороны и маленькая для внутренней. В качестве сырья используется листовой прокат из той же марки стали, что и швеллер. Толщина накладки должна быть равна или превышать толщину его боковой полки. Форма накладки может быть различной, включая 4, 6 или 8-угольник.
- Накладки привариваются поверх сварных швов в месте соединения точечной сваркой.
- Производится проварка накладки по всему контуру.
Сварка в коробку
Этим способом из П-образного швеллера производятся усиленные полые балки с квадратным или прямоугольным сечением.
Для этого два изделия прислоняются друг к другу полками и скрепляются струбцинами. Сварка может производиться встык с предварительной подготовкой скоса на кромках, либо с зазором между краями полок.
Последний метод используется при соединении изделий с полками большой толщины.
Полученный в результате полной проварки шов не зачищается для увеличения прочности. Для дополнительного усиления могут использоваться накладки.
Альтернатива – болтовое соединение
В отдельных случаях использовать сварку для монтажа не представляется возможными или не требуется. Например, это относится к производству разборных конструкций или к работе с оцинкованным прокатом. В последнем случае сварка повредит защитный цинковый слой и в месте соединения появится ржавчина.
Болтовое соединение позволяет произвести монтаж швеллера без разрушения цинкового слоя и привлечения квалифицированных сварщиков, которые могут обеспечить максимальную надежность и правильность монтажа.
Однако в большинстве конструкций использовать соединение на болтах нецелесообразно, так как оно имеет ряд недостатков:
- отверстия в прокате снижают его прочность,
- необходимо периодически проверять надежность соединения и подтягивать гайки, особенно если металлоконструкция испытывает вибрационные нагрузки,
- со временем крепеж из черных металлов начинает ржаветь, что снижает его надежность и усложняет разборку,
- процесс монтажа на болтах занимает больше времени, чем сварка.
Выбор конкретного способа соединения швеллера, как и его типоразмера, зависит исключительно от вида производимых работ и предназначения конструкции с обязательным соответствием регламентирующим документам.
- Выбор профнастила для кровли В одной из предыдущих публикации мы детально рассказали о том, как …ЧИТАТЬ ДАЛЕЕ
- Сортамент гладкой арматуры и ее применение Сталь…ЧИТАТЬ ДАЛЕЕ
- Правильное крепление профлиста на крышу Профлист, он же профилированный лист или профнастил, в последние го…ЧИТАТЬ ДАЛЕЕ
- Гнутый стальной уголок: ГОСТ, виды, применение Гнутый стальной уголок – не самый популярный, но все же доста…ЧИТАТЬ ДАЛЕЕ
- Расчет веса стального шестигранника Стальной шестигранник – одна из разновидностей сортового прок…ЧИТАТЬ ДАЛЕЕ
- Сталь профнастила и варианты защитных покрытий Профнастил, он же профлист, пользуется достаточно высоким спросом в…ЧИТАТЬ ДАЛЕЕ
- Стальной рифленый лист: стандарты, виды, размеры, вес, использование Рифленый лист – разновидность листового металлопроката, отлич…ЧИТАТЬ ДАЛЕЕ
- Доставка, приемка и правильное хранение арматуры Стальная арматура является незаменимым атрибутом практически любого…ЧИТАТЬ ДАЛЕЕ
- Монтаж профильной трубы: способы и необходимые принадлежности Профильная труба – один из самых удобных вариантов металлоп…ЧИТАТЬ ДАЛЕЕ
- Виды и использование сварной сетки Сварная сетка – это «полотно», сформированное из …ЧИТАТЬ ДАЛЕЕ
- Виды труб для водопровода. Какие выбрать? Что учесть при монтаже? Широкий ассортимент – палка о двух концах. С одной стороны он…ЧИТАТЬ ДАЛЕЕ
- Соединение швеллеров: способы и методика За счет своей формы, имеющей перпендикулярные ребра жесткости, швел…ЧИТАТЬ ДАЛЕЕ
- Стальная полоса как элемент заземляющего контура С ростом количества разнообразной потребительской электроники в каж…ЧИТАТЬ ДАЛЕЕ
- Сравнение стальной и композитной арматуры С появлением более современных синтетических материалов металлическ…ЧИТАТЬ ДАЛЕЕ
- Особенности использования швеллера при обвязке фундамента Швеллер – это одна из разновидностей фасонного проката, отлич…ЧИТАТЬ ДАЛЕЕ
- Когда и зачем нужно использовать металлические трубы для прокладки кабелей и проводов Трубный прокат имеет достаточно обширное применение, в том числе ис…ЧИТАТЬ ДАЛЕЕ
- Расчет веса вязальной проволоки Расчет веса проволоки, в основном, может потребоваться в двух ситуа…ЧИТАТЬ ДАЛЕЕ
- Проверка качества и герметичности сварного шва труб и конструкций К монтажу металлопроката предъявляются достаточно жесткие требовани…ЧИТАТЬ ДАЛЕЕ
- Что лучше, швеллер или двутавр? Какой прокат прочнее? Двутавр и швеллер можно считать одними из самых популярных разновид…ЧИТАТЬ ДАЛЕЕ
- Технология соединения двутавров Двутавр, он же …ЧИТАТЬ ДАЛЕЕ
- Характеристики и применение просечно-вытяжного листа Ассортимент производимых металлоизделий, даже без учета типоразмеро…ЧИТАТЬ ДАЛЕЕ
- Инструкция о порядке приемки продукции по количеству П-6 Утверждена постановлением Госарбитража при Совете Министров СССР от…ЧИТАТЬ ДАЛЕЕ
- Сварочные электроды УОНИ: особенности, характеристики, использование Современный рынок предлагает широкий выбор различной продукции для …ЧИТАТЬ ДАЛЕЕ
- Металлоконструкции Современный индустриальный пейзаж нево…ЧИТАТЬ ДАЛЕЕ
- Коррозия металла Коррозия металла, в простонародье называемая ржавчиной, – это распа…ЧИТАТЬ ДАЛЕЕ
- Метизы на все случаи жизни Строго говоря, термин «метизы» (аббревиатура от «…ЧИТАТЬ ДАЛЕЕ
- Металлопрокат — материалы и технологии Металлопрокат — это строго говоря, тот самый материал который опред…ЧИТАТЬ ДАЛЕЕ
- Профнастил для всех Профнастил…ЧИТАТЬ ДАЛЕЕ
- Технология резки металла лазером …ЧИТАТЬ ДАЛЕЕ
- Колючая проволока для войны и мира Для современного человека колючая проволока — предмет накрепко ассо…ЧИТАТЬ ДАЛЕЕ
- Рубка металла: от зубила до станка Рубка металла – один из основных способов металлообработки, п…ЧИТАТЬ ДАЛЕЕ
- Спецсталь: состав, изготовление, обработка Новые отрасли промышленности, бурно развившиеся во второй половине …ЧИТАТЬ ДАЛЕЕ
- Инструкция о порядке приемки продукции по качеству П-7 Утверждена постановлением Госарбитража при Совете Министров СССР от…ЧИТАТЬ ДАЛЕЕ
- Бесшовные трубы — производство и применение …ЧИТАТЬ ДАЛЕЕ
- Как марка стали бесшовных труб влияет на их применение Использование любой разновидности металлоизделий зависит сразу от н…ЧИТАТЬ ДАЛЕЕ
- Пробивка отверстий в металле: особенности технологии Пробивка отверстий в металле является одним из методов перфорации. …ЧИТАТЬ ДАЛЕЕ
- Проволока гост 3282-74 Стальная проволока — самое простое и широко известное изделие из м…ЧИТАТЬ ДАЛЕЕ
- Порошковая окраска металлических изделий Окраска для металлических изделий — процедура совершенно необходима…ЧИТАТЬ ДАЛЕЕ
- Что такое сортовой металл, и чем он отличается от других Всю массу выпускаемого производителями металлопроката можно раздели…ЧИТАТЬ ДАЛЕЕ
- Металлическая сетка — виды и производство Металлические сетки — один из наиболее востребованных видов стальны…ЧИТАТЬ ДАЛЕЕ
- Профильная труба – материалы, производство, применение Трубный металлопрокат предназначен не только для создания трубопров…ЧИТАТЬ ДАЛЕЕ
- Зачем нужна стальная двутавровая балка? …ЧИТАТЬ ДАЛЕЕ
- Катанка и проволока — производство и использование Проволока — один из самых востребованных видов изделий из металла. …ЧИТАТЬ ДАЛЕЕ
- Типы и марки сварочных электродов Сварка металлов при помощи вольтовой дуги появилась в XIX веке и ст…ЧИТАТЬ ДАЛЕЕ
- Способы цинкования металла Железо и сталь — это материал из которого изготовлен скелет совреме…ЧИТАТЬ ДАЛЕЕ
- Производство и характеристики двутавровой балки …ЧИТАТЬ ДАЛЕЕ
- Сварные трубы – технология, применение, достоинства ХХI век – это век трубопроводов. Труб для нефте- и газотранспортных…ЧИТАТЬ ДАЛЕЕ
- Сортамент металлопроката: основные виды, определения и ГОСТы Сортамент металлопроката, выпускаемого современной промышленностью …ЧИТАТЬ ДАЛЕЕ
- Швеллер — использование и нагрузка Швеллер — это один из видов фасонного стального проката. В поперечн…ЧИТАТЬ ДАЛЕЕ
Преимущества работы с нами Заказ на любой металл будет доставлен в день заказа, если ваш заказ поступил до 12:00 Отсрочка оплаты нашим постоянным клиентам Комплектуем в одну машину весь созданный заказ Сертификаты качества на весь наш металл Даем профессиональную консультацию по выбору Отгрузка металла 24/7 (круглосуточно, без выходных) Выполним, черновую обработку, резку в размер, рубку металла, оцинковку труб, сетки Размотаем рулоны, отмотка Х/К и ОЦ рулонов, продольная и поперечная резка Изготовим, трубные заготовки до 2х метров, пластины, косынки Выполним, нестандартные операции гибки швеллера и другого проката в короткие сроки Широкий ассортимент в наличии на складе Любой вид продукции у нас можно купить от одной штуки Быстрая доставка 7 дней в неделю по всей России Пропуска на въезд в ТТК и Садовое кольцо
Как сварить швеллер между собой
Стальные балки, имеющие в поперечном сечении форму двутавра, сконструированы для универсального применения в машиностроении и строительстве. При изучении характера напряжений, возникающих в нагружаемых изделиях, имеющих сплошное сечение, была выявлена неравномерность их распределения.
Были определены участки сечения деталей, имеющие наибольшие значения напряжения. В результате этого возникла идея создания изделия с такой формой сечения, где масса металла сконцентрирована в наиболее нагруженных участках. Так появилось двутавровое сечение.
Изготовление и применение
Благодаря способности выдерживать большие нагрузки на изгиб в разных плоскостях, на сдвиг и кручение, стальные двутавровые балки составляют основу несущих конструкций быстровозводимых каркасных зданий и потолочных перекрытий.
Внутрицеховые грузоподъемные механизмы (кран-балки и мостовые краны) перемещаются по направляющим, изготовленным из балок двутаврового сечения.
Изготовление двутавровых балок осуществляется двумя способами:
- методом проката цельных отливок. Такие двутавровые балки называются горячекатаными;
- электродуговой сваркой предварительно раскроенных листовых заготовок, в результате чего получают сварную сборную двутавровую балку.
Горячекатаные двутавровые балки производятся на прокатных станах металлургических предприятий. Такая технология позволяет получить цельное изделие, не содержащее швов и обладающее высокой прочностью.
Сборку и сварку двутавровой балки осуществляют на автоматических линиях. Такая балка незначительно уступает цельнокатаной по прочности, но может быть выполнена по специальному заказу, с учетом требований конкретного проекта.
Производство горячекатаной двутавровой балки осуществляется в соответствии с ГОСТ 26020-83, сварной двутавр производители выпускают по своим собственным техническим условиям (ТУ).
Технология производства
В типовом варианте, двутавровая балка получают из трех листовых заготовок: стенки и двух полок, привариваемых к её торцам под прямым углом. Изготовление осуществляется на специализированных сборочных линиях, настроенных на выпуск балки определенного размера.
Заготовки перемещаются на специальных катках и предварительно закрепляются в нужном положении зажимными устройствами, оснащенными гидравлическим или пневматическим приводом.
На зафиксированном зажимным устройством участке собираемой балки делаются прихватки сваркой по поясному шву. После этого, балка перемещается по каткам, вновь закрепляется, и сваркой прихватывается следующий ее участок.
Поясной шов проваривается окончательно после того, как вся конструкция оказывается предварительно скреплённой сварными прихватками.Сварка тавровых соединений стенки с полками осуществляется в автоматическом режиме под слоем флюса. Процесс автоматической сварки может выполняться разными приспособлениями. Это могут быть сварочные манипуляторы, горелки которых варят, перемещаясь по заданным траекториям посредством шарнирных соединений с несколькими степенями свободы.
Также могут применяться более простые устройства типа самоходных сварочных тракторов, гораздо больше подходящих для создания прямолинейных соединений.
Еще один класс устройств, способных автоматически сваривать поясные швы двутавровых балок, это консольные или портальные установки. В их состав, кроме собственно сварочного оборудования, входит аппаратура слежения и контроля качества сварного шва, а также устройства подачи флюса и последующей очистки шва от его остатков.
Такие установки осуществляют сварку под оптимальным углом, составляющим 45 °, чем обеспечивается наиболее благоприятное расположение сварочной ванны, и соответственно, высокое качество сварного шва.
Интенсивный нагрев заготовок в процессе сварки приводит к короблению полок. По этой причине процесс сборки двутавровых балок включает процедуру их выравнивания, осуществляемую на специальных машинах для исправления грибовидности.
На завершающей стадии изготовления производится фрезерная обработка торцов изделия.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Способы соединения двутавров
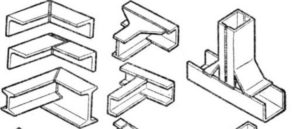
При осуществлении монтажа балочных конструкций выполняются сварные соединения элементов в различных сочетаниях. Среди них можно выделить типовые способы соединение двутавровых балок.
Под прямым углом
Такое соединение осуществляется между главной и второстепенной несущими двутавровыми балками каркасной конструкции, находящимися на одном уровне. В этом соединении главная балка служит опорой второстепенной.
Сварочные работы выполняются в следующей последовательности. В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
Сварка швеллеров между собой
Швеллер – один из главных элементов из которых состоит металлоконструкция. Для формирования нужной структуры каркаса требуется сварка швеллеров. Сварной узел имеет хорошую надежность, но любые нарушения в технологии сварки могут привести к ослаблению всей конструкции. В связи с этим сварка является самым сложным и контролируемым этапом при производстве металлоконструкций.
Виды стыковки швеллеров
Выбор соединения прямо пропорционально зависит от размеров конструкции и действующих на нее сил.
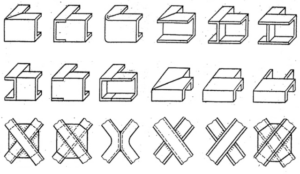
Различают следующие варианты взаимного расположения швеллеров:
- полки швеллеров обращены внутрь;
- полки швеллеров обращены наружу (образует двутавр);
- смешанное расположение полок;
- полки швеллера перпендикулярны плоскости каркаса;
- диагональное размещение (размещение «стоя» или «лежа).
Выбор определенного варианта связан с:
- условиями наложения шва;
- протяженности места сваривания и количества задействованных рабочих для его наложения;
- вида сил и мест их воздействия;
- типа и габаритных размеров швеллера;
- требуемой расчетной устойчивостью и полной нагрузки на сооружение.
Электродуговая сварка
Огромный выбор типов электродов по их номинальным характеристикам и особенности работы ими обеспечивают неоспоримое преимущество перед остальными видами сварки и делают его предпочтительным для данной задачи. Самый лучший шов мы получим в случае применения электродов УОНИ. При работе данными электродами следует учесть их особенности и рекомендации:
- По возможности соединения должны быть выполнены внахлест.
- Для использования данного электрода нужен предварительный опыт работы с ним.
- Перед применением электрод подлежит прокалке в спец. печи на протяжении часа. Температура прокалки 250 С.
- Места соединений изделий должны быть очищены от загрязнений, ржавчины и подготовлены согласно ГОСТу 5264-80.
- Сварщик должен работать короткой дугой средней мощности, постоянным током и обратной полярностью.
- Металлоконструкция сваренная данным электродом не должна использоваться при температуре ниже – 40 С.
Рекомендуем! Как заварить глушитель холодной или электросваркой
Газовая сварка
Данным типом при сварки швеллеров зачастую не пользуются из-за огромной области и температуры нагрева.
Данные факторы являться источником образования внутренних напряжений в структуре металла и общих деформаций негативно влияющих на всю металлоконструкцию.
Тем не менее газовую сварку часто используют для устранения изъянов готовых конструкций или порезки заготовок с последующим снятием кромок.
Сварка швеллеров встык
Данное соединение применяют для не ответственных конструкций. Сварка выполняется с лицевой, тыльной стороны и с условием хорошей толщины провара. Монтажный шов сперва выполняют на тонкой, а после на более толстой части швеллера. Допускается выполнение данного шва с одной стороны изделия с обязательной подваркой корня шва.
Последовательность наложения швов
Потребность в снятие кромок определяется исходя из толщины полок швеллера:
- 6 мм и менее-скос кромок не требуется.
- 6-12 мм – скос делают под углом 30 .
- 12 мм и более-скос кромок выполняется под тупым углом на внутренней стороне заготовки. Шов выполняют V и Х-образным.
Алгоритм сварки:
- Швеллер размещается стенками горизонтально.
- Снимают кромки в зависимости то толщины металла.
- Производится стыковка двух балок с зазором не больше 3 мм.
- Производится временная прихватка заготовок между собой точками с шагом в 40 мм.
- Анализируется правильность созданной конструкции.
- Окончательная обварка поверхности стыка проводится непрерывно от середины стенки в сторону полок.
Для улучшения сварных характеристик и предотвращения появления трещин в местах сварки советуется выполнить усиление проката подкладками сразу после установки изделия. При приварке П-образного проката только в стык, без накладок, сваренное соединение будет слабее чем сам швеллер.
Сварка швеллеров с накладками
Зазор при стыке двух свариваемых деталей устанавливают не больше 8 мм. Накладка размещается со стороны сварного шва. Толщина усиления зависит от режима сварки и размеров проката.
Рекомендуем! Как варить алюминий полуавтоматом в среде аргона
Накладки усиления обязательно обойти электродом по всей плоскости. При невозможности кругового обвара все зазоры заполнить веществом, препятствующим коррозии.
Алгоритм сварки:
- Швеллера привариваются торцами друг к другу согласно технологических норм ГОСТа.
- Шов внутри швеллера зачищается к плоскости.
- Во внутреннюю часть швеллера приваривается усиление – лист стали имеющий длину равную 5-ти кратной ширине швеллера. Ширина листа ровна ширине швеллеров, толщина листа берется равноценной толщине материала швеллера. Полоса заваривается лишь по продольным сторонам.
- Вторая полоса крепится в качестве ребра и заваривается по обеим сторонам от полосы. Ребро должно быть хорошо проварено по контуру с двух сторон и вплотную к полосе.
Прочностные характеристики срощеного данным методом изделия уступят монолиту на малость.
Соединение швеллеров внутрь
Для создания усиленной пустотелой балки можно соединить два изделия полками внутрь. Выполнение такого соединения одинаково со сваркой двух швеллеров встык. Данное соединение применяют при требовании конструкций средней мощности.
Алгоритм сварки:
- Заготовки установить полками горизонтально напротив друг друга.
- Скрепить струбцинами.
- Шов выполнить либо по ГОСТу с разделением кромок, либо оставить зазор.(величину зазора выбирают в зависимости от толщины швеллера, но не менее 3 мм).
- Шов необходимо производить по методу прихвата либо от середины к краям.
В иных случаях боле разумным и простым будет использование стыковых швов с усилением их листами-подкладками.
Смещенное соединение
Такая сварная конструкция производится несколькими сварщиками и применяется для объединения швеллеров с различными геометрическими размерами. Сварку начинают с мест, имеющих более толстый металл.
Соединение встык производят, руководствуясь стандартными нормами, а угловые соединения требуется производить синхронно двумя сварными (от края к середине). Продольные швы нельзя накладывать до конца балки. Это расстояние зависит от соединяемых материалов и площади полки проката.
Для углеродистых сталей данное расстояние приравнивается к ширине полки, а для легированных металлов приравнивается к двукратной ее ширине.
Рекомендуем! Ручная дуговая сварка в среде аргона
При сборе металлоконструкций различной степени сложности и конфигурации используются выше перечисленные нами методы и типы сваривания швеллеров. Любая металлоконструкция может быть разбита на отдельные небольшие самостоятельные узловые соединения, в которых будут применимы вышеописанные методы.
[note]Самым прочным способом соединением среди всех видов считается соединение равнополочного проката с параллельными полками.[/note]Любая сварка швеллеров или двутавров требует соблюдения заранее определенного ряда действий и точного порядка проведения монтажных работ.
Сборку любой металлоконструкции всегда нужно начинать с середины и продвигаться к краям, одновременно сварку начинают со швеллеров имеющих более толстый профиль металла.
При компоновке не рекомендуется размещать сварные швы близко друг к другу, данные места лучше укреплять применяя подкладные листы из металла и вспомогательные усилительные конструкции.
Любой сварной шов сам по себе уменьшает прочность всей металлоконструкции на 5-7 процентов, хотя материал сварного шва обладает более лучшими прочностными характеристиками, чем материал основной детали. Сварочный режим и быстрота наложения сварного шва напрямую зависит от выбранного вами вида соединения, но наилучший при работе ручной электросваркой считается 20 м/ч.
Чтобы создать отличное прочное соединение необходимо перед сваркой хорошо зачистить места будущих соединений, и обработать кромки согласно рекомендациям ГОСТа. Полосы укрепления после приварки встык нужно размещать только снаружи швеллеров. Сварка во внутренних углах швеллера приведет к ослаблению всей конструкции, поэтому проводить работы во внутренних углах узла не желательно.Сварка швеллеров: способы стыковки, как варить швеллера
Сварка швеллеров: виды и способы, как варить швеллера
Швеллер — это популярный на сегодняшнее время металлопрокат, который используется для строительства всевозможных конструкций.
Для соединения швеллеров чаще всего применяется сварка, поскольку именно она способна обеспечить требуемую надежность металлоконструкции.
Однако, при несоблюдении технологии сварки швеллеров, может произойти её ослабление.
Именно по этой причине к сварке швеллера предъявляются особые требования. В данной статье сайта про ММА сварку mmasvarka.ru будет рассмотрена технология сварки швеллеров, которая включает в себя различные нюансы, например, виды стыковки, алгоритмы осуществления сварочных работ, а также другие нюансы.
Сварка швеллеров: электроды и способы соединения
Соединение швеллеров может быть осуществлено как газовой сваркой, так и электросваркой. Что касается ручной дуговой сварки, то для соединения такого металлопроката как швеллер, следует отдавать предпочтение только качественным и проверенным временем электродам. Одними из таких, являются электроды УОНИ, которые как раз и предназначены для сварки серьезных металлоконструкций.
Когда осуществляется сварка швеллеров электродами УОНИ, следует учитывать такие особенности проведения работ:
- Рекомендуется варить швеллера внахлёст;
- Перед использованием электродов УОНИ, их рекомендуется прокалить перед работой в специальной печи, не менее одного часа при температуре в +250 градусов;
- Варить швеллера без маломальского опыта не рекомендуется;
- Обязательно нужно надлежащим способом подготовить место соединения швеллера, очистить его от грязи и ржавчины;
- Для сварки швеллеров необходимо выдерживать короткую дугу средней мощности, а варить швеллер, лучше всего используя для этих целей сварку на постоянном токе и с обратной последовательностью.
Также следует понимать, что металлоконструкция из швеллеров, сваренная электродами УОНИ не должна подвергаться в процессе эксплуатации температурам ниже сорока градусов.
Способы сварки швеллеров между собой
Рассмотрим самые популярные способы сварки швеллеров между собой. Ну а те начинающие сварщики, кого интересует вопрос, в чем отличие электродов УОНИ от МР-3, могут получить информацию в предыдущей статье на канале. Самыми ходовыми способами соединения швеллеров между собой, являются: сварка встык, с накладками, внутрь, смещённое соединение.
Сварка швеллера встык — данный способ используется преимущественно для конструкций, которые не будут подвергаться чрезмерным нагрузкам в процессе эксплуатации. Способ соединения швеллера встык, предполагает хорошую толщину провара с тыльной или лицевой стороны швеллера.
Сварка швеллера с накладками — для этих целей используется специальная накладка из металла, которая располагается с той же стороны, что и сварочный шов. При этом между двумя швеллерами делается минимальный зазор в 5-8 мм.
Соединение швеллера вовнутрь — прибегают к данному способу соединения швеллеров, как правило, в том случае, если нужно собрать усиленную пустотелую балку. Сварочный шов выполняется согласно ГОСТу, с образованием небольшого зазора или же с разделением кромок.
Смещённое соединение швеллера — наиболее сложный способ, для осуществления которого требуется сразу два электросварщика.
Сварной швеллер своими руками — техника, пошаговая инструкция, инструменты и материалы

Швеллер — стандартный профиль металлических элементов из черного проката. Характерная черта этой балки — п-образное сечение. При помощи него создают конструкции разных размеров для возведения малых и крупных построек.
Сами балки достаточно прочные, так что надёжность готового строения будет зависеть только от выполнения швов.
Дефекты и деформации в соединении швеллеров могут вызвать быстрое разрушение конструкции под нагрузками и влиянием природных факторов. О технологиях сварки внутрь, со смещением, с накладками и других мы расскажем в этой статье.
Виды технологии
Для соединения швеллеров применяют несколько технологий, но самая распространённая из них — электродуговая сварка.
Она простая и удобная в исполнении. Эта технология лидирует в списке методов, используемых мастерами сварки. Это из-за возможности работать с любыми сплавами и сталями при помощи различных типов электродных стержней.
Сварочные аппараты с применением электрической дуги могут быть компактными и переносными, поэтому использовать их можно для сварки на высотках и других местах, в которые трудно «доставить» другие виды оборудования.
Для сварки швеллеров подходят стержни УОНИ, так как они прекрасно справляются с соединением стальных элементов. Однако, их использование требует от мастера знание многих нюансов, и новичкам нужно будет потренироваться, чтобы приступить к работе.
Но, освоив применение УОНИ, вы точно будете довольны результатом. Перед работой их обязательно нужно прогреть в электрической печи при температуре в 200-250 градусов. Так из стержня уйдёт лишняя влага.
Металлические детали тоже нуждаются в подготовке. В любых условиях важно, чтобы места соединения не были покрыты частичками пыли или грязи, не имели дефектов и не были окрашены. Так вы защитите шов от деформаций.
Не рекомендуем использовать переменный ток и прямую полярность — они не подходят для профиля сварных швеллеров. Кроме того, саму дугу лучше укоротить. Низкая температура не критична для электро дуги, но не должна быть ниже -35-40 по Цельсию.
Распространенные соединения
Ниже представлены самые популярные соединения сварных швеллеров.
Использование накладок
В отличие от стыковой, сварка с накладками может стать основой прочной конструкции. В её случае даже расстояние между сварными швеллерными балками может быть больше — вплоть до восьми мм. Разместите накладку с той стороны, где будет сварной шов.
Ширина и плотность накладок напрямую зависят от ширины сечения швеллера: чем толще сама балка, тем тоще должны быть и накладки для неё. Последние обязательно провариваются с изнаночной и внешней сторон.
На что обращать внимание при выборе накладки? Лучше всего иметь точные размеры швеллера, но можно и прикинуть примерно. Длина накладки будет равна длине швеллера, делённой на пять.Её толщина в идеальном случае будет такой же, как и толщина балки. Но учтите, что накладки нужны с обеих сторон соединения, причем та, что снаружи — обязательно большей длины.
Соединение внутрь
Часто сварные швеллерные балки соединяют боковыми частями -«полками» — вовнутрь. Этот метод похож на стыковой, но в его случае промежутка между элементами не оставляют совсем (или оставляют, но незначительный).
Это сложный шов, и изучать его технику лучше, когда вы уже знакомы с предыдущими.
Для подготовки деталей не рекомендуется использовать болгарку. Из-за неё конструкция будет неустойчивой. Лучше возьмите шлифовальный круг. Приложите швеллеры друг к другу плотно, улучшите их устойчивость столярными струбцинами.
Можно разделить кромки, как при сварке встык, но небольшое расстояние не критично. Тут сваривать нужно так же — от центра к краю.
Эта технология требует безукоризненных условий. Сложные для доступа места обработать не получится, так как вертикальное или угловое положение соединения не даст вам сделать правильный сплошной шов.
Не пытайтесь экспериментировать с этим соединением — так вы только потратите время и расходники. В «экстремальных» условиях «возьмите» соединение встык или с накладками.
Метод не популярный из-за большого количества правил. Но, если вы в любом случае свариваете балки горизонтально, используйте именно его. Так шов будет плотным, без зазоров, а вся конструкция — устойчивой.
Со смещением
Соединение со смещением сложно выполнить в две руки. Оно довольно сложное. На стройках и производстве его используют несколько людей одновременно.
Смещение нужно тогда, когда соединять нужно целые комплексы из сварных швеллеров. Также оно помогает, когда балки разного размера.
Шов начинают с того места, где деталь толще. Смещенная сварка — это объединение разных соединений: стыкового, углового, продольного.Последний, например, нельзя доводить до конца стыка, в создании углового принимают участие как минимум два мастера, и только со швом встык нет особых проблем нет.
Примечание
В конструкции можно использовать не один вид соединения. Рассчитайте нагрузки, которые она будет испытывать, так вы сможете понять, где какой шов нужен.
Место, на которое приходится большой вес, обработайте с помощью накладок, а то, где не важна устойчивость — встык. Так вы сэкономите время и материалы. Все методы, о которых мы рассказали, подходят для скрепления швеллерных балок в любом случае.
Главное — учитывайте последовательность этапов сварки. Нельзя вразброс выполнять подготовительные работы, делая зачистку после разделки кромок, например. Технология всегда предполагает, что зачистка — первое, что вы должны сделать, приступая к работе.
Если вы не будете обращать на это внимание, результат работы будет не самым приятным. Ознакомьтесь с ГОСТами для сварочного процесса — они хорошо описывают шаги.
Мы рекомендуем начинать сварку с той части сварного швеллера, которая толще. Ведите дугу от центра стыка к краям швеллеров. Даже если соединение выполнено правильно, смотреть на него нужно как на деформацию.
Это логично, так как обработка и плавка стали уменьшает её прочность. Работая, старайтесь делать так, чтобы прочность падала всего на 2-3 процента от начальной.
Такое восприятие поможет вам работать внимательнее и на выходе получить нужную металлоконструкцию.
Скорость, сила тока и напряжение индивидуальны для балок разных размеров. Эти параметры, так же, как и тип электрода, выбирайте в зависимости от вида стали, из которой изготовлен швеллер.
Скорость, с которой формируется соединение, тоже может быть разной, но чаще всего она составляет примерно двадцать метров в час.
Заключение
Кажется, что создание массивных конструкций из сварного швеллера — задача сложная. Это не так, она лишь имеет свои нюансы.
В основном важны лишь две детали — точное совмещение балок перед варкой и соблюдение методики.
Последнее касается любого типа сварки и соединения. В любом случае, одна лишь теория не поможет вам совершенствоваться. Наш основной совет — практикуйтесь как можно чаще, и вы достигнете того уровня, к которому стремитесь!