Сварка двутавровых балок между собой встык
Технология соединения двутавров
Двутавр, он же двутавровая балка – один из самых востребованных в строительстве видов металлопроката.
Его геометрия позволяет выдерживать большие продольные и поперечные нагрузки, поэтому двутавр широко применяется при монтаже металлоконструкций, в том числе, и ответственных.
Однако, независимо от варианта использования, прочность итогового металлокаркаса зависит не только от параметров и характеристик самого проката, но и от правильности и метода его соединения между собой.
Методы соединения двутавровых балок
Их монтаж может производиться двумя способами: сваркой или болтовым соединением. Правильно произведенная сварка позволяет получить прочную, надежную конструкцию, но в ряде случаев могут использоваться и болтовые или клепочные соединения, поскольку сам по себе сварной шов является местом концентрации напряжений в конструкции.
Сварка двутавра
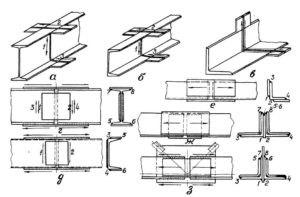
Сварка может использоваться в двух ситуациях: соединении двутавра встык при необходимости удлинения балки (например, при монтаже пролетов) или при перекрестном креплении второстепенной балки к основной. Сварка встык производится двумя способами.
Через прокладку
Между концами расположенных в одной плоскости двутавров помещается стальная пластина, по размерам выходящая за границы их профиля. Приварка пластины осуществляется угловым швом с двух сторон. Таким же способом может производиться монтаж проката с разными размерами.
Среди преимуществ: относительная простота – необходимо лишь соблюсти прямизну продольной оси, и высокая скорость монтажа, поскольку выполнять предварительную разделку кромок не требуется.
С накладками
Для дополнительного усиления места соединения могут применяться накладки. Для этого кромки стенки (основания) и полок предварительно скашиваются для обеспечения качественного провара. Прокат проваривается по периметру с соблюдением прямизны продольной оси.
На верхнюю и нижнюю плоскость полок, а также на боковины стенки струбцинами крепятся накладки из листовой стали. Их форма может быть прямоугольной или, для большего удобства, ромбовидной с обязательным соблюдением симметричности формы относительно продольной оси.
Заключительный этап – обварка накладок по периметру.
Оба способа используются лишь в тех случаях, когда конструкция является неответственной, а нагрузка на место соединения будет незначительной.
Сварка с второстепенной балкой
Этот метод соединения двутавра используется при возведении перекрытий и несущих конструкций, при этом, несмотря на заметно большую прочность и надежность, выполняется он почти так же просто, как и предыдущий.
В верхней полке основной балки производятся вырезы в форме равностороннего треугольника, к нижней полке приваривается накладка. Верхней полке дополнительной балки придается форма треугольника, соответствующая форме вырезов в основной. Ее нижняя полка срезается на длину, равную расстоянию до стенки основного двутавра.
Монтаж всей конструкции производится поочередно: сначала монтируются основные двутавры, затем к ним пристыковываются и привариваются дополнительные.
Болтовое соединение
Этот метод, в отличие от предыдущего, является разъемным, поэтому используется, в основном, там, где может потребоваться демонтаж конструкции. Производится с помощью накладок. Практически аналогично болтовому – соединение на заклепках, но демонтаж части конструкции в этом случае требует разрушения крепежа.
Плюсы:
- Простота сборки – особой квалификации от рабочего не требуется.
- В месте крепления отсутствуют остаточные напряжения, свойственные сварному шву.
- Проверка качества места соединения гораздо проще, чем проверка качества сварки.
- Устойчивость к ударным нагрузкам и вибрациям.
Недостатки:
- Необходимость периодической проверки болтовых соединений и их подтяжки, что в определенных случаях достаточно сложно или и вовсе невозможно.
- Больший расход металла и трудоемкость работ.
- Постепенный износ соединений из-за коррозии болтов.
В целом, технология соединения двутавров с помощью болтов практически полностью аналогична сварке с накладками. Дополнительно требуется лишь соблюдать:
- Расстояния между центрами отверстий – они должны быть не менее 3 диаметров заклепок.
- Размеры головок болтов и гаек – расстояния между ними должны быть достаточны для удобства работы инструментом.
Как уже отмечалось выше, в строительстве используются оба варианта. Выбор в сторону одного из них всегда основывается на дополнительных требованиях к надежности конструкции и условиях ее эксплуатации.
- Выбор профнастила для кровли В одной из предыдущих публикации мы детально рассказали о том, как …ЧИТАТЬ ДАЛЕЕ
- Сортамент гладкой арматуры и ее применение Сталь…ЧИТАТЬ ДАЛЕЕ
- Правильное крепление профлиста на крышу Профлист, он же профилированный лист или профнастил, в последние го…ЧИТАТЬ ДАЛЕЕ
- Гнутый стальной уголок: ГОСТ, виды, применение Гнутый стальной уголок – не самый популярный, но все же доста…ЧИТАТЬ ДАЛЕЕ
- Расчет веса стального шестигранника Стальной шестигранник – одна из разновидностей сортового прок…ЧИТАТЬ ДАЛЕЕ
- Сталь профнастила и варианты защитных покрытий Профнастил, он же профлист, пользуется достаточно высоким спросом в…ЧИТАТЬ ДАЛЕЕ
- Стальной рифленый лист: стандарты, виды, размеры, вес, использование Рифленый лист – разновидность листового металлопроката, отлич…ЧИТАТЬ ДАЛЕЕ
- Доставка, приемка и правильное хранение арматуры Стальная арматура является незаменимым атрибутом практически любого…ЧИТАТЬ ДАЛЕЕ
- Монтаж профильной трубы: способы и необходимые принадлежности Профильная труба – один из самых удобных вариантов металлоп…ЧИТАТЬ ДАЛЕЕ
- Виды и использование сварной сетки Сварная сетка – это «полотно», сформированное из …ЧИТАТЬ ДАЛЕЕ
- Виды труб для водопровода. Какие выбрать? Что учесть при монтаже? Широкий ассортимент – палка о двух концах. С одной стороны он…ЧИТАТЬ ДАЛЕЕ
- Соединение швеллеров: способы и методика За счет своей формы, имеющей перпендикулярные ребра жесткости, швел…ЧИТАТЬ ДАЛЕЕ
- Стальная полоса как элемент заземляющего контура С ростом количества разнообразной потребительской электроники в каж…ЧИТАТЬ ДАЛЕЕ
- Сравнение стальной и композитной арматуры С появлением более современных синтетических материалов металлическ…ЧИТАТЬ ДАЛЕЕ
- Особенности использования швеллера при обвязке фундамента Швеллер – это одна из разновидностей фасонного проката, отлич…ЧИТАТЬ ДАЛЕЕ
- Когда и зачем нужно использовать металлические трубы для прокладки кабелей и проводов Трубный прокат имеет достаточно обширное применение, в том числе ис…ЧИТАТЬ ДАЛЕЕ
- Проверка качества и герметичности сварного шва труб и конструкций К монтажу металлопроката предъявляются достаточно жесткие требовани…ЧИТАТЬ ДАЛЕЕ
- Расчет веса вязальной проволоки Расчет веса проволоки, в основном, может потребоваться в двух ситуа…ЧИТАТЬ ДАЛЕЕ
- Что лучше, швеллер или двутавр? Какой прокат прочнее? Двутавр и швеллер можно считать одними из самых популярных разновид…ЧИТАТЬ ДАЛЕЕ
- Технология соединения двутавров Двутавр, он же …ЧИТАТЬ ДАЛЕЕ
- Характеристики и применение просечно-вытяжного листа Ассортимент производимых металлоизделий, даже без учета типоразмеро…ЧИТАТЬ ДАЛЕЕ
- Инструкция о порядке приемки продукции по количеству П-6 Утверждена постановлением Госарбитража при Совете Министров СССР от…ЧИТАТЬ ДАЛЕЕ
- Сварочные электроды УОНИ: особенности, характеристики, использование Современный рынок предлагает широкий выбор различной продукции для …ЧИТАТЬ ДАЛЕЕ
- Металлоконструкции Современный индустриальный пейзаж нево…ЧИТАТЬ ДАЛЕЕ
- Коррозия металла Коррозия металла, в простонародье называемая ржавчиной, – это распа…ЧИТАТЬ ДАЛЕЕ
- Метизы на все случаи жизни Строго говоря, термин «метизы» (аббревиатура от «…ЧИТАТЬ ДАЛЕЕ
- Металлопрокат — материалы и технологии Металлопрокат — это строго говоря, тот самый материал который опред…ЧИТАТЬ ДАЛЕЕ
- Профнастил для всех Профнастил…ЧИТАТЬ ДАЛЕЕ
- Технология резки металла лазером …ЧИТАТЬ ДАЛЕЕ
- Колючая проволока для войны и мира Для современного человека колючая проволока — предмет накрепко ассо…ЧИТАТЬ ДАЛЕЕ
- Рубка металла: от зубила до станка Рубка металла – один из основных способов металлообработки, п…ЧИТАТЬ ДАЛЕЕ
- Спецсталь: состав, изготовление, обработка Новые отрасли промышленности, бурно развившиеся во второй половине …ЧИТАТЬ ДАЛЕЕ
- Инструкция о порядке приемки продукции по качеству П-7 Утверждена постановлением Госарбитража при Совете Министров СССР от…ЧИТАТЬ ДАЛЕЕ
- Бесшовные трубы — производство и применение …ЧИТАТЬ ДАЛЕЕ
- Как марка стали бесшовных труб влияет на их применение Использование любой разновидности металлоизделий зависит сразу от н…ЧИТАТЬ ДАЛЕЕ
- Пробивка отверстий в металле: особенности технологии Пробивка отверстий в металле является одним из методов перфорации. …ЧИТАТЬ ДАЛЕЕ
- Проволока гост 3282-74 Стальная проволока — самое простое и широко известное изделие из м…ЧИТАТЬ ДАЛЕЕ
- Порошковая окраска металлических изделий Окраска для металлических изделий — процедура совершенно необходима…ЧИТАТЬ ДАЛЕЕ
- Что такое сортовой металл, и чем он отличается от других Всю массу выпускаемого производителями металлопроката можно раздели…ЧИТАТЬ ДАЛЕЕ
- Металлическая сетка — виды и производство Металлические сетки — один из наиболее востребованных видов стальны…ЧИТАТЬ ДАЛЕЕ
- Профильная труба – материалы, производство, применение Трубный металлопрокат предназначен не только для создания трубопров…ЧИТАТЬ ДАЛЕЕ
- Зачем нужна стальная двутавровая балка? …ЧИТАТЬ ДАЛЕЕ
- Катанка и проволока — производство и использование Проволока — один из самых востребованных видов изделий из металла. …ЧИТАТЬ ДАЛЕЕ
- Типы и марки сварочных электродов Сварка металлов при помощи вольтовой дуги появилась в XIX веке и ст…ЧИТАТЬ ДАЛЕЕ
- Способы цинкования металла Железо и сталь — это материал из которого изготовлен скелет совреме…ЧИТАТЬ ДАЛЕЕ
- Производство и характеристики двутавровой балки …ЧИТАТЬ ДАЛЕЕ
- Сварные трубы – технология, применение, достоинства ХХI век – это век трубопроводов. Труб для нефте- и газотранспортных…ЧИТАТЬ ДАЛЕЕ
- Сортамент металлопроката: основные виды, определения и ГОСТы Сортамент металлопроката, выпускаемого современной промышленностью …ЧИТАТЬ ДАЛЕЕ
- Швеллер — использование и нагрузка Швеллер — это один из видов фасонного стального проката. В поперечн…ЧИТАТЬ ДАЛЕЕ
Преимущества работы с нами Заказ на любой металл будет доставлен в день заказа, если ваш заказ поступил до 12:00 Отсрочка оплаты нашим постоянным клиентам Комплектуем в одну машину весь созданный заказ Сертификаты качества на весь наш металл Даем профессиональную консультацию по выбору Отгрузка металла 24/7 (круглосуточно, без выходных) Выполним, черновую обработку, резку в размер, рубку металла, оцинковку труб, сетки Размотаем рулоны, отмотка Х/К и ОЦ рулонов, продольная и поперечная резка Изготовим, трубные заготовки до 2х метров, пластины, косынки Выполним, нестандартные операции гибки швеллера и другого проката в короткие сроки Широкий ассортимент в наличии на складе Любой вид продукции у нас можно купить от одной штуки Быстрая доставка 7 дней в неделю по всей России Пропуска на въезд в ТТК и Садовое кольцо
Стыковка балок двутаврового сечения ГОСТ
При строительстве многоэтажных зданий промышленного и гражданского назначения с большими пролетами, колоннами, массивными фермами используют двутавровые балки. В процессе монтажа их требуется стыковать друг с другом и другими строительными элементами.
Монтажные стыки двутавровых балок, которые должны быть практически равнопрочными с телом металлопроката, выполняются сваркой или с помощью крепежных элементов.
На строительной площадке изготавливать их сложнее, чем в заводских условиях, из-за необходимости четкого позиционирования и усиления стыковочных узлов.
Особенности стыкования двутавровых балок
Основной вариант использования фасонного проката с сечением Н-образной формы – в качестве элементов балочных клеток. Соединение балок в таких конструкциях осуществляется в горизонтальной плоскости или опиранием сверху.
В месте опирания для конца двутавра создают опорные ребра жесткости. Они служат для распределения и передачи нагрузки от двутаврового проката – опоре.
Особенности выполнения сварных соединений
Надежным способом создания узлов стыковки балок с двутавровым профилем является сварка. При выполнении сварки встык обязательно проводится контроль качества шва. Чаще всего для повышения надежности узла используют усиливающие накладки.
Один из вариантов удлинения двутавровой балки – приварка профильного проката с двух сторон к прокладке по периметру двутаврового профиля. Разделка кромок не требуется.
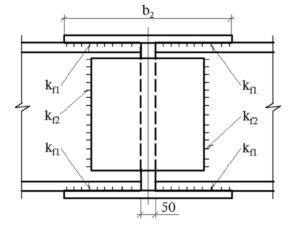
Второй способ – соединение двутавровых балок встык с последующей наваркой четырех укрепляющих накладок, подбор формы которых зависит от положения двутавра в пространстве. Накладки приваривают на каждую полку и на каждую сторону стенки.
Этапы производства работ:
- На кромках двутавра изготавливают скос, обеспечивающий хороший провар шва.
- Готовят накладки из листовой стали. Укрепляющие элементы прямоугольной формы, привариваемые на полки, должны иметь ширину полок, на стенку – высоту стенки.
- Накладки укладывают на шов, приваривают их по периметру, прижимая с помощью струбцины. Для удобства проведения работ накладки на стенку делают ромбовидными. Главное требование – накладка должна иметь форму, симметричную относительно продольной оси двутавра.
Сварка двутавровых балок с использованием накладок и прокладок применяется для создания конструкций, не подвергаемых значительным нагрузкам.
Это связано с тем, что швы, по которым привариваются эти укрепляющие элементы, являются концентраторами напряжений. Еще одна проблема сварных швов – быстрое старение.
Для борьбы с этим негативным явлением применяют грунтовочные составы.
Сварку выполняют при зафиксированном положении балок. Для этого их укладывают на жесткие основания, чаще всего – на специализированные стеллажи-фундаменты.
Особенности выполнения болтовых соединений
Для определения способа, как правильно стыковать элементы конструкции из двутавра, необходимо точно знать особенности эксплуатации объекта.
Разъемный вид стыкования двутавровой балкиобычно применяется при монтаже конструкций, которые планируется несколько раз демонтировать и монтировать вновь.
Выполняется с использованием накладок, имеет преимущества и недостатки.
Плюсы болтового соединения
- Относительная простота сборки, которую могут выполнить рабочие с невысоким уровнем квалификации.
- Отсутствие остаточных напряжений, имеющихся в сварном шве.
- Более простые мероприятия по проверке качества соединений, по сравнению с проверкой сварного шва.
- Отсутствие необходимости привлечения к работе квалифицированных сварщиков.
- Стойкость к ударным и вибрационным нагрузкам. Однако в сложных эксплуатационных условиях может потребоваться периодическая подтяжка крепежа.
Недостатки этого метода – более высокая (по сравнению со сваркой) трудоемкость и металлоемкость из-за необходимости использовать дополнительные усиливающие элементы, постепенное коррозионное разрушение крепежа, изготовленного из «черных» сталей.
Комбинированное стыкование двутавровых балок
Для создания крупногабаритных пролетов применяют способ комбинированного соединения двутавров, сочетающий стыкование на болтах и сварку. Порядок проведения работ:
- соединение балок с помощью накладок и резьбового крепежа из высокопрочной стали;
- сварка поясов;
- закрытие технологических окон с помощью накладок и прокладок.
Стыковка двутавровых балок, 5.0 из 5 — всего : 3
Ту на изготовление сварной балки, сварка металлоконструкций
1.1 Настоящие технические условия распространяются на стальные сварные двутавровые балки, предназначенные для строительных конструкций различного назначения, и устанавливают общие требования при их изготовлении.
1.2 Для оформления заказа заказчик должен предоставить изготовителю следующие
данные о балках:
— обозначение технических условий или стандарта;
— объем поставки (теоретическая и/или фактическая масса);
— группа конструкций по СНиП II-23-81;
— марка стали;
— номер балки по техническим условиям;
— длина балки;
— дополнительные требования (катет шва наличие полного провара поясных швов и др.).
1.3. Технические условия разработаны на основании:
— ГОСТ 23118-99 Конструкции стальные строительные. Общие технические условия.
— СНиП II-23-81 Стальные конструкции.
— ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.
— ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные.
— ГОСТ 26020-83 Двутавры стальные горячекатаные с параллельными гранями полок. Сортамент.
— СТО АСЧМ 20-93Прокат стальной сортовой фасонного профиля. Двутавры горячекатаные с параллельными гранями полок. Технические условия.
— СП 53-101-98 Изготовление и контроль качества стальных строительных конструкций.
1.4. Технические условия устанавливают требования к качеству исходных материалов, к технологии сборки и сварки при изготовлении сварных балок, а также способам контроля качества сборочных и сварочных работ, нормам браковки сварных соединений, оформлению сопроводительной документации.
1.5. Технические условия действуют совместно с нормативными документами, указанными в рабочих чертежах на сварные балки и должны соответствоватьтребованиям рабочих чертежей КМД, утвержденных в установленном порядке.
1.6. Выдача должностными лицами указаний или распоряжений, принуждающих подчиненных нарушать требования настоящих технических условий, является грубейшим нарушением должностных обязанностей.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1.Проектная документация.
2.1.1. Используемая проектная документация должна быть рассмотрена и принята к производству работ в установленном порядке.
2.1.2. Все изменения в проекте (чертежах) в период производства работ должны быть согласованы с организацией, разработавшей проект.
2.1.3. В чертежах должны быть указаны:
— все размеры, необходимые для изготовления;
— условия и параметры испытаний;
— вид и объем контроля сварных соединений;
— спецификация листа и деталей, с указанием количества и массы, марки стали;
2.2. Материалы.
2.2.1 Балки стальные сварные двутавровые изготавливаются из горячекатаного проката,
поставляемого в листах по ГОСТ 19903, из стали:
— углеродистой общего назначения и низколегированной толщиной 6 мм и более – по ГОСТ 27772;
— углеродистой общего назначения толщиной 6 мм и более – по ГОСТ 14637;
— низколегированной толщиной 6 мм и более – по ГОСТ 19281.
Марка, категория качества, класс прочности стали указываются в заказе.
2.2.2. Качество материалов должно быть подтверждено сертификатами завода-изготовителя.2.2.3. При отсутствии сертификата или неполноте сертификатных данных применение материала может быть возможно только после проведения испытаний и соответствия всех свойств требованиям нормативного документа.
2.2.4. Каждый лист штучной поставки или пакет листов должен иметь маркировку или бирку с четким указанием данных:
— завод-изготовитель;
— товарный знак;
— номер стандарта или технических условий;
— размер листа;
— марка материала и номер плавки;
— масса пакета.
2.2.5. Материалы для сварки (сварочная проволока, электроды, флюс, углекислый газ
и/или газовые смеси) должны применяться в соответствии со СНиП II-23 и обеспечивать значения временного сопротивления металла сварного соединения не ниже чем у основного металла.
2.2.6. На поверхности листа не допускаются плены, трещины, рванины, закаты.
Сортамент сварной балки выпускаемый ООО «ЧЗСБ» — аналог сечения по СТО АСЧМ 20-93
3. ИЗГОТОВЛЕНИЕ СВАРНОЙ БАЛКИ
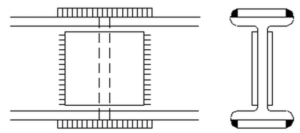
3.1. Поперечное сечение балки должно соответствовать рисунку 1.
Н – высота балки; h – высота стенки балки; s – толщина стенки;
Сварная двутавровая балка: изготовление, сварка между собой
Для нынешней металлургии весьма важны сварные технологии, особенно тогда, когда нужно создание высокопрочной и тяжелой металлоконструкции.
Более того, операция сварки ускоряет рабочий процесс, а также для осуществления сварки нужно не так уж и много оборудования, поэтому ее можно считать весьма экономичной.
Именно по этим причинам в последнее время производство сварных балок увеличилось в несколько раз.
О новой технологии частного домостроения
Сегодня производство сварных двутавровых балок запущено по всей стране, и востребовано даже в частном домостроении. А всему этому виной новые дизайнерские и архитектурные решения! Их современные объемные планировочные проекты требуют особого качества несущего каркаса и надежного перекрытия, которое будет наиболее эффективным при больших пролетах – от 7 метров.
Вы наверняка, замечали насколько загородные коттеджные дома и подобные им постройки по своему только внешнему виду отличается от исконно русской избушки.
А вот теперь представьте, насколько отличается их архитектура и принципы строительства! Вот почему стальные двутавровые балки сегодня стали активно применяться для перекрытия пролетов от 4 до 18 м, а для их производства используется как углеродистая, так и низколегированная сталь, которая гарантирует нужные качества и прочность.
Для изготовления таких балок даже существует свой ГОСТ и необходимые сертификаты.
Касательные напряжения у них принимаются сплошными стенками, а сжимающие и растягивающие напряжения равномерно распределяются по длине.
Чтобы вам было более понятно, роль у такой вертикальной стенки по сути та же, что у зигзагообразной решетки в металлической ферме. Хотя на первый взгляд такие балки не выглядят слишком прочными или монолитными:
Из какого материала и как изготавливаются балки?
Для строительных работ используются перекрытия, которые различаются по материалу и виду изготовления:
- Деревянные. Делятся на цельнобрусовые и комбинированные (склеенные из ДВП, фанеры и дерева).
- Металлические. Бывают трех классификаций: выполнены способом горячего литья уже готовой формы, сваркой отдельных частей и особые кровли из легких металлов для спортивных, концертных и выставочных сооружений.
- Железобетонные. Производятся либо в промышленных условиях с непременной вставкой арматуры, либо способом литья сразу на строительной платформе.
Что собой представляет сварной двутавр?
По своему типу сечения двутавровые металлические балки сегодня принято делить на прокатные или составные, которые называются еще сварными. Сварная двутавровая балка – это особый вид фасонного металлического проката в форме наклонного или горизонтального бруса. Изготавливают ее сегодня из углеродистой и низколегированной стали, обязательно высокого качества.
Давайте перечислим основные преимущества двутавровых сварных балок:
- Перекрывают большие пролеты со значительным нагрузками.
- Идеально перераспределяют горизонтальные и вертикальные нагрузки.
- Прекрасно работают на изгиб благодаря жесткости профиля балки.
- Не горят и не теряют свою несущую способность при нагревании даже достаточно высокими температурами.
- Устойчивы к биологическим воздействиям.
- Отлично подходят для строительства конструкции быстровозводимых зданий.
- Позволяют значительнее снизить массу всей конструкции, по сравнению с горячей корнями.
- Изготавливаются также с полностью ассиметричным сечением.
Вот почему такие сварные балки используются сегодня и в строительстве жилых домов, и для промышленных комплексов, и даже для мостов и тоннелей.
Казалось бы, что такая балка будет слишком тяжелой для частного домостроительства, но на самом деле применение стальных двутавров позволяет в итоге сократить общий вес несущих конструкций.
Но помните, что в отношении к перекрытию из сварных стальных двутавров существуют свои строгие требования:
Виды
Наиболее часто в строительстве используются сварные двутавры следующих видов:
- Для перекрытий и подвесных путей. Профиль сечения имеет короткие стенки по отношению к главному ребру.
- Для укрепления шахт. Стенки больше, чем главное ребро;
- Обычной ширины, стенки равны ребру, используются для вертикальных опорных конструкций: колонн, пилонов и т.п.
Типы двутавровых балок в зависимости от основных размеров.
В зависимости от точности изготовления балки подразделяются на продукцию обычной точности и высокоточную.
Преимущества сварного метода производства балок
Сегодня металлические двутавровые балки для строительной сферы изготавливают двумя основными способами: горячекатным и сваркой. Сварная двутавровая балка обладает большими преимуществами по сравнению с прокатной.
У нее и прочностные характеристики лучше, а масса при этом ниже на целых 30%. И все благодаря тому, что расчет сварной двутавровой балки предполагает грамотное сочетание разных марок стали.
Вот почему сварная балка в промышленном изготовлении получается дешевле, чем горячекатаная.
Также по себе сварка как метод хороша тем, что при помощи нее балки из металла можно делать самых разных размеров, даже высотой до 4 метров и более, а ведь это все невозможно провернуть с горячекатными балками. Кроме того, только таким методом реально изготовить балку с разной шириной по всей длине.
Зачем создавать балки с переменным сечением, спросите вы? Дело в том, что такие балка куда более экономна, чем полки с постоянным профилем.
Ведь даже человек, который далек от строительства понимает, что в разных местах балки после ее монтажа должно будет воздействовать разное напряжение: где-то она почти не нагружена, а где-то работает на износ.
Вот в таких «важных» местах ее делают потолще, а где можно – рационально экономят на материале.Кроме того, если мы говорим конкретно о сварной балке, то для ее изготовления задействуют самые разные сорта стали. Этот прием позволяет уменьшить металлоемкость.
Почти вся балка состоит из обычной стали, а самая ее напряженная часть – из стали повышенной прочности, а наименее напряженная – из низкоуглеродистой стали.
Благодаря всему этому стоимость балки при этом снижается на 5%, что достаточно ощутимо.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Расчет и изготовление сварного двутавра
Качественная саварка двутавровых балок для перекрытия потребует от вас большого внимания и ответственности. Вам нужно будет рассчитать все предстоящие нагрузку на конструкцию в общем и на места соединения сами балок.
На одно только проектирование и планирование двутавровых металлических сварных балок уходит очень много времени. А поэтому мы рекомендуем вам ориентироваться на габариты и предназначения готовой продукции от производителей.
Современный рынок предлагает достаточно большое многообразие размеров готовых двутавровых балок со своими обозначениями и видами. Габариты балки определяют по номеру, который указывает расстояние между внешними гранями, параллельными друг другу.
Например, маркировкой К обозначает колонны и балки, которые должны выдерживать огромные нагрузки. Учитывайте, что существует также определенный вид балок, который применяется не для перекрытий, а для создания только тяжелого оборудования и машин. У таких балок свои нормативы изготовления и свойства.Для меньших нагрузок подходят широкополочные конструкции. И прочность таких балок будет напрямую зависеть от длины, формулы поперечного профиля, задействования сырьевой базы и способов изготовления, т.е. технологии металлопроката. Вот стандартная сварная балка для частного домостроения:
Вот параметры стальных сварных двутавров для изготовления таких балок:
Как самостоятельно сварить балку?
Если у вас есть уже какое-либо опыт работы с подобным материалом, и вы хотите изготовить сварные балки для строительства своего дома самостоятельно, в качестве основы вам понадобится легированный стальной лист.
Горячекатный метод изготовления в домашних условиях довольно сложен, поэтому вам действительно больше подойдет сварной.
Это ответственная задача, поэтому если у вас есть возможность, рациональнее сразу пригласить опытного сварщика.
После того как будут готовы отдельные элементы, произведите сборку конструкции выбранным методом сварки. Сначала вам нужно будет установить вертикальную стенку и закрепить ребра жесткости и придавить все хомутами. Готовую балку обязательно нужно защитить специальным покрытием, чтобы в условиях агрессивной среды у нее не пошла коррозия.
Как избежать деформации?
Если допускать ошибки в процессе изготовления, то можно столкнуться с такими неприятными деформациями балки, которые в будущем значительно усложнят процесс монтажа:
Поясним подробнее. Ваша главное ваша задача при изготовлении сварных балок состоит в том, чтобы потом состыковать потом детали так, чтобы шов не работал на растяжение.
Еще учитываете такой немаловажный факт, что сама сварка дает некоторое напряжение в балке, и это не всегда заметно глазу. А поэтому желательно сразу же не приваривать к ней следующую деталь. Просто слегка выгоните шов назад, и балка будет ровной.
Сравнения: чтобы избежать каких-либо деформаций балки, особенно для обустройства междуэтажного перекрытия, в заводских условиях ее подвергают специальной обработке:
Как сваривать двутавровые балки
Стальные балки, имеющие в поперечном сечении форму двутавра, сконструированы для универсального применения в машиностроении и строительстве. При изучении характера напряжений, возникающих в нагружаемых изделиях, имеющих сплошное сечение, была выявлена неравномерность их распределения.
Были определены участки сечения деталей, имеющие наибольшие значения напряжения. В результате этого возникла идея создания изделия с такой формой сечения, где масса металла сконцентрирована в наиболее нагруженных участках. Так появилось двутавровое сечение.
Изготовление и применение
Благодаря способности выдерживать большие нагрузки на изгиб в разных плоскостях, на сдвиг и кручение, стальные двутавровые балки составляют основу несущих конструкций быстровозводимых каркасных зданий и потолочных перекрытий.
Внутрицеховые грузоподъемные механизмы (кран-балки и мостовые краны) перемещаются по направляющим, изготовленным из балок двутаврового сечения.
Изготовление двутавровых балок осуществляется двумя способами:
- методом проката цельных отливок. Такие двутавровые балки называются горячекатаными;
- электродуговой сваркой предварительно раскроенных листовых заготовок, в результате чего получают сварную сборную двутавровую балку.
Горячекатаные двутавровые балки производятся на прокатных станах металлургических предприятий. Такая технология позволяет получить цельное изделие, не содержащее швов и обладающее высокой прочностью.
Сборку и сварку двутавровой балки осуществляют на автоматических линиях. Такая балка незначительно уступает цельнокатаной по прочности, но может быть выполнена по специальному заказу, с учетом требований конкретного проекта.
Производство горячекатаной двутавровой балки осуществляется в соответствии с ГОСТ 26020-83, сварной двутавр производители выпускают по своим собственным техническим условиям (ТУ).
Технология производства
В типовом варианте, двутавровая балка получают из трех листовых заготовок: стенки и двух полок, привариваемых к её торцам под прямым углом. Изготовление осуществляется на специализированных сборочных линиях, настроенных на выпуск балки определенного размера.
Заготовки перемещаются на специальных катках и предварительно закрепляются в нужном положении зажимными устройствами, оснащенными гидравлическим или пневматическим приводом.
На зафиксированном зажимным устройством участке собираемой балки делаются прихватки сваркой по поясному шву. После этого, балка перемещается по каткам, вновь закрепляется, и сваркой прихватывается следующий ее участок.
Поясной шов проваривается окончательно после того, как вся конструкция оказывается предварительно скреплённой сварными прихватками.
Сварка тавровых соединений стенки с полками осуществляется в автоматическом режиме под слоем флюса. Процесс автоматической сварки может выполняться разными приспособлениями. Это могут быть сварочные манипуляторы, горелки которых варят, перемещаясь по заданным траекториям посредством шарнирных соединений с несколькими степенями свободы.
Также могут применяться более простые устройства типа самоходных сварочных тракторов, гораздо больше подходящих для создания прямолинейных соединений.
Еще один класс устройств, способных автоматически сваривать поясные швы двутавровых балок, это консольные или портальные установки. В их состав, кроме собственно сварочного оборудования, входит аппаратура слежения и контроля качества сварного шва, а также устройства подачи флюса и последующей очистки шва от его остатков.Такие установки осуществляют сварку под оптимальным углом, составляющим 45 °, чем обеспечивается наиболее благоприятное расположение сварочной ванны, и соответственно, высокое качество сварного шва.
Интенсивный нагрев заготовок в процессе сварки приводит к короблению полок. По этой причине процесс сборки двутавровых балок включает процедуру их выравнивания, осуществляемую на специальных машинах для исправления грибовидности.
На завершающей стадии изготовления производится фрезерная обработка торцов изделия.
Способы соединения двутавров
При осуществлении монтажа балочных конструкций выполняются сварные соединения элементов в различных сочетаниях. Среди них можно выделить типовые способы соединение двутавровых балок.
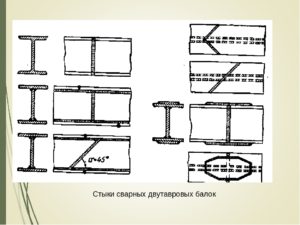
Встык
Для соединения способом «встык» свариваемые фрагменты стыкуют предварительно обработанными торцами. Обработка состоит в том, что на торцевых срезах выполняют угловые скосы для более глубокой проварки соединения.
Учитывая несущие функции двутавровых балок, их соединение не ограничивается выполнением торцевых швов. Для усиления участка стыковки обычно применяют четыре накладки – по одной на каждую из полок, и по одной на каждую из сторон стенки.
Накладки представляют собой прямоугольники из листового металла. Они накладываются поверх соединительного шва, затем привариваются по периметру. Накладки на полки делают на всю ширину полки двутавровой балки, накладки на стенку – на всю высоту стенки.
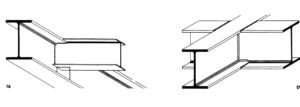
Под прямым углом
Такое соединение осуществляется между главной и второстепенной несущими двутавровыми балками каркасной конструкции, находящимися на одном уровне. В этом соединении главная балка служит опорой второстепенной.
Сварочные работы выполняются в следующей последовательности. В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.
В результате должно получиться следующее. Плотное совмещение вырезов верхних полок двутавров, стыковка торца стенки второстепенной двутавровой балки с боковой поверхностью стенки главного двутавра и прилегание среза нижней полки второстепенной двутавровой балки к полке главного двутавра.
Полученное таким образом совместное закрепление заподлицо двух перпендикулярных двутавровых балок усиливается привариваемой снизу листовой накладкой.
Сваривание двутавра со швеллером под прямым углом
Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Верхняя полка швеллера срезается род углом 45 °, на верхней полке двутавровой балки делается аналогичный по форме вырез. Нижняя полка швеллера отрезается с таким расчетом, чтобы при стыковке срез совместился с нижней полкой двутавра, а стенка швеллера уперлась в стенку двутавра. Так же, как и в предыдущем случае, соединение укрепляется накладкой снизу.
Инженерная мысль не стоит на месте. Кроме описанных технологий сварки могут применяться вновь созданные, на смену устаревающему сварочному оборудованию приходит обновленное, модернизированное или принципиально новое. Не исключено, что и традиционная сварка когда-нибудь уступит место другой технологии неразъемных соединений.
Сварка двутавровых балок между собой встык — Справочник металлиста
Любое сварное соединение ослабляет конструкцию и отдельные его узлы.
Поэтому в строительстве для уменьшения сварных соединений при повышенных нагрузках на опорные балки несущих конструкций принято использовать швеллерный и двутавровый металлопрокат.
Сварка швеллера при монтаже несущих частей конструкции представляет особую важный этап, но часто вызывает затруднения и невозможность выполнить строгие правила сваривания (ГОСТ).
Общие сведения о швеллере
Стальной швеллер представляет собой металлическое изделие, которое имеет П-образный профиль сечения.
Данная конструкция позволяет при минимальном расходе материала, металла, получить высокие конструкционные характеристики.
Способы изготовления швеллеров (гибкой на специальном станке или методом горячего проката) не влияют на выбор техники сваривания при его соединении, а только на общие прочностные характеристики.
Основные преимущества швеллера направлены на усиление отдельных узлов конструкции и заключаются:- В возможности выдерживать большие осевые нагрузки.
- В высоком сопротивлении на изгиб при центральной нагрузке.
- В возможности соединения без использования сварки.
И так же эти же преимущества являются и недостатками при сваривании швеллеров.
В настоящее время выпускается пять видов швеллеров:
- специальные;
- с полками разной величины;
- равнополочные;
- с определенным уклоном полочных граней;
- с параллельными гранями полок.
Самой большой прочности соединения можно добиться при сваривании равнополочных швеллеров с параллельными гранями полок. Они и являются самыми востребованными в сфере строительства.
Трудности соединения швеллеров
Для сборных металлоконструкций швеллера хорошо себя зарекомендовали, но мельчайшие ошибки в их соединении вызывают критичное нарушение прочности всей конструкции. Каждое сварное соединение само по себе ослабляет прочность металлоконструкции на 5-7%, при том, что металл шва имеет более высокие прочностные характеристики, чем металл основной детали.
Проблема заключается в самой техники сваривания, в правильном предварительном разогреве металла и в опыте сварщика.
Неудобное положение при сборке некоторых узлов, а так же неправильно выбранные шов приводит к тому, что околошовная зона сваривания (зона не равномерного плавления) теряет до 20% своей прочности.
Это самые уязвимые места соединения и на каждый сварной шов их два, с двух сторон. ГОСТ предусматривает самые распространенные узловые соединения, но далеко не все.
Итог:
- Всеми рекомендованными нормами по ГОСТу пренебрегать нельзя.
- Сварка швеллеров по ГОСТу гораздо прочнее, даже при условиях дополнительного усиления конструкции.
- Все дополнительные накладки после сварки между собой встык необходимо выполнять исключительно снаружи швеллеров.
- Сварка во внутренних углах швеллера только ослабляет общую конструкцию, поэтому варить во внутренних углах, как и внутри самого швеллера, не желательно.
- Сваривать можно не только по ГОСТу, так как это иногда неудобно, но и опираясь на рекомендации.
Электродуговая сварка
Особенности использования электродов и возможности подбора их по основным характеристикам делают электродуговую сварку самой предпочтительной для соединения швеллеров. Наиболее качественный шов получается при использовании электродов УОНИ, но есть некоторые особенности их использования.
Рекомендации:
- Желательно выполнять соединения внахлест.
- Работа с этими электродами требует опыта.
- Перед началом работы электрод следует прокалить в специальной печи при температуре 250 0С в течение часа.
- Металл должен быть тщательно подготовлен согласно ГОСТу.
- Для сварки необходимо использовать короткую дугу средней мощности при обратной полярности.
- Легче варить при прямой полярности, так как электрод горит медленнее, но тогда необходимо следить за сварочной ванной. Она не должна обогнать дугу.
- При таком соединении обязательно необходимо проводить проверку на внутренние дефекты.
Непосредственно режим сварки и скорость выполнения шва зависит от выбранного вида соединения, но наиболее оптимальной при ручной сварке является 20 м/ч.
Газовая сварка
При соединении швеллеров чаще всего полностью отказываются от применения кислородно-газовой сварки.
Температура нагрева и большая зона нагрева, а соответственно и еще большая околошовная непрочная зона нагрева, не способствуют выбору данного способа соединения.
Негативное термическое влияние, а так же перегрев зоны шва, приводит к возникновению ненужного внутреннего напряжения металла и к сильной деформации общей конструкции (балки).
Но газовая резка с последующей обработкой кромок и газовая сварка для исправления дефектов готовых металлоконструкций используется часто.
Распространенные варианты соединения швеллеров
Для соединения двух швеллеров между собой используют два основных варианта. Выбор варианта соединения зависит:
- от условий выполнения шва;
- от длины сварного соединения и количества сварщиков для его исполнения;
- от вида нагрузки и зоны ее влияния (чаще всего это сжатие, приложенное к середине центра сечения);
- от толщины и типа швеллера;
- от максимальной общей нагрузки на конструкцию, от необходимой прочности.
Основные типы соединений и самые распространенные металлоконструкции из швеллеров на практике получают при использовании наиболее удобного метода сваривания.
Сварка швеллеров согласно ГОСТу.
Используется электродуговая сварка (ГОСТ 11534) или сварка под флюсом (ГОСТ 15164) с электродами УОНИ. Для начала необходимо сваривать более толстые элементы — полки швеллеров, а только потом менее толстые — стенки.
Сварка встык
Используется чаще всего, так как является наиболее экономичной. Если главные критерии для соединения швеллеров — простота и скорость работы, а не качество и надежность, то стоит остановиться на таком шве.
Сварку необходимо выполнять с двух сторон с достаточной глубиной провара.
В монтажных условиях и при учете не использования такого соединения для сборки отдельных элементов конструкции допускается односторонняя сварка с подваркой корня шва.
Особое внимание на обработку кромок:
- Если толщина полок швеллера до 6 мм, то скос кромок не производится.
- При толщине полок до 12 мм скос производится под углом 300.
- При толщине полок более 12 мм скос кромок необходимо выполнить с внутренней стороны швеллера и под тупым углом. При такой толщине можно использовать V-образный и Х-образный шов.
Описание процесса сваривания встык:
- Устанавливается балка, так чтобы стенки были в горизонтальном положении.
- Проводится скос кромок согласно толщине металла.
- Устанавливается вторая балка для сварки швеллера встык с зазором до 3 мм при помощи крана.
- Выполняется прихватка швеллеров между собой точечным швом с шагом в 40 мм.
- Проверяется прямолинейность получаемой конструкции.
- Основную сварку стыка необходимо провести без перерыва, от середины стенки по направлению к полкам.
Для уменьшения и внутренних напряжений и общей деформации балок так же рекомендуется провести усиление конструкции непосредственно после монтажа балки.
Сварка с накладками
Во избежание распространенного дефекта — трещин необходимо при сваривании встык добавить и подкладки.
Зазор с обработанными кромками в собранном стыке должен быть не более 8 мм и при этом подкладка крепится со стороны свариваемых кромок.
Толщина подкладки зависит от режима сварки и толщины исходного металла. Для данного типа соединений рекомендовано использовать автоматическую сварку под флюсом.
Все накладки лучше тщательно обварить по контуру с использованием всех рекомендаций при выполнении швов внахлест. В ситуациях, когда обварить со всех сторон не получается, необходимо все зазоры заполнить антикоррозионной жидкостью.Описание процесса сращивания двух швеллеров:
- Швеллера свариваются торцами друг к другу согласно ГОСТу или с предварительной обработкой кромок.
- Изнутри сварной шов тщательно зачищается до ровной плоскости.
- Внутри швеллера приваривается первая подкладка — стальная полоса той же марки длинной равной ширине швеллера умноженной на коэффициент 5. Ширина полосы должна соответствовать ширине швеллеров (до начала округления к полкам), толщина полосы равна толщине металла конструкции.
- Полоса соединяется только швами по продольным сторонам.
- Вторая подкладка на роль ребра и приваривается по двум сторонам от полосы.
- Ребро необходимо тщательно проварить по контуру с двух сторон и обязательно приварить вплотную к полосе.