Какой полярностью варить нержавейку
Полярность при сварке нержавейки электродом
Прямая и обратная полярность при сварке инвертором (или любым другим сварочным аппаратом) задает тон всему рабочему процессу и правильный выбор этого параметра напрямую влияет на качество сварного соединения.
При обратной полярности к металлическим деталям подают «минус», а к электроду подводят «плюс». В случае с прямой полярностью все наоборот. И это всего лишь одна из нескольких особенностей, которые нужно учесть при сварке.
Но сегодня мы остановимся именно на обратной полярности.
В этой статье мы подробнее расскажем про обратную полярность при сварке. Вы узнаете, что такое обратная полярность, при каких условиях выбирается данный тип направленности тока, какое оборудование используется в работе с обратной полярностью и как настроить аппарат, чтобы выполнить работу качественно и быстро.
Общая информация
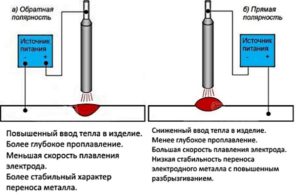
Что такое обратная полярность при сварке? Обратная полярность тока — это процесс подачи положительного электрического заряда на электрод, а отрицательного электрического заряда — на свариваемую металлическую деталь.
При этом тепло распределяется в обратной последовательности: электрод существенно перегревается, а деталь наоборот не прогревается вовсе.
По этой причине обратной полярностью при дуговой сварке пользуются в особых случаях, когда велик шанс деформировать металл при высокой температуре или требуется выполнить очень аккуратный шов. За счет воздействия высокой температуры металл легко прогревается, шов формируется быстро и ровно.
Обратная полярность просто необходима при сварке нержавейки, тонкого металла, легированной и высокоуглеродистой стали, алюминия и прочим сплавов, легко подвергающихся перегреву.Так, например, ток обратной полярности — обязательный спутник электродуговой сварки с применением флюса или сварки в среде инертного газа.
У вас просто не получится качественно наплавить металл, если вы будете использовать, скажем, аргонодуговую сварку и установите прямую полярность.
Многие новички все равно задаются вопросом, почему при некоторых работах используется обратная или прямая полярность при сварке инвертором? Постараемся объяснить подробнее.
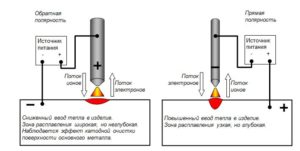
Обратная полярность применяется в работе, поскольку при горении дуги на конце сварочного стержня образуются участки с высокой концентрацией анодов и катодов.
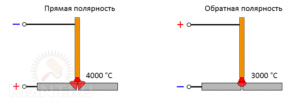
При этом температуры существенно отличаются, область анода может быть горячее области катода на 700 градусов по Цельсию!
Исходя из этого нетрудно догадаться, что при обратной полярности выделяется огромное количество тепла, что способствует качественному провариванию металла. Если для сварки того или иного металла этот показатель важен, то применяется обратная полярность. Прямая направленность тока используется во всех остальных случаях.
Кстати, при работе с постоянным током обратной полярности электрод сгорает значительно быстрее, чем при работе с прямой полярностью. Это связано опять же с избыточным нагревом стержня. Так что будьте готовы к перерасходу комплектующих. Если вы используете переменный ток, то выбор полярности не актуален вовсе, поскольку направление тока будет постоянно меняться во время работы.
Итак, повторим: полярность устанавливается только при работе с постоянным током. Обратная полярность применяется при сварке особых легко деформирующихся металлов, когда шов нужно сформировать быстро и качественно.Сварка током обратной полярности не может ни отразиться на свойствах используемого в работе электрода. Через стержень проходит большое количества тепла, а это значит, что и сама деталь очень быстро нагревается, металл легко и глубоко проваривается, при этом практически не разбрызгивается (особенно, при сварке с флюсом).
Можно ли менять полярность прямо во время работы, если на сварочном инверторе (или любом другом типе оборудования) есть такая возможность? Вы, конечно, можете попробовать этот способ в качестве эксперимента, но мы не станем рекомендовать вам это. В этом просто нет необходимости.
Но иногда бывают ситуации, когда вы начали работу не с той полярности и внезапно обнаружили это, поэтому хотите выставить другие настройки. Постарайтесь закончить начатое без изменения полярности (если требования к сварному шву не очень высокие). Да, электрод будет прилипать, но с этим нужно смириться.
Если шов должен получиться качественным и красивым, то лучше начните работу заново, установив другую полярность.
Выбор полярности
Давайте еще немного времени уделим правильному выбору полярности. Помимо самого металла важно учесть и электроды или проволоку, которую вы используете в работе. Выбор прямой или работа на обратной полярности при сварке зависит от типа покрытия.
Если вы работаете угольным электродом, то подключение обратным способом нежелательно, поскольку такие стержни быстро разрушаются при перегреве.
Если вы используете проволоку, которая не имеет никакого покрытия вовсе, то она без проблем расплавится и при прямой полярности, но при использовании с переменным током она даже не нагреется.
Также на выбор полярности влияет то, какой шов вы хотите сделать, какие у него должны быть размеры и форма. При работе с постоянкой и обратной направленностью швы хорошо проплавлены, сварное соединение узкое и неглубокое, поскольку процесс сварки длится недолго из-за высоких температур.
Оборудование
Сварка постоянным током обратной направленности осуществляется только на сварочных аппаратах, предназначенных для такой работы. Выбор сварочного аппарата — это отельная немаловажная тема, поэтому в рамках этой статьи мы расскажем только самое главное.
Прежде всего, ваш сварочный аппарат должен иметь возможность работать с разными режимами и подавать проволоку с разной скоростью.
Так вы сможете варить аргоном или углекислым газом (это очень важно при сварке нержавейки), но не сможете варить порошковой проволокой, поскольку для этого необходима прямая полярность.С помощью обратной полярности появляется возможность использовать в своей работе полуавтоматическое сварочное оборудование. Здесь держак и масса подключаются к «плюсу» и «минусу» соответственно. За счет этого флюс выгорает постепенно и полностью, сама сварка происходит в образовавшемся газовом облаке.
Вместо заключения
Выбор полярности при сварке постоянным током — задача не из легких, если вы начинающий сварщик.
Нужно учесть все возможные нюансы, связанные с типом и толщиной металла, используемым в работе электродом или присадочной проволокой, а также удачно выбрать сварочный аппарат с нужным вам набором функций.
Все это кажется чем-то очень сложным, но поверьте, с опытом вы будете настраивать аппарат и подбирать комплектующие, даже не задумываясь. Изучайте много теории и не забывайте применять ее на практике.
Какой полярностью варить нержавейку — Справочник металлиста
Нержавеющая сталь отличается от обычной углеродистой наличием легирующих элементов — металлов хрома, никеля, молибдена, марганца, титана в различном процентном соотношении. Чаще всего используется хром (Cr), его в составе нержавейки может быть до 20%, хром и никель в пропорции, соответственно, 3 – 5% хрома и столько же никеля.
Хромоникелевые стали одни из самых распространенных и лучше всего поддающиеся обработке. Марки стали 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т широко применяются в машиностроении, пищевой и химической промышленности, чаще всего они встречаются и в домашних мастерских.
Для начинающих сварщиков нержавеющая сталь — материал довольно сложный. Проще всего варить нержавейку инвертором – полуавтоматом в аргоновой атмосфере.
Шов в таких случаях получается чистым и ровным, при достаточной тренировке, естественно, а само соединение прочным и герметичным.
Но успешно сваривать сталь можно и покрытыми электродами, если знать особенности настройки инвертора и правила работы с нержавейкой.
Особенности нержавеющей стали при сварке
У высоколегированных сталей теплопроводность значительно ниже, чем у обычных углеродистых. При работе электрической дуги тепло хуже отводится из зоны сваривания, что у неопытных сварщиков приводит к сквозному прожиганию металла.
Для сваривания нержавейки ток инвертора уменьшается на 20 – 25 %. Уменьшить риск перегрева можно и установив детали для сваривания, особенно небольшой толщины, на медную пластину, обладающую высокой теплопроводностью.
Часть тепловой энергии уходит по ней, и область сварного шва находится в безопасном для металла тепловом режиме.
Второй особенностью нержавеющих сталей является значительный коэффициент теплового расширения, превосходящий этот показатель обычной стали и большинства металлов, пригодных для сварного способа соединения.
Между свариваемыми деталями необходимо оставлять небольшой зазор, чтобы при остывании шов не разрушался. Ширина зазора тем больше, чем массивнее деталь.
Внутренние напряжения могут достигать предела прочности, и деталь будет деформироваться — изгибаться, коробиться и т.д.Стали с высоким содержанием хрома подвержены и другой опасности — потере антикоррозионных свойств в зоне шва.
При нагревании до высокой температуры (около 13000 С) хром превращается в карбид (Cr23 C6), который слабо связан с соседними зернами. В зоне карбидообразования возникает нарушение технологической прочности металла.
К тому же, карбид хрома постепенно растворяется в агрессивных средах, например, кислотах, щелочах, обычной воде. Со временем сварной шов может разрушиться.
Межкристаллитная коррозия — появление на границах зерен стали посторонних соединений — карбидов, как правило, легко растворимых. В результате значительно уменьшается прочность и пластичность локальных участков, особенно в зоне контакта перегретого металла с относительно холодным.
Итак, как правильно варить нержавейку? Избежать снижения прочности можно несколькими способами.
- Выбирать для сваривания сталь с низким содержанием углерода, кремния и никеля. Они усиливают межкристаллитную коррозию. Напротив, стали с легированием вольфрамом, молибденом, марганцем и ниобием значительно меньше подвержены риску образования очагов коррозии.
- Второй способ — охлаждение зоны сваривания. Если вы работаете со сталью довольно часто, то необходимо изучить температурные режимы для сваривания той или иной марки стали.
Какой полярностью варить нержавейку — Справочник металлиста
Нержавеющая сталь отличается от обычной углеродистой наличием легирующих элементов — металлов хрома, никеля, молибдена, марганца, титана в различном процентном соотношении. Чаще всего используется хром (Cr), его в составе нержавейки может быть до 20%, хром и никель в пропорции, соответственно, 3 – 5% хрома и столько же никеля.
Хромоникелевые стали одни из самых распространенных и лучше всего поддающиеся обработке. Марки стали 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т широко применяются в машиностроении, пищевой и химической промышленности, чаще всего они встречаются и в домашних мастерских.
Для начинающих сварщиков нержавеющая сталь — материал довольно сложный. Проще всего варить нержавейку инвертором – полуавтоматом в аргоновой атмосфере.
Шов в таких случаях получается чистым и ровным, при достаточной тренировке, естественно, а само соединение прочным и герметичным.
Но успешно сваривать сталь можно и покрытыми электродами, если знать особенности настройки инвертора и правила работы с нержавейкой.
Техника сварки нержавеющей стали
Чем можно варить? Электроды для сварки конструкций из нержавеющей стали применяются особые, созданные для этого вида металла. Для ручной дуговой сварки ММА используются отечественные ЦЛ-11, НИИ-48Г или ОЗЛ-8.
Помимо их неплохих качеств, эти электроды нетрудно купить по доступной цене.
Их состав рассчитан на работу с хромоникелевыми сталями и обеспечивают условия сварки с минимальным образованием очагов межкристаллитной коррозии.
Шведские электроды от компании ESAB (ОК61.30.) намного лучше, как для профессионалов, так и для новичков, но цена их значительно выше.
Эти электроды предназначены для сварки на постоянном токе обратной полярности. Покрыты они фтористым кальцием или карбонатом кальция (основные покрытия).
Выбирать электроды по толщине следует исходя из размеров свариваемых деталей. Для массивных деталей, которые в бытовых условиях свариваются довольно редко, можно использовать электроды диаметром 3 мм.
Для тонких листов нержавейки нужны короткие электроды — до 35 мм, диаметром 1,6 – 2 мм.
Твердым припоем П-14, при помощи газовой горелки (кухонного фломбера)
Зажигается дуга несколько в стороне от основного шва и медленно подводится к нему. Дугу следует держать по возможности короче. Формирование шва производится короткими движениями, стараясь не прерывать дуги. Варить можно в любом положении, зависимо от конфигурации детали.Если вы не уверены в маркировке стали и никогда не работали с нержавейкой, то лучше потренироваться на коротких обрезках, чтобы подобрать оптимальные настройки инвертора и отработать технику сварки. Нержавеющая сталь различных марок сваривается по-разному, поэтому проверить ее особенности, как и возможности аппарата не помешает никогда.
вернуться к меню ↑
Сварка нержавеющих хромоникелевых сталей. Технологические особенности сварки (304, 304L, 316L, 321).
Особенных требований к инвертору для работы с нержавейкой нет — у него должен быть режим ММА/TIG, предусмотрена возможность работы, как с переменным, так и постоянным током (AC/DC) а диапазон тока находится в пределах 20 – 200 А. если вы не собираетесь работать с инертными газами, то достаточно режима ММА.
Для начинающих сварщиков, да и для бытового использования вообще, очень хорош инверторный аппарат дуговой сварки Ресанта САИ 220. Он может работать в сетях со значительными перепадами напряжения — 140 -260 В, диапазон регулировок сварочного тока 10 – 220А, ПВ= 70%.
В наличии функции «Горячий старт» и «Антиприлипание». Удобные органы управления и небольшой вес аппарата повышают удобство его применения. Для сварки нержавейки аргоном подходят практически все современные инверторы бытового и профессионального типа.
Опыт работы: можно ли заварить простыми электродами?
вернуться к меню ↑
Итог
Надеемся, после изучения данной статьи вам станет понятно как можно сварить нержавейку. Также мы выяснили различные нюансы работы с металлом, какие электроды нужны, особенности пайки нержавейки с медью.
Сергей Одинцов
Сварка нержавеющей стали (нержавейки) – основные моменты
Нержавеющая сталь нашла свое применение во многих сферах жизнедеятельности человека: тяжелом машиностроении, строительстве, производстве бытовой электроники, пищевой и химической промышленности и т.д. Практически во всех перечисленных областях для производства изделий используется сварка нержавейки как один из наиболее эффективных способов соединения деталей.
Известно, что данный тип металла обладает антикоррозионными характеристиками из-за добавления в его состав хрома, который при взаимодействии с атмосферным кислородом образует оксидный барьер, защищающий железо от окисления.
Помимо хрома, нержавеющая сталь может включать и другие компоненты (никель, титан, молибден). Добавление в состав вспомогательных элементов дает возможность изменять свойства материала, что и определяет сферу его применения.
Классификация нержавеющих сталей
Процесс сварки нержавейки считается более сложным, чем сварка обычных стальных изделий. Это связано с уникальной микроструктурой металла, которая зависит от преобладающей кристаллической фазы. Наличие того или иного компонента приводит к разной реакции на термообработку, поэтому выбор способа сваривания во многом зависит от класса материала.
- Аустенитный класс. В таком сплаве основной фазой выступает аустенит. Дополнительными элементами обычно являются хром (до 20%) и никель (до 10%). Хром способствует антикоррозийности, а никель – пластичности, что позволяет применять данный материал в машиностроении. При термообработке аустенитные сплавы не теряют своих характеристик, поэтому хорошо переносят сварочный процесс.
- Ферритный класс. Основной фазой в этом случае является феррит. Добавление хрома придает изделию антикоррозионные свойства, однако, в отличие от аустенитного, ферритный сплав не обладает большой гибкостью. Главной особенностью ферритов является повышенная устойчивость к агрессивным средам, поэтому такой материал часто используют в химической промышленности. Вместе с тем, устойчивость к сверхвысоким температурам делает его неудобным для сварки.
- Мартенситный класс. Наличие в качестве основной фазы мартенсита придает металлу повышенную твердость. Мартенситный сплав в основном применяют для изготовления работающих на износ деталей и режущих инструментов (ножей). В то же время, материал является довольно хрупким, это нужно учитывать во время его обработки и эксплуатации.
Классификация материалов
Как осуществляется сварка нержавейки
Перед выполнением сварки нержавеющей стали необходимо ее подготовить. Очень важно уделить внимание кромкам свариваемых деталей – они должны быть зачищены до стального блеска. Также следует обезжирить поверхность с помощью растворителя, авиабензина или ацетона.
Обзор техпроцесса
Для сваривания нержавейки можно применить одну из следующих технологий:
Ручная MMA-сварка, как правило, используют при отсутствии высоких требований к качеству шва. Основная сложность данной технологии заключается в правильном выборе электрода, который нужно подбирать в соответствии с маркой металла.
Как провести сварку нержавеющей стали в домашних условиях?
Нержавеющая сталь используется в различных направлениях промышленности благодаря своим техническим характеристикам. Чтобы изготавливать различные детали из этого металла, необходимо научиться соединять отдельные элементы. Сварка нержавеющей стали имеет определённые особенности, из-за чего требует более подробного изучения.
Особенности
Сварка нержавейки может сопровождаться определёнными сложностями. Связано это с составом этого металла. Он содержит от 12 до 30% хрома, который обуславливает высокий показатель коррозийной устойчивости нержавеющей стали. Из-за содержания этого компонента появляются некоторые сложности при сваривании:
- Низкий показатель теплопроводности. Она в два раза ниже, чем у низкоуглеродистых сплавов. Из-за этого металла расплавляется при более низких температурах, что нужно учитывать при сварке.
- Повышенный коэффициент линейного расширения. Из-за этого при сильном нагревании детали подвергаются деформации. Если толщина у заготовок большая, а расстояние между ними до соединения незначительное, могут появиться трещины.
- Высокое электрическое сопротивление, низкий показатель теплопроводности негативно воздействуют на хромоникелевые электроды. Стержни начинают перегреваться, из-за чего возникают сложность проведения технологического процесса.
- Межкристаллитная коррозия. Происходит этот процесс после нагревания нержавеющей стали свыше 500 градусов. По краям зёрен структуры металла появляются прослойки, который состоят из железа, карбида хрома.
Если сварочный режим был выбран неправильно, это может привести не только к нарушению целостности шва, но и к потере коррозийной устойчивости нержавеющей стали. После нагревания этого материала свыше 500 градусов, он подвергается окислению. Чтобы избежать этого процесса, детали требуется охлаждать водой или специальным маслом.
Способы
Сварка нержавейки может выполняться несколькими способами. При этом используется разное оборудования, появляются определённые нюансы.
Ручная дуговая сварка покрытыми электродами
Распространённый способ соединения деталей из нержавеющей стали. Для выполнения работ используют инверторный сварочный аппарат, специальные электроды. Они могут быть двух типов:
- Стержень покрыт рутиловым слоем, который состоит из двуокиси титана.
- Стержни, покрытые смесью кальция, карбоната магния.
Применяется этот способ для создания соединений, которые не будут подвергаться критическим нагрузкам.
Вольфрамовыми электродами
Сварка нержавейки вольфрамовыми электродами применяется совместно с инертными газами, которые подаются в нагреваемое место, защищая шов от образования оксидной плёнки.
Этот метод подходит для сваривания тонкого металла, изготовления труб для разных жидкостей.
Полуавтоматическая в аргоне
Этим способом можно более качественно сваривать нержавейку. С помощью полуавтомата появляется возможность добиться высокой производительности. Чтобы создать прочное соединение используется несколько видов проволоки:
- Порошковая.
- Алюминиевая.
- С медным покрытием.
- Изготовленная из легированной стали.
- С флюсом.
Проведение работ полуавтоматом представляет собой поэтапный процесс:
- Мастер подготавливает детали. Зачищает их от ржавчины, налёта, грязи.
- Выставляется режим сваривания на сварочном аппарате. Оптимальный показатель силы тока для нержавеющей стали толщиной до 3 мм не должен превышать 145 А.
- В рабочую зону подаётся проволока, зажигается дуга.
Сопло горелки должно передвигаться только в одном направлении без поперечных движений.
Полуавтоматическая сварка нержавеющей стали
Холодная под большим давлением
Процесс соединения заготовок из нержавеющей стали без плавления. Зависимо от того, какими характеристиками должна обладать цельная деталь, давление может воздействовать как на одну, так и на две заготовки. Соединение образуется благодаря взаимодействию кристаллических решёток металла.
Лазерная
Такой способ соединения нержавеющей стали выполняется на промышленных предприятиях. Для его выполнения необходимо использовать специальное оборудование. При работе с лазером выполняется два метода сварки заготовок — шовный, точечный.
Преимущества лазерного оборудования:
- Не появляются трещины от сильного нагревания.
- Прочность металла в зоне отпуска не снижается.
- Не появляется оксидной плёнки, благодаря высокой скорости лазерной обработки.
Плазменная
Существует два способа плазменной сварки нержавеющей стали:
- Ручная — подразумевает под собой обработку металла плазменной дугой, которая образуется между рабочей поверхностью, электродом.
- Автоматическая — плазменный поток вырабатывается плазмотроном.
Применяется на промышленных предприятиях.
Чем варить нержавейку?
Сварить нержавейку можно разными способами. Важно не только выбрать технологию, но и подготовить расходные материалы, оборудование.
Какими электродами варить нержавейку?
Для людей, которые не знают, какие электроды для сварки нержавейки нужно использовать, необходимо ознакомиться с ГОСТом 10052−75. Если не пользоваться ГОСТом, нужно учитывать марку стали.
Все расходники делятся на две больших группы:
- Стержни с разными покрытиями.
- Вольфрамовые электроды.
Существуют специальные стержни для работы со сплавами, цветными металлами.
Можно ли варить обычным электродом?
Сварка нержавейки обычным электродом допускается. Однако это может привести к разным негативным последствиям. Связано это с тем, что в месте нагревания совмещаются разные металлы.
Из-за этого возникают внутренние напряжение, которые ухудшают показатель прочности шва. Первые микротрещины начнут появляться во время остывания, с характерными щелчками.
Такой шов быстро покроется слоем ржавчины.
Как варить нержавейку в домашних условиях?
Сварка нержавейки в домашних условиях доступна любому сварщику. Для этого требуется подготовить инверторный аппарат. Он подойдёт для соединения труб из алюминия, тонких листов, деталей сложной формы. Рекомендации для проведения работ:
- Внимательно наблюдать за швом, чтобы не образовывалось место проплавки.
- Небольшой зазор в сварном стыке помогает создать оптимальный показатель усадки.
- Для соединения металлических листов большой толщины, нужно использовать электроды большего диаметра.
- Выбрать величину сварочного тока проще с помощью специальных таблиц, которые можно найти в интернете.
- Для охлаждения швов желательно использовать медные пластинки.
Новичку необходимо потренироваться настраивать, работать со сварочным аппаратом на черновых деталях.
Сварка нержавеющей стали электродом
Как варить нержавейку инвертором?
Сварка нержавейки инвертором выполняется в определённой последовательности:
- Очистить рабочие поверхности от налёта, грязи, декоративных покрытий, масла, ржавчины.
- Обработать кромки деталей если их толщина превышает 4 мм. Они срезаются под углами 45 градусов. Если нужно сваривать тонкую нержавейку, скосы не нужны.
- Чтобы создать высокопрочное соединение, на которое будут воздействовать высокие нагрузки, необходимо прокалить электроды для инвертора заранее. Их нужно разогреть до 170 градусов.
- Если нужно соединить детали толщиной более 7 мм, нужно прогреть их заранее до 150 градусов.
- Для начала ручной сварки нержавейки инвертором, необходимо наложить прихватки. Вести шов нужно с наклоном, удерживая угол от 45 до 60 градусов. Движения выполнять или на себя, или в сторону.
После выполнения работ металл должен остыть при комнатной температуре.
Сварка тонкой нержавейки
Технология сваривания тонких листов нержавеющей стали отличается от классического метода работы с плавящимися электродами. Пошаговая инструкция:
- Подготовить соединяемые поверхности. Очистить их от грязи, налёта, мусора.
- Выложить флюс на обработанные листы.
- Нагреть их до 250 градусов. Поверхность должна поменять цвет.
- Электрод медленно подаётся на заготовки. Важно быстро выполнять работу, чтобы не проплавить тонкие листы.
После выполнения работ нужно быстро остудить заготовки, чтобы готовый шов не покрылся ржавчиной.
Сварка нержавеющей стали может выполняться как в домашних условиях, так и на производстве. Для этого применяются разные способы, оборудование, расходные материалы. Важно учитывать определённые особенности, правильно выбирать сварочный режим.
Сварка нержавейки электродом.Не поворотный стык!
Как провести сварку нержавеющей стали в домашних условиях? Ссылка на основную публикацию
Сварка нержавейки в домашних условиях: варианты, советы, видео
Выполняя такую технологическую операцию, как сварка нержавейки, важно учитывать как физические свойства материала, так и его химический состав. Только в таком случае можно рассчитывать на то, что соединение будет выполнено качественно и надежно.
Аргонная сварка нержавеющей стали
Факторы сложности для сварки деталей из нержавеющей стали
Сварку нержавеющей стали затрудняет то, что данный материал относится к категории высоколегированных сплавов, а значит, в его составе в достаточно большом количестве содержатся элементы, влияющие на его основные свойства.
В нержавейке, в частности, таким элементом является хром. Его содержание в данном сплаве может составлять 12–30%.
Хром наряду с такими элементами, как никель, титан, марганец и молибден, формирует антикоррозионные свойства нержавеющей стали, но в то же самое время наделяет ее и другими особенностями, влияющими на свариваемость.
Для тех, кто не любит читать длинные статьи и вникать в технические тонкости, предлагаем сразу посмотреть два видео с наиболее актуальными для домашнего мастера вариантами сварки нержавеющей стали — электродом с помощью инвертора и опять же инвертором, но уже в среде защитного газа (аргона). Сварка нержавейки должна выполняться с учетом следующих специфических характеристик этого материала. Достаточно высокий коэффициент линейного расширения
По этой причине сварку нержавеющей стали всегда сопровождает значительная деформация соединяемых деталей. В отдельных случаях, когда свариваемые детали имеют значительную толщину и между ними не предусмотрен зазор, такие деформации могут привести даже к появлению крупных трещин.
Низкая теплопроводность
Теплопроводность нержавеющей стали в 1,5–2 раза ниже, чем у низкоуглеродистых сплавов. Такая особенность материала приводит к тому, что соединяемые детали в зоне сварки проплавляются даже при меньших (на 15–20%), чем при сваривании изделий из низкоуглеродистой стали, силах тока.
Межкристаллитная коррозия
При сильном нагреве (более 500 градусов Цельсия) в нержавеющих сталях возникает так называемая межкристаллитная коррозия. Происходит это потому, что по краям зерен структуры металла начинают формироваться прослойки, состоящие из карбида хрома и железа.
Избежать этого явления можно не только тщательным подбором режима сварки, но и путем принудительного охлаждения свариваемых деталей из нержавейки, для чего можно использовать обычную воду.
Однако следует иметь в виду, что охлаждать водой можно лишь детали, изготовленные из хромоникелевых сталей, которые имеют аустенитную внутреннюю структуру.
Перегрев электродов с хромоникелевыми стержнями
Из-за низкой теплопроводности соединяемых материалов и их повышенного электрического сопротивления сварка деталей из нержавейки сопровождается сильным нагревом электродов, стержни которых имеют хромоникелевый состав. Чтобы избежать этого нежелательного явления, используют электроды для сварки нержавейки длинной до 35 см.
Сварочные электроды Sabaros ME 101 3,2мм для сварки нержавеющих сталей
Наиболее распространенные способы сварки нержавеющей стали
Сварка изделий из нержавеющих сталей, характеризующихся повышенным содержанием хрома, может выполняться с использованием нескольких технологий. Сюда, в частности, относятся следующие виды сварки:
- аргонодуговую (с использованием вольфрамового электрода и режимов AC/DC TIG);
- выполняемую в режиме MMA покрытыми электродами;
- полуавтоматическая электродуговая сварка в среде аргона, проводимая в режиме MIG и с использованием проволоки из нержавеющей стали;
- так называемая холодная сварка для нержавеющей стали, выполняемая под большим давлением (название данной технологии обусловлено тем, что она не предусматривает плавления металла в процессе его соединения);
- шовную технологию и контактную точечную сварку.
Технология сварки деталей из нержавеющей стали предусматривает тщательное обезжиривание их поверхностей при помощи ацетона или авиационного бензина. Делается это для того, чтобы уменьшить пористость выполняемого шва, сделать сварочную дугу более устойчивой, тщательно зачистить кромки соединяемых деталей.
Только после тщательной зачистки можно приступать к выполнению операции выбранным способом. Есть несколько основных способов сваривания деталей из нержавеющих сталей, а также технологии, которые применяются достаточно редко.
В любом случае принимать решение о том, как варить нержавейку, следует исходя из конкретных условий и требований, предъявляемых к формируемому соединению.
Сварка покрытыми электродами (ММА)
Сварка деталей из нержавейки по технологии ММА, предусматривающая использование покрытых электродов, является самой распространенной технологией. Этот способ достаточно прост, его можно применять и дома, но он не позволяет получать шов самого высокого качества.
Что удобно, такую сварку нержавейки можно выполнять даже в домашних условиях, но для этого вам понадобится специальный сварочный аппарат, который называется инвертор.
Чтобы сварка нержавейки инвертором позволила получить соединение, обладающее высокой надежностью, необходимо правильно подобрать электрод для определенной марки нержавейки.
Все электроды, с помощью которых проводится сварка изделий из нержавеющих сталей, делятся на два основных типа:
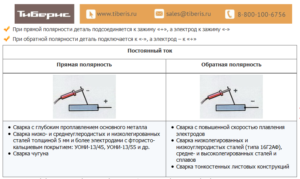
- с рутиловым покрытием на основе двуокиси титана (сварка такими электродами, обеспечивающими небольшое разбрызгивание металла и стабильную дугу, выполняется на постоянном токе и обратной полярности);
- с покрытием на основе карбоната магния и кальция (такими электродами нержавейка сваривается на постоянном токе обратной полярности).
Чтобы понять, какими электродами варить нержавейку, достаточно заглянуть в ГОСТ 10052-75, в котором представлены все типы таких расходных материалов, а также оговаривается, какой из них следует использовать для работы с металлом конкретного химического состава. Для того чтобы выбрать электроды по нержавейке, соответствующие требованиям данного ГОСТа, достаточно знать марку металла, детали из которого необходимо соединить.
Со всеми требованиями к электродам для сварки нержавейки можно ознакомиться, бесплатно скачав ГОСТ 10052-75 в формате pdf по ссылке ниже.
Ручная и полуавтоматическая сварка нержавейки в среде аргона (AC/DC TIG, MIG)
Для выполнения ручной сварки нержавейки в среде аргона применяются электроды из вольфрама.
Эта технология даже в условиях дома позволяет получать качественные и надежные соединения изделий, отличающихся небольшой толщиной.
Сварку такими электродами по нержавейке используют преимущественно для монтажа коммуникаций из труб, по которым под давлением будут транспортироваться газы или различные жидкости.
Аустенитную нержавеющую сталь следует сваривать особенно тщательно и с осторожностьюУ данной технологии есть определенные особенности.
- Для того чтобы вольфрам, из которого изготовлены электроды по нержавейке, не попал в расплавленный металл в зоне сварки, дугу поджигают бесконтактным способом. Если выполнить это непосредственно на детали не представляется возможным, то дугу зажигают на специальной угольной плите и аккуратно перемещают ее на соединяемые заготовки.
- Сварку нержавеющей стали данным способом можно выполнять как на постоянном, так и на переменном токе.
- Режимы подбираются в зависимости от толщины соединяемых деталей. К таким режимам, в частности, относятся параметры сечения вольфрамового электрода, диаметр проволоки, используемой в качестве присадки, параметры тока (сила и полярность), расход защитного газа, скорость выполнения сварки.
- Очень важно, чтобы уровень легирования присадочной проволоки был выше, чем у соединяемых деталей.
- В процессе выполнения сварки электроды по нержавейке не должны совершать колебательных движений. Если пренебречь этим требованием, это может привести к нарушению сварочной зоны и окислению металла в ее области.
При использовании данной технологии можно сократить расход вольфрамового электрода. Для этого нужно некоторое время (10–15 секунд) не отключать подачу аргона после окончания сварочного процесса. Подобная процедура способствует защите раскаленного вольфрамового электрода от активного окисления.
У полуавтоматической сварки нержавейки в среде аргона, по сути, мало отличий от обычного ручного способа. Основное ее отличие заключается в том, что подача проволоки в зону сварки осуществляется при помощи специального оборудования. Благодаря механизации процесс протекает значительно точнее и с большей скоростью.
Благодаря использованию полуавтоматического оборудования могут быть реализованы следующие техники сварки деталей из нержавеющей стали:
- метод струйного переноса, который позволяет эффективно сваривать детали большой толщины;
- сварка короткой дугой – для выполнения соединения деталей небольшой толщины;
- импульсная сварка – универсальная технология, которая позволяет получать качественные и надежные соединения и является самым выгодным вариантом в финансовом плане.
Аргонодуговая сварка нержавеющей стали
Другие технологии сварки нержавеющей стали
Существует еще несколько способов сварки нержавейки, которые лучше демонстрируют себя в определенных ситуациях, то есть не отличаются универсальностью. Сюда относятся следующие способы, предполагающие использование специального оборудования.
Сварка нержавеющей стали с использованием лазерного луча
Такой способ сварки, который даже на видео выглядит очень впечатляюще, обладает целым рядом весомых преимуществ: металл в зоне сварки не теряет свою прочность из-за чрезмерного температурного воздействия, быстро остывает, на нем не появляются трещины, а в его структуре формируются зерна минимального размера. Оборудование для лазерной сварки и сама технология находят широкое применение в различных отраслях промышленности (автомобиле- и тракторостроение, монтаж коммуникаций из труб и др.).
Холодная сварка под большим давлением
Данная технология не предусматривает плавления материала в зоне сварки, а металлические детали соединяются на уровне их кристаллических решеток.
В зависимости от получаемого соединения и конфигурации деталей давление может оказываться на одну или сразу на обе металлические заготовки.
Очень интересно посмотреть на видео такого процесса: две детали, находясь в холодном состоянии, как будто вдавливаются друг в друга.
Контактная сварка изделий из нержавейки
Такая сварка может выполняться по точечной или роликовой технологии. В результате могут быть соединены тонкие листы нержавейки с толщиной не более 2 мм. При этом используется то же самое оборудование, что и для других металлов.
На видео ниже подробно объясняются и наглядно демонстрируются нюансы подачи присадочного прутка при сварке нержавейки неплавким электродом в среде аргона и прочие нюансы работы.