Основы сварки инвертором для начинающих
Сварка инвертором для начинающих: техника, уроки и все подробности

Ручная дуговая сварка при помощи инвертора – это один из самых доступных для обучения методов сварки металла. Для этого требуется минимум оборудования, а бюджетные сварочные инверторы стали очень дешевы. Но одновременно с этим ручная сварка инвертором для начинающих сварщиков является более сложной по сравнению со сваркой полуавтоматом.
Ряд нюансов, незаметных на первый взгляд, играют большую роль в итоговом качестве шва.
Итак, что потребуется начинающему сварщику?
- Непосредственно инвертор. Не нужно гнаться за дорогими моделями – цена сварочного аппарата значит на самом деле гораздо меньше, чем мастерство сварщика. Но и откровенно дешевые модели – не лучший выбор: отсутствие в них контуров облегчения розжига затруднит первые уроки, а меньшая надежность способна привести к быстрой поломке в неопытных руках. Основной параметр инвертора – это диапазон регулировки сварочного тока. В принципе, аппарат с максимальным током до 160 А может использоваться и для сварки, и для резки металла, но будет заметно перегружаться на таком режиме. Длительность непрерывной работы инвертора определяется так называемым коэффициентом ПВ (постоянного включения), который определяет процентное соотношение времени работы и охлаждения инвертора. Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше.Следовательно, наилучшим выбором для новичка будет сварочный аппарат с максимальным током в 180-200 А. Желательно, чтобы он имел функцию облегчения розжига или по крайней мере максимальное напряжение холостого хода – это значительно облегчит отработку навыка розжига и удержания дуги.
- Сварочная маска – главный защитный элемент экипировки сварщика. Она защищает не только от брызг металла и яркого света, но и от незаметного мощного потока ультрафиолета, создаваемого дугой. Начинающему сварщику лучше всего подойдет автоматическая маска-«хамелеон» с регулируемым затенением.
- Брезентовые краги и роба защищают тело от брызг металла. Если робу в какой-то мере может заменить плотная хлопчатобумажная одежда, то краги нужно использовать обязательно.
Нужно четко усвоить правила техники безопасности.
Удалите в районе места сварки все легковоспламеняющиеся или способные тлеть предметы: раскаленные капли металла зачастую улетают непрогнозируемо далеко и могут привести к пожару.
Недаром правила техники безопасности требуют прекращать сварочные работы за час до конца рабочего дня, чтобы иметь возможность обнаружить начавшееся тление. Приобретите и храните в доступном месте углекислотный огнетушитель.
Розжиг дуги начинайте только после того, как наденете маску. Даже кратковременная вспышка может вызвать сильный ожог сетчатки глаз, особенно при сварке нержавеющей стали. Коварство ожога сетчатки в том, что его симптомы проявляются спустя некоторое время.
Например, воспользовавшись инвертором вечером, можно по утру проснуться со слипшимися веками и сильным жжением слизистой глаз, открыть которые станет очень трудно. В этом случае быстро поможет народное средство – пакетики заваренного чая, положенные на глаза.От ожога («нахватать зайчиков») не застрахован и профессиональный сварщик, поэтому иметь в запасе капли для глаз.
Не забывайте, что при сварке металла используются крайне высокие температуры. Прикасаться к шву можно только после его полного остывания – ожог можно получить даже сквозь краги.
Предлагаем посмотреть видеоурок про сварку для начинающих, необходимое оборудование и все нюансы
Читайте так же: Обзор сварочных аппаратов Фубаг
Основы ручной сварки
При сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла.
Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется.
Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
- Кислое покрытие содержит в качестве базового компонента оксиды железа и кремния. При его использовании металл в сварочной ванне активно кипит, что позволяет удалять газовые поры из шва. Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей.
- Для обмазки электродов с основным покрытием используется в основном фторид и карбонат кальция. При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.
- Электроды с рутиловым и рутилово-целлюлозным покрытием наиболее универсальны, могут использоваться на всех видах тока (некоторые составы обмазок при работе на постоянном токе требуют определенной полярности). Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва.
Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги.
Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе.
Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов:
- Нижний шов – самый простой. Свариваемые детали лежат горизонтально, сварочная ванна стабильна, так как сила тяжести направлена вниз. Это наиболее простой вид шва, с которого начинается обучение любого сварщика.
- Горизонтальный шов ведется в том же направлении, но при этом требуется гораздо большее мастерство сварщика, чтобы удердать металл в ванне.
- Вертикальный шов еще сложнее. При этом электрод ведется снизу вверх, чтобы не давать расплавленному металлу вытекать из сварочной ванны. В противном случае шов получается неравномерный, с наплывами и неглубоким проваром.
- Самый сложный шов – это потолочный, так как во время сварки шов сварочная ванна находится над электродом. Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика.
Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов.
В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной.
Читайте так же: Узнаем, какой инверторный сварочный аппарат лучше?
- При сварке прямой полярностью на массовом зажиме аппарата положительный потенциал, на держаке – отрицательный. Так как при горении дуги за счет эффекта «бомбардировки» электронами в ионизированном газе положительный электрод (анод) нагревается сильнее отрицательного (катода), при сварке прямой полярностью детали нагреваются сильнее, а сам электрод расходуется медленнее. Прямая полярность используется для получения глубокого провара массивных деталей и резки металла.
- При сварке обратной полярностью сильнее нагревается электрод. Обратная полярность используется при сварке тонкого металла во избежание прожогов. Одновременно с этим более быстрая наплавка металла вынуждает вести шов быстрее, что также способствует меньшему нагреву деталей. Ряд обмазок требует для правильной их работы строго обратной полярности независимо от условий сварки.
Основы обучения электросварке
Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер.
Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее.
Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны.
Розжиг дуги можно осуществить одним из двух способов:
- Уткнув торцом электрод в деталь, в момент розжига дуги плавно отодвинуть его на несколько миллиметров (розжиг касанием). На холодном электроде новичку это проделать будет очень трудно, пока не наработается навык. Большую помощь окажет наличие в схеме инвертора системы высокочастотного розжига. Электрод с разогретым кончиком разжечь заново таким образом гораздо проще. Две основные ошибки новичка – это либо задержка (в этом случае электрод прилипает к детали), либо излишне резкий отвод электрода (дуга рвется). Все движения должны быть не только своевременными, но и плавными.
- Розжиг чирканьем подобен тому, как зажигают спичку – быстро проводя концом электрода по поверхности детали, его заставляют прогреваться, при этом не прилипая к поверхности. Разогревшийся электрод сможет разжечь дугу уже при поднесении к детали. Таким образом начинать сварку гораздо проще.
После того, как дуга разгорится, под ней начнет формироваться участок расплавленного металла (сварочная ванна).
Наблюдая за происходящим в ней через защитное стекло, Вы сможете увидеть отделение газа через всплывающие пузырьки, яркие вначале и быстро темнеющие пятна шлака.
Этому моменту уделите наибольшее внимание, чтобы понять, с какой скоростью нужно вести шов, чтобы в нем не оставалось пузырьков и вкраплений шлака.
Ведение шва осуществляйте плавным движением электрода, удерживая электрод на постоянном расстоянии. Оптимальным для сварки является растояние не более 3 мм («короткая дуга»). При этом можно использовать меньший ток, а наклоном электрода хорошо регулируется поведение ванны. Есть три варианта ведения шва:
- Сварка под прямым углом (а) обеспечивает симметричную ванну, но наименее удобна. В основном она применяется в труднодоступных местах.
- Сварка углом вперед (б) обеспечивает большую глубину ванны в начале шва. Она используется при сварке потолочным, горизонтальным и вертикальным швом, при этом можно увидеть, как дуга выталкивает металл и не дает ему вытекать из сварочной ванны.
- Сварка углом назад (в) позволяет лучше видеть и контролировать процессы в сварочной ванне, но может применяться только в нижнем шве. Также этим образом делаются короткие временные швы – прихватки.
Читайте так же: Обзор сварочных полуавтоматов Аврора
Основные дефекты шва – это неравномерность ширины и глубины провара из-за неравномерного движения электрода, а также газовые и шлаковые каверны.
Они являются следствием слишком быстрого ведения шва по загрязненной поверхности (шлак и газы не успевают всплыть в остывающей ванне), либо некачественной или отсыревшей обмазки электрода.
При необходимости наложения широкого шва (наплавка металла, сварка с широкой разделкой) прямого прохода электрода недостаточно. Его нужно вести циклическими движениями различного рода:
Нужно помнить, что сварка уширенным валиком ведется с постоянным наклоном электрода, поэтому нужно перемещать не его кончик поворотом ручки держака, а смещением всего электрода.
Сваривая тонкий металл, нужно придерживаться следующих правил:
- Используйте электроды минимально доступной толщины на обратной полярности во избежание прожога.
- Самое трудное – начать вести ванну, в этот момент прожог наиболее вероятен. Затем вносимый плавлением электрода металл сделает зону шва толще, и варить станет удобнее.
- Длинный сплошной шов качественнее и герметичнее, но он же приводит к перегреву и деформации тонкого металла. Вести шов удобнее короткими участками, кратковременно отводя электрод (желтое свечение его кончика не должно успевать погаснуть).
- Поскольку глубокую и долго остывающую ванну обеспечить будет невозможно, тщательно зачищайте металл и используйте качественные электроды, иначе обильный шлак сильно ухудшит качество неглубокого шва.
Завершение шва также заслуживает отдельного внимания. Резко отрывая электрод для гашения дуги, Вы оставите в конце шва ярко выраженный кратер, ослабляющий шов и являющийся концентратором напряжений. Завершать шов нужно, задержав электрод на месте (чтобы наплавить металл до толщины основного шва), а затем отведя его по шву назад и только в этот момент разорвав дугу.
Еще один еще более большой обучающий материал, рекомендуем к просмотру
Резка металла электродом
Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
В этом случае сварочный аппарат способен выручить, если, конечно, эстетические качества реза не являются важными.
Возьмите достаточно толстый электрод и установите ток прямой полярности, примерно в два раза превышающий нужный для сварки этим электродом.
Для любительского инвертора он, скорее всего, будет превышать максимальный, поэтому просто поверните регулятор до упора, не забывая о том, что выше было написано о значении коэффициента ПВ.Главное в начале резки электродом – это прожечь деталь насквозь, чтобы затем, ведя электрод в направлении резки, давать стекать расплавленному металлу в отверстие. Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко.
Заключение
Ручная сварка электродом – это хотя и трудный для освоения, но одновременно и наиболее универсальный процесс, хорошо отрабатывающий умение контролировать поведение расплавленного металла во время ведения шва.
Освоив ручную дуговую сварку, можно легко перейти на полуавтоматическую или аргоновую – именно поэтому мастерство сварщика, владеющего электросваркой, высоко ценится.
Инверторная сварка для начинающих: основные правила и советы

Когда мы упоминаем слово «сварка», то сразу представляется сложный процесс со множеством нюансов, правил, непростой в использовании техники и оборудования, требований к уровню квалификации работника. Но так дела обстоят не всегда.
Современность со всеми ее техническими нововведениями делает все, чтобы облегчить жизнь человека насколько это возможно. Она не обошла стороной и сварочный процесс.
Оказывается, можно знать, как варить инверторной сваркой самостоятельно, не имея специальной квалификации и навыков использования сложной сварочной аппаратуры, и сварка инвертором для начинающих покажется не такой уж и сложной.
Все, что вам понадобится, это приобрести инвертор для сварки и следовать правилам по тому, как научиться варить инверторной сваркой. Основы сварки инвертором для начинающих и уроки сварки инвертором для начинающих приведены ниже.
Что такое «инвертор»?
Технология сварки инвертором подразумевает обязательное использование этого устройства для работы. По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту.
Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В.
Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Визуально аппарат представляет собой металлическую коробку, с индикаторами некоторых показателей: перегрева и питания, иногда есть решетки для лучшего охлаждения содержимого, с ремнем для удобной переноски и ручкой. Вес примерно 3-6 кг.
На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими.
Также кабели должны быть максимально гибкими для удобства.
Как выбрать сварочный инвертор? Довольно просто. Цены на инверторы вполне демократичные. Но ценовой диапазон присутствует. Покупать самый дорогой – не лучший вариант для человека, только познающего азы сварки инвертором. Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Отвечая на вопросы как пользоваться сварочным инвертором, как правильно варить сварочным инвертором и как научиться варить сварочным инвертором прежде всего нужно сказать о следующем.
Перед тем, как правильно варить инверторным сварочным оборудованием обязательно внимательно прочтите как варить сварочным инвертором конкретного производителя. Можно несколько раз.
Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Как сваривать детали? Основные приемы и секреты для начинающих.
Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги.
Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке.
Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно.
При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой.
При сварке труб толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным.
Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Что такое сварочный шов и как его сделать?
Сварочный шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
Сварочный электрод представляет собой металлический стержень, сердцевину, которая покрыта специальным покрытием, которое не дает кислороду попасть в область сварки (сварочную ванну).
Стержень производится из токопроводящих металлов, чтобы электрический ток поступал непосредственно к свариваемой детали.
Процесс создания электрической дуги представляет собой соединение металлического стержня электрода с изделием. Специальное покрытие вокруг стержня электрода начинает гореть и плавится.
При плавлении покрытия выделяются газы, которые окружают сварную ванну, защищая металл от кислорода в процессе сварки. Расплавленное покрытие следующим слоем защищает только что расплавленный металл от кислорода после сварки.
Этот слой расплавленного покрытия называется шлаком.
Сам процесс соединения металла имеет еще больше нюансов. Чтобы получить качественный шов, два свариваемых куска металла нужно нагреть до одинаковой температуры. Металл должен быть расплавлен на одинаковом расстоянии от края обоих изделий. Так как электрод плавящийся, при сварке его частицы «смещают» дугу ближе к шву, поэтому нужно постоянно приближать держатель поближе к изделию.
Чтобы шов получился шире, нужно «вырисовывать» им в процессе сварки различного рода рисунки: круги, зигзаги и прочие. Научится делать это с первого раза все равно будет непросто, хоть у сварочного инвертора и не «скачет» дуга.
Движения электрода при сварке инвертором
С чего начать сварку металла инвертором?
Как пользоваться сварочным инвертором? Сначала нужно позаботиться о безопасности. Для сварки нужно приобрести маску, закрытые ботинки и перчатки из толстой кожи, плотную одежду. Ваше обмундирование должно вас защищать от искр.
Помимо средств индивидуальной защиты, нужно позаботиться о безопасности окружающих вас людей и предметов. Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку.
Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами.
Правильная работа со сварочным оборудованием равняется безопасной работе.
Металл, который вы собираетесь «варить», должен быть подготовлен. Его необходимо очистить от лишнего: ржавчины, краски. Кромки должны быть обработаны растворителем. На них не должно быть остатков жира или краски.
Далее подключаем куда необходимо сварочные кабели, выбираем нужный электрод, выставляем величину тока. В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке. Приведены рекомендуемые значения.| Толщина металла, мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Диаметр электрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
| Ток сварки, А | 50-60 | 110-120 | 110-120 (при d=3MM) 140-160 (приd=4MM) | 140-160 | 140-160 (при d=4MM) 225-300 (приd=5MM) |
Как пользоваться сварочным инвертором?
Не спешите! Торопясь сделать шов, вы, скорее всего, получите некачественное соединение.
В процессе сварки величину тока можно и нужно менять, если это требуется. Если вы видите, что при создании шва получаются не валики, а что-то типа размытых линий, то следует увеличить ток. Если же валики такие огромные, что становится сложно передвигать электрододержатель, показатель тока уменьшаем.
Если вы используете не только что приобретенные электроды, а те, которые были на хранении некоторое время во влажных местах, то их необходимо высушить около двух-трех часов при температуре примерно 2000 градусов.
Разжечь дугу можно двумя способами:
-несколько раз ударить кончиком электрода об изделие;
-применить способ, аналогичный розжигу спички.
Чтобы наловчиться прокладывать шов, сначала можно отметить на металле предполагаемую линию. Отметьте так, чтобы вам было ее четко видно. Далее разжигаем дугу, и направляем ее к отметке до упора. Там начинает плавится металл и все это покрывается шлаком, как было сказано выше. Это и есть сварочная ванна, это ее нужно двигать, «вырисовывая» рисунки, как показано на рисунке выше.
Двигать сварочную ванну электродом нужно под определенным углом. Существует два отличия как сваривать детали: под углом вперед и под углом назад. Первый вид позволяет варить с меньшей теплотой, что отлично подходит для тонких металлов. Соответственно, второй вид сварки характерен для толстых металлов.
Помимо всех вышеуказанных показателей следует соблюдать еще и оптимальную длину сварочной дуги. Это то расстояние от окончания электрода до детали. Есть короткая, средняя и длинная. Короткая – 1 мм, средняя – 2-3 мм, длинная – 5 и более мм, до полного отрыва и исчезновения дуги.
Для новичка оптимальной длиной считается средняя дуга. При длинной дуге металл нагревается недостаточно потому что она «скачет», шов будет не качественным. При сварке короткой дугой появляются слишком выпуклые валики, прогрева возле них мало, это может повлечь появление подрезов (канавки вдоль шва).
Это делает шов также некачественным.
Если шов получился с дефектами – не расстраивайтесь, еще можно его подправить. Для этого нужно удалить область некачественного шва и «сварить» еще раз. Либо «подлатать» эту область.
Сварка инвертором для начинающих тонкого металла характеризуется наличием основными видами: встык и внахлест. Для новичков проще варить внахлест, есть гарантия, что вы не приварите металл к столу.Сварка тонкого металла встык имеет множество сложностей и особенностей при использовании инвертора. Чаще для этого используют сварочные полуавтоматы, которые лично для себя обычно никто не приобретает.
Пользоваться инверторным сварочным аппаратом начинающим обычно рискованно.
Итак, это основная информация, самоучитель и правила, которые нужно знать и соблюдать, если вы решили узнать, как варить металл сварочным инвертором. Сварка для начинающих, конечно, характеризуется начальными неудачами.
Первоначально нужно будет научится совершать каждый этап работы несколько раз, чтобы довести его до надлежащего уровня. Придется тренироваться, использовать множество «пробных» электродов, кусков металла, научиться хорошо и с первого раза разжигать дугу.
Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний. Техника сварки инвертором довольно прозрачна и проста.
Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
[Всего : 8 Средний: 4.4/5]
Сварка инвертором для начинающих

Проведение ручной сварки с помощью инвертора набирает всё большую популярность среди домашних мастеров, что обусловлено широким предложением различных моделей с разным ценовым диапазоном.
Для соединения изделий из железа при помощи сварки инвертором требуется минимум оборудования, характеризующегося своей многофункциональностью наравне с низким энергопотреблением и компактными габаритами, что ещё больше привлекает внимание неопытных мастеров.
Изучение технологии сварки инвертором для начинающих не составит ни малейшей трудности.
Сварка инвертором для начинающих
Принцип работы сварочного инвертора
Сварочный инвертор – мощнейший блок питания, который по способу преобразования энергии аналогичен импульсному блоку питания.
Основные стадии преобразования энергии в инверторе:
- Приём и выпрямление тока сети с напряжением 220 В и частотой 50 Гц.
- Преобразование полученного выпрямленного тока в переменный с высокой частотой от 20 до 50 кГц.
- Понижение и выпрямление высокочастотного переменного тока в ток, сила которого находится в пределах 100…200 А, и напряжение от 70 до 90 В.
Преобразование высокочастотного электротока до тока нужной величины позволяет уйти от неудобных габаритов и большого веса инвертора, которые имеют обычные трансформаторные аппараты, в которых значение тока достигается путём преобразования ЭДС в индукционной катушке.
Также при включении сварочного инвертора в сеть не будет наблюдаться резких скачков электрической энергии, и более того, устройство содержит в своей схеме специальные аккумуляционные конденсаторы, которые защищают аппарат при сварке в период неожиданного отключения электричества и позволяют произвести розжиг дуги инвертора более мягко.
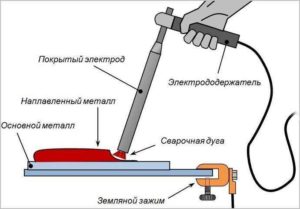
Схема дуговой сварки
Получение качественного шва при сварке зависит от многих факторов, поэтому, до начала работ, мастеру в обязательном порядке необходимо ознакомиться с тем, как правильно пользоваться инвертором согласно прилагаемой инструкции, а также основными правилами и нюансами выполнения сварочных работ, которые будут подробно описаны ниже.
Особое внимание следует обратить на диаметр электродов для сварки. Важно знать, что количество потребляемой энергии напрямую зависит от толщины сварочных стержней, и, соответственно, чем больше их диаметр, тем выше и энергопотребление.
Эта информация поможет правильно рассчитать максимальное потребление электрической энергии инвертором, что предупредит неблагоприятные последствия от его работы в отражении на бытовой технике.Также существует зависимость диаметра электрода от выбираемой для работы силы тока, уменьшение которой приведёт к ухудшению качества шва, а увеличение – к излишней скорости сгорания сварного стержня.
Конструкция инвертора для сварки
С целью понимания, как правильно пользоваться сварочным аппаратом, начинающему мастеру следует ознакомиться с конструкцией инвертора.
Сварочный инвертор – это металлическая коробка с внутренним составляющим, общим весом около 7 кг, которая для удобства переноски снабжена ручкой и наплечным ремнём. Корпус сварочного инвертора может содержать в себе вентиляционные отверстия, которые способствуют лучшему оттоку воздуха при охлаждении агрегата.
Передняя панель имеет кнопки переключения рабочего состояния, ручки-регуляторы для выбора необходимого напряжения и тока, выходы для подключения рабочих кабелей, а также индикаторы, сигнализирующие о наличии питания и перегреве инвертора при сварке.
Кабель для подключения аппарата к электросети обычно подсоединяется в разъём, расположенный с задней стороны инвертора.
Конструкция сварочного инвертора
При контакте электрода во время сварки со свариваемыми металлическими пластинами образуется высокотемпературная дуга, вследствие чего происходит расплавление и элементов сварного стержня, и металла сварного соединения.
Ванна, образованная в области дуги расплавленными металлами пластин и электрода, защищается от окисления разжиженной обмазкой электрода.
После полного охлаждения металла, верхняя поверхность шва, защищаемая электродной обмазкой в течении проведения сварки, превратится в затвердевший шлак, который достаточно легко устранится легким механическим воздействием (например, постукиванием).
Важно соблюдать одинаковое расстояние-зазор между металлом сварного соединения и электродом (длину дуги), что предупредит её угасание. Для этого, подача электрода в область сплавления должна осуществляться с постоянной скоростью, а ведение сварного стержня по стыку сварного шва должно быть ровным.Сварочная дуга
Техника безопасности
Перед тем, как приступить к домашней сварке, электросварщику необходимо позаботиться о технике безопасности:
- надеть защитный костюм из прочной натуральной ткани высокой плотности, которая не подвержена возгоранию и оплавлению при попадании на неё искр. Костюм должен скрыть область шеи, и иметь рукава, которые плотно застёгиваются на запястье.
- защитить руки рукавицами из грубого полотна;
- обуть удобную кожаную обувь с толстой подошвой;
- защитить глаза маской сварщика со светофильтром, который зависит от силы тока при сварке.
Место, где будет проводиться сварка, также должно быть тщательно подготовлено:
- уложен деревянный настил, выполняющий защитную функцию от возможного поражения током;
- место проведения сварки освобождено от всего лишнего (для предупреждения попадания сварочных брызг);
- освещение должно быть качественным;
- движения сварщика не должны быть стеснены.
Научиться варить сварочным инвертором несложно. Самым первым этапом овладения техникой сварки будет подготовка свариваемых металлических пластин:
- очищение кромки пластин от следов коррозии металлической щёткой;
- обезжиривание кромки растворителем.
Полагаясь на диаметр электродов, выбор которых основывается на марке свариваемого металла, необходимо выбрать величину тока для сварки. Значение сварочного тока также будет обусловлено и сечением свариваемых элементов. Чтобы качество шва при сварке инвертором не пострадало, предварительно сварные стержни следует просушить в духовом шкафу с температурой нагрева 200 º в течении 2-3 ч.
Способы выполнения сварных швов
Для того, чтобы сварить металл, клемму массы нужно подключить к плоскости свариваемого элемента. Далее нужно разжечь дугу. Сделать это можно двумя способами:
- чиркая по металлической поверхности пластины, по аналогии с розжигом спичечной головки;
- постукивая электродом по свариваемой поверхности.
Работа сварочным инвертором будет более удобной, если при сварке кабель держака прижать к телу, предварительно обмотав его вокруг предплечья рабочей руки.
В таком положении кабель не будет тянуть в сторону держак и регулировка его положения будет более сподручной.
Поэтому, при выборе инвертора особое внимание необходимо уделить длине и гибкости кабелей, ведь именно от этих показателей будет зависеть удобство работы сварщика.
Правильное положение кабеля при сварке
После розжига дуги, электрод нужно отвести от плоскости металлической пластины на расстояние, равное длине дуги (примерно 2-3 мм) и можно приступать к сварке. Чтобы сделать качественную сварку, необходимо постоянно следить за длиной электродуги. Короткая дуга (около 1 мм) способна вызвать сварочный дефект, носящий название «подрез».
Этот изъян сварки характеризуется возникновением неглубокой канавки, параллельной сварному шву, и приводящей к снижению показателей прочности шва. Длинная дуга нестабильна, обеспечивает более низкую температуру в зоне сварки, и, как следствие, такой шов имеет слишком малую глубину и «размазанность».
Сварщик, который умеет правильно регулировать длину дуги, получит шов высокого качества.
После окончания сварки, следует аккуратно отбить молотком застывшую поверх шва окалину.
Полярность при сварке инвертором
Плавление металла обуславливается воздействием на него высокой температуры сварочной дуги, которая возникает в результате присоединения противоположных клемм инвертора к металлической пластине и к сварному стержню. В зависимости от порядка подключения клемм сварочного инвертора, различают прямую и обратную полярность.
Порядок подключения клемм при прямой и обратной полярности
Полярность– это задание направления движения электронов. И прямая, и обратная полярность применяется при сварке инвертором, поэтому начинающему сварщику важно знать отличия этих видов подключений.
Прямая полярность – это полярность, возникающая после подсоединения электрода к клемме «минус», а металлопластины — к клемме «плюс».
При таком подключении движение тока идёт от электрода к металлу, в результате чего металл прогревается более интенсивно, и зона расплавления становится резко ограниченной и глубокой.Прямая полярность подключения сварочного инвертора выбирается при сварке толстостенных элементов и при инверторной резке.
Обратная полярность характеризуется подключением «минуса» к металлической пластине, а «плюса» — к электроду. Зона сплавления при таком подключении более широкая и имеет малую глубину.
Направление тока направлено от металлической заготовки к электроду, в результате чего происходит более сильный нагрев электрода.
Такой порядок уменьшает риск возникновения прожога и применяется при сваривании тонкостенных металлических изделий.
Работа с тонким металлом
Сварку тонкостенных металлических изделий инвертором проводят путём подключения клемм по схеме, соответствующей обратной полярности, и расположения электрода углом вперёд. Эта техника сварки обеспечивает получение меньшей зоны нагрева при достаточной ширине шва.
Розжиг электрода следует производить предельно аккуратно, ведь начало ведения ванны при сварке тонкого металла зачастую сопровождается прожогом. Сварку тонкого металла инвертором необходимо проводить постепенно, заваривая небольшие участки с кратковременным отводом электрода от ванны. В этот момент требуется следить, чтобы жёлтое свечение кончика электрода не погасло.
Качество сварного шва напрямую зависит от качества электродов, которые помогут избежать излишнее образование шлака в шве малого сечения. Также использование электродов малого диаметра позволяет избежать прожога металла.
При завершении шва не следует резко отрывать электрод для гашения дуги, ведь в таком случае на конце шва образуется заметный кратер, который ухудшит показатели прочности металла сварного соединения и результат работы оборудования сварочный аппарат окажется неудовлетворительным.
Ещё один дефект, часто возникающий при сварке тонкого металла – это деформация изделия. Для предупреждения её появления, необходимо перед сваркой тщательно закрепить свариваемые детали.
Советы начинающим сварщикам
Сварщик с малым опытом часто задаётся вопросом о том, как правильно сваривать металл электросваркой. Общие советы по работе с инвертором и правила сварки металла электродом будут приведены в разделе ниже.
Сваривая металл инвертором, необходимо тщательно контролировать, чтобы сварной шов шёл вровень с металлом.
Электродуга, проникающая в металл с интенсивной скоростью и достаточной глубиной, заставляет ванну двигаться назад и создаёт сварной шов, который способен стать дефективным, если скорость движения электрода будет слишком высока. Идеальный шов получится, если электрод будет совершать зигзагообразные и круговые колебания.
При изменении направления движения электрода следует помнить, что ванна следует за теплом. Формирование подреза происходит на фоне недостаточности металла электрода, поэтому стоит строго следить за границами ванны и контролировать их.Располагая электрод под определённым углом можно управлять направлением движения ванны, при этом вертикальное положение электрода будет способствовать достаточному проплавлению. Ванна при таком положении будет вдавлена вниз и иметь хорошие границы, а шов будет иметь меньшую выпуклость. Слишком большой наклон электрода не позволит управлять ванной.
Положения электрода при сварке
Сварка инвертором также применима и при выполнении работ по свариванию труб. Сварка проходит в достаточно сложных условиях, поэтому необходимо большое внимание обращать на качество провара на поворотных стыках. Угол, равный 30º, является стандартным углом наклона электрода к поверхности трубы.
На трубах из низколегированных сталей с сечением стенки до 12 мм шов будет однослойным. Для труб с большей толщиной стенки следует наложить повторный шов, за счёт чего общая прочность сварного шва повысится. После каждого нового наложения шва следует в обязательном порядке очистить затвердевший шлак.
Трубы с диаметром до 0,5 м необходимо проваривать непрерывно.
Инвертор – простой сварочный аппарат, который идеально подойдёт начинающему сварщику для проведения сварочных работ в домашних условиях. При выборе инвертора необходимо полагаться на собственные нужды, и соответствие им выбираемого аппарата, таким образом обеспечивая свои потребности.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сварка инвертором для начинающих и азы электросварки
Сварка инвертором для начинающих и азы электросварки
С появлением на рынках недорогих инверторов для сварки постоянным током, у каждого домашнего мастера появилась уникальная возможность научиться варить. Сделать это со сварочным инвертором намного проще, чем со старым трансформаторным аппаратом переменного тока, который очень сильно нагружает электросеть.
Стоимость инвертора для сварки во многом зависит от его характеристик и бренда. Однако даже самого дешёвого сварочного аппарата с лихвой хватит для того, чтобы сварить забор на даче или собрать небольшую металлоконструкцию. При этом чтобы освоить сварочный инвертор, понадобится совсем немного времени.
Как варить сварочным инвертором для начинающих, и каковы основы электросварки, будет рассказано ниже, в этой статье сайта mmasvarka.ru.
Что такое сварочный инвертор, принцип работы
Сварочный инвертор назвали так потому, что он способен преобразовывать входящий переменный ток, в постоянные его значения. Сам по себе инвертор имеет очень высокие значения КПД (почти 90/%), что намного выше, чем у обычного сварочного трансформатора.
Практически все сварочные инверторы способны работать от домашней электросети в 220 Вольт. Однако есть и особые аппараты для работы, которых нужны все 380 В. Немаловажное преимущество сварочных инверторов и в том, что они способны работать от пониженного напряжения в 160 В.
Ну а для новичков, которые только учатся варить, сварочный инвертор станет просто незаменимым помощником. Здесь и более стабильная дуга, чем на сварочном аппарате переменного тока, и другие возможности, помогающие в значительной мере облегчить сварочный процесс.
Основы и азы сварки инвертором
В первую очередь нужно разобраться из чего состоит сварочный инвертор, и какие его элементы управления потребуются в работе. На вид инвертор представляет собой небольшой прямоугольный ящик, вес которого может достигать 10 кг. С одной стороны инвертора расположены элементы управления, с другой стороны, вентиляционные отверстия.
Основными элементами управления инвертором является кнопка включения и регулятор силы тока. Кроме того, в зависимости от модели и функциональных возможностей сварочного аппарата, спереди могут размещаться и вспомогательные элементы управления. Неотъемлемыми атрибутами любого инвертора, являются выхода «+» и «-» для подключения электродного держателя и минусовой клеммы-прищепки.
Выбирая сварочный инвертор, следует учитывать, для чего он именно нужен и какой металл им по толщине придётся сваривать. Посмотреть рейтинг сварочных инверторов и самые популярные их модели, можно в этой статье сайта про ручную дуговую сварку.
Сварка инвертором для начинающих
Сварочный инвертор умеет варить только постоянным током. Следовательно, меняя полярность подключения инвертора, можно изменять параметра электросварки.
Если держатель с электродом подключается к минусовой клемме инвертора, а «масса» к плюсовой клемме, то такое подключение инвертора называется «прямым».
Способ прямого подключения к инвертору подходит для сварки толстых металлов, толщиной более 5 мм.
Обратное подключение инвертора, когда на электрод подаётся плюс, а к свариваемой заготовке минус, используется преимущественно при сварке тонких металлов. Однако такое подключение инвертора не является строгим правилом, и оно может быть изменено в ряде случаев.Все дело в том, что при подключении инвертора в обратной последовательности, большая температура нагрева приходится на электрод, а не на металл, что уберегает его от прожога. О том, что такое прожог сварного шва при сварке уже рассказывалось в прошлой статье.
Сварочная дуга и образование шва
Чтобы сформировать сварочный шов, нужно зажечь дугу. Для этого электрод лёгким постукиванием или чирканьем проводится по поверхности металла. Сам электрод состоит из металлического стержня и специальной обмазки нанесённой на него. По сути, когда электрод соприкасается с металлом, образуется КЗ — короткое замыкание, которое способствует быстрому разогреванию металлов и их сварки.
Что нужно знать начинающему сварщику:
- Длина дуги — рекомендуется выдерживать дугу как можно короче, хотя бы на первых порах сварки. Инициировать сварочную дугу можно, как было сказано выше, двумя способами: лёгким постукиванием электрода или его чирканьем. Чирканье даёт возможность быстро прогреть электрод и исключить его прилипание к металлу. Поэтому для новичков данный способ розжига дуги наиболее предпочтительный.
- Движение электродом — когда дуга инициирована, можно приступать к сварке металлов. Для этого электрод ведётся из стороны в сторону, захватывая и наполняя раскалённым металлом кромки свариваемых изделий. Движение электродом можно осуществлять различными способами, например: ёлочкой, треугольником и т. д.
- Скорость сварки — зависит от толщины свариваемого металла. Чем тоньше металл, тем выше скорость сварки, а иначе прожогов не избежать.
Обязательно нужно не забыть и заварить в конце сварочного шва кратер. Для этого достаточно немного вернуться в конце шва назад, удержать дугу, и после заполнения кратера металлом разорвать её отводом в сторону.
Еще статьи про сварку:
- Прожог сварного шва: причины, из-за чего это происходит
- Как варить трубы: полезные советы для начинающих
- Что делать, если нахватался зайчиков при сварке