Как измерить катет сварного шва
Что такое катет сварного шва и его расчет
Прочность сварных швов определяется не только правильно выбранным режимом сваривания двух металлических заготовок или правильно подобранными расходными материалами, но и точными размерами самого сварочного шва. И если при стыковом виде сварки за основу берется ширина валика, то при угловом катет сварного шва. Что это такое, и почему именно этот параметр влияет на прочностные характеристики соединительного участка.
- 1 Что такое катет сварочного шва
- 2 Расчет катета шва
- 3 Выводы
Что такое катет сварочного шва
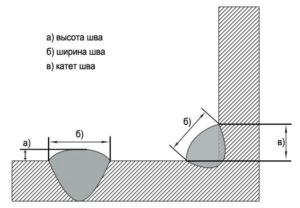
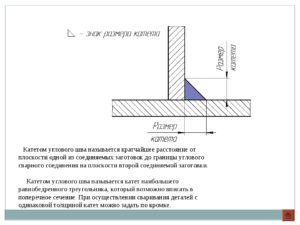
Если рассмотреть сварочный шов в разрезе при угловой сварке, то это в идеале должен быть равнобедренный треугольник. Так вот его катет, а это расстояние от конца шва одной детали до плоскости другой. По сути, катет шва и есть катет треугольника, поэтому данный показатель так и назван.
Итак, от значения катета углового соединения зависят прочностные характеристики стыка. Но в этом плане нельзя говорить о том, что чем больше катет, тем прочнее соединение.
Потому что большое количество наплавленного металла может привести к сварочным деформациям.
Плюс, это всегда большой расход электродов, газа, флюса и присадки, и как следствие повышение себестоимости проводимых сварочных работ.Поэтому необходимо учитывать геометрию стыка с таким учетом, чтобы в него поместился катет с большими параметрами продольного сечения.
Если производится сваривание двух заготовок разной толщины, то катет определяется по детали с меньшей толщиною. Обычно данный параметр сварочного шва определяется и измеряется специальными шаблонами.
Сегодня все чаще сварщики пользуются универсальными измерительными инструментами УШС-2. Их называют катеомерами сварщика.
Это несколько тонких пластин, на концах которых есть выемки, определяющие разные размеры катетов. Соединяются пластины кольцом или шарниром. Прикладывая поочередно каждый шаблон к сварочному шву, находится тот, который точно будет прилегать к образовавшемуся валику.
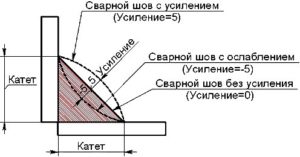
По форме шов должен быть без выпуклостей и вогнутостей. Но так получается редко.
- Обычно сварной шов – это валик с выпуклой поверхностью. Специалисты отмечают, что это не самый лучший вариант, потому что внутри такой формы концентрируются напряжения, плюс увеличивается расход материалов.
- Идеальный же вариант – валик с вогнутой поверхностью, который получить очень сложно. Для этого необходимо правильно настроить параметры сварочного аппарата, а также точно соблюдать определенную одинаковую скорость электрода. А этим владеют только сварщики с большим опытом. Поэтому вогнутую поверхность получают после сварки механической обработкой. Данный вид сварного шва в сборке металлоконструкций не используется.
Что касается размеров катета углового соединения, то, как уже было сказано выше, все зависит от толщины свариваемых деталей. К примеру, если их толщина находится в пределах 4-5 мм, то катет не должен превышать 4 мм. Если толщина больше данного показателя, то и катет не должен быть 5 мм – и это минимальный показатель.
Необходимо отметить, что вогнутость и выпуклость сварного валика во многом зависит от того, каким электродом проводился сварочный процесс. Здесь имеется ввиду химический состав стержня.
К примеру, если сварка проводилась электродом, расплавленный металл которого становился вязким и густым, то получается в конечном итоге выпуклая поверхность валика.
Если расплавленный металл был жидковатым и растекающимся, то получается вогнутая поверхность.Что касается режима и скорости проведения сварочного процесса.
- В основе выбранного режима лежат две величины: сила тока и напряжение. Так вот при увеличении силы тока и стабильном напряжении увеличивается глубина проварки, и уменьшается ширина шва. При стабильном токе и изменении напряжения наблюдается снижения параметра глубины проварки и увеличения ширины валика. Понятно, что и катет шва при сварке будет изменяться.
- Если скорость перемещения электрода вдоль сварочного стыка не превышает 50 м/час, то глубина проварки стыка увеличивается, а его ширина уменьшается.
- Все происходит наоборот, если скорость начинает увеличиваться и превышает обозначенное значение. В любом случае, не только уменьшается катет шва, но и снижаются характеристики металла внутри зазора между заготовками, потому что нагрев ванны производится незначительный.
Расчет катета шва
Так как в сечении сварной шов – это прямоугольный равнобедренный треугольник, то размер его катета рассчитать несложно. Для этого можно воспользоваться тригонометрической формулой: T = S cos 45º, где
- Т – это величина катета шва;
- S – это ширина валика или гипотенуза треугольника.
Чтобы узнать размер катета, необходимо в первую очередь замерить ширину сварного шва. Сделать это несложно. При этом cos 45° равно 0,7. Подставляя все значения в формулу, можно с большой точностью определить размер катета сварного шва.
К примеру, если ширина валика равна 3 мм, то его катет будет равен: 3х0,7=2,1 мм.
А так как существуют определенные стандарты, которые гарантируют качество конечного результата в зависимости от ширины сварочного валика, то можно установить стандартные значения и самого катета.
Так при сваривании двух заготовок толщиною 12-19 мм, оптимальное значение ширины шва находится в пределах около 6 мм, а значит, стандартный размер катета будет равен 4,2 мм или выбирается диапазон 4-5 мм.
То есть, сварив две заготовки данной толщины, можно измерить катет шва, выбрав катетомер определенного размера. Если он не совпадает, значит, сварка была проведена неправильно, и гарантировать ее высокое качество нельзя.
Выводы
Давая определение катету сварного шва, необходимо понимать, что данный показатель относится к категории качественных.
От него во многом зависит прочность и надежность свариваемой конструкции, поэтому при создании схемы сварки на больших производствах обязательно данный параметр оговаривается.
И если в неответственных конструкциях к нему отношение «прохладное», то для тех соединений, которые будут подвергаться большим нагрузкам, данному значению отводится важная роль.
В сложных сварочных технологиях катет выбирается индивидуально для каждого стыка. Но, в сущности, для него используют стандартные общие принципы выбора. А это, как уже было сказано выше, толщина соединяемых металлов, их химический состав, режим сварки, тип электрода или присадочной проволоки.
Поделись с друзьями
Как научиться сваривать металл советы для начинающих
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
От выработки нормального положения держателя электрода зависит качество сварки. Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Движения держателем
Для правильной сварки необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях.
Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу.
Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Сварка инвертором для начинающих — уроки техники и основы
Среди доступных сварочных аппаратов для покупки и начального практического обучения, сварщикам самоучкам наиболее подходящими будут недорогие, надежные, легкие и надежные модели, обладающие главным и неоспоримым свойством – удобством в работе.
Такими почти идеальными свойствами обладают современные аппараты электродуговой сварки, созданные по новым технологиям, и вобравшими в себя практически все наиболее значимые инновации – сварочные инверторы.
Как и любая другая электросварка, сварочный инвертор применяется для простого и надежного соединения между собой металлических конструкций.
Очертить более точно область применения такой технологии довольно сложно, поскольку практически повсеместно применимы сварные соединения – в строительстве, машиностроении, сельском хозяйстве и быту, в общем, там, где необходимо легко и просто соединить между собой металл.
Необходимые материалы/инструменты/защита
Непосредственно для работы, начинающему сварщику понадобятся в качестве инструментов:
- Сварочный инвертор с комплектом проводов (с клеммой «массы» и электрододержателем.
- Расходные материалы – сварочные электроды для ручной электродуговой сварки (для начала в качестве тренировки подойдут диаметром 3 мм).
- Щетка по металлу.
- Небольшой молоток (как правило, в комплекте инвертора идет такой молоточек, но лучше купить специальный молоток сварщика – с пружинной ручкой и заостренными концами с плоским и пикообразным).
- Зажимы для прижатия свариваемых деталей.
В качестве материалов для начального обучения подойдут:
- Металлические железные предметы – трубы, полосы металла, строительная арматура.
Внимание! Делая первые шаги, важно знать, что для сварки алюминия, чугуна, нержавеющей стали, нужны особые электроды и очень уверенные навыки проведения сварочных работ.
Как рассчитать катет сварного шва самому: инструкция, формула и система, оценка результата
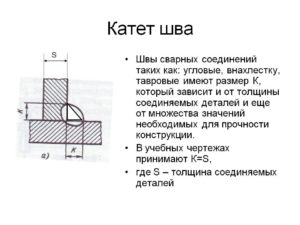
Сварочный шов имеет много параметров такие, как высота усилия, ширина, длина или толщина. Разность этих параметров появляется из-за того, что швы бывают разные, например угловые или прямые, а эти два делаться ещё на много других под видов.
Но нас интересует как рассчитать катет сварочного соединения, во всем этом нам и помогут все перечисленные характеристики.
Вам кажется, для чего так глубоко залазить в геометрию, это же сварка, но все не так легко, расчёт катета позволит вам на много поднять уровень соединения, и достигнуть нужного результата.
Но на этом этапе много кто сталкивается с проблемой того, что даже не знает что такое катет шва и как его рассчитать. И тем более как его померить, и для чего вообще все это необходимо при работе со сваркой.
Наша статья хочет приоткрыть занавес на такие популярный вопрос, как же все таки провести расчет катета шва от толщины металла.
Даже для начинающих сварщиков будет достаточно прочитать нашу статью, что бы во всем хорошо разобраться, и применить свои знания на практике, с неплохим успехом.
Информация для общего сведения
Итак мы начнем с того, что все таки такое катет соединения, для чего он существует и зачем вообще нам его рассчитывать? Это на самом деле катет того треугольника, в который может влезть продольное сечение.
Влезть конечно не фактично. Но все же вопрос «Зачем это делать?» остаётся у всех, зачем в принципе рассчитывать это для угловых соединения или прямых, швов внахлест или торцовых.
Вы должны знать о том, что на рынке можно найти специальное механическое приспособление, такую себе линейку, но вы все советуем научиться делать такие расчёты самостоятельно, это значительно поднимет ваш профессионализм, и вы обретете новый навык.
Такие расчёты ещё могут показать вам уровень качества сделанного вами соединения, ведь качество это первое в списке приоритетов у мастера, что приступит к такой не простой работе.Вам не удастся сделать катет шва если вы работаете с большой конструкцией, это не решит вопросов того, что шов может оказаться не надежным. Иногда визуально он может казаться достаточно стойким и качественным, но на самом деле потом подвести вас.
Новичкам может показаться что такую проблему решить не сложно, наплавил побольше и готово, но это далеко не так и большая ошибка.
Пока вы наплавляете горы металла, то поверхность детали все сильнее оказывается под действием температуры, что приведет к неизбежным дефектам как окисление, искривление и коррозии в будущем, и конечно все это сделает качество соединения значительно ниже.
Такое расчёт будет полезен если вам нужно подсчитать смету, то есть на предприятии, или даже на большим домашнем строительстве.
Померять катет вы сможете практически безошибочно подсчитать нужное количество расходных материалов, сил, уже не придется экстренно докупать что-то, когда вы поймете, что шов оказался слишком тонким или узким.
Ещё расчёт будет хорошим вариантом если вам предстоит работа с металлами разной толщины. Если вам приходиться сваривать металлы из рода толстых и тонких просто подсчитайте и не возникнет проблем. Для таких расчётов учитывают параметры тонкого металла.
Если вы прислушаетесь к нашему совету и подсчитает, то ваш шов никогда не получиться слишком узким.
А это дорогого стоит в тех случаях когда предстоит ответственная работа с проблематичной металлической конструкцией, которую после будут дотошно проверять.Особенно полезен будет такой расчёт при работе со швами на углах, ведь именно там чаще всего возникают трещины, коррозии, деформации.
Обман часто в том, что визуально сваренный элемент выглядит прочно, но когда её приводят в использования о не просчитанные фрагменты могут серьёзно подвести. Рассчитывать катет действительно стоит. А про то как это сделать правильно читайте ниже.
Система расчёта катета сварочного шва
В интернете вам удастся найти очень много разнообразных формул по которым советуют рассчитывать катет соединения.
Формулы разнообразные поскольку работают по различным видам швов, как тавровые, соединения внахлест, прямые, швы на углу. И это далеко не все типы, а каждый имеет ещё большее развёрнутую классификацию.
То есть каждый отдельный шов нужно расчитывать по специальной формуле в общей массе это близка дюжины формул, если мы возьмём в расчёт все нюансы.
Но, как вы понимаете, это слишком большой объём информации и вместит его в регламент одной статьи невозможно.
Но мы расскажем про то как посчитать самый известный и часто используемый тип соединения-мы будем считать по ширине шва. Ниже вы можете видеть нужную нам формулу:
Такая вот простая формула. Она позволяет легко подсчитать размер катета углового шва. А далее все ещё проще катет углового соединения это и есть значение катета треугольника который сможет вписаться.
Ещё мы вам расскажем как произвести расчёт катета шва от толщины. Но тут не нужно даже элементарных формул, будет достаточно взят толщину по наименьшему участку и это число и будет вашим показателем.
Примеры выходят элементарные если мы имеем металл, толщина которого 4 миллиметра и мы должны его сварить, то нужно посчитать катет по толщине.
Тогда оцениваем правда ли толщина 4 миллиметра по всей площади поверхности и делаем вывод, что толщина 4 миллиметра.
Рассчитывать катет сварочного соединения от толщины удобно когда вы собираетесь варить с помощью нахлёстанного шва или диалектные, тонкие участки. А если ваша деталь внушительно толстая то найдите 40 процентов от показателя.
Ниже мы нашли для вас схему наименьших катетов сварочных соединения для тавровых соединений.Оно послужит вам если нет времени долго рассчитывать, или в таблице просто уже имеются точные данные под ваши параметры. Добавьте её и попробуйте использовать в работе.
Характеристики хорошо исполненного шва
Выше вы уже прочитали как посчитать катет сварочного соединения. Это будет большим плюсом, но все же для качественного соединения только этого мало. У сварочного шва есть свои параметры не считаться с которыми вам не удастся.
На первом месте должна быть однородность шва по всей его длиннее, не должно быть наплывов и не проваров, или каких-то «змеек» все должно быть красиво и аккуратно. Внимательно следите за тем, что вы делаете и как, старайтесь все сделать аккуратно.
Вам что-то моет показаться пустяком, а позже конструкция просто может рухнуть, и хорошо если не кому-то на голову. Ширина шва должна быть одной по всей длине.
Если соединение где-то шире где-то уже, то возникнут точки опоры, и эту точку не смогут вынести веса конструкции, она начнет пускать трещины и позже может рухнуть.
Ещё важно наблюдать чтобы ваше соединение было на достаточной глубине. Важно равномерно заваривать на глубину или могут пойти внутренние трещины.
На заводах производиться профессиональный расчёт всех этих характеристик. Сварщики до миллиметров рассчитывают глубину ширину, длину. И зачастую используют все перечисленные нами техники работы с расчётами.
Конечно любитель или совсем новичок может не усложнять и так непростое для себя задание сварки подобными расчётами, но понимать азы очень важно, вы должны знать как все это должно выглядеть в идеале.
Чем сильнее похожи между собой заготовленные делали для сваривания тем лучше.
Естественно есть и такие способы сварки которые работают по сваривании неподобных металлов, химический состав которых совсем разный, но все равно соединение таких металлов не будет очень прочным что бы вы с ним не делали.Для хорошего результата вам нужно что бы была правильная сила тока, качественное профессиональное оборудование, если вы не новичок в этом деле, ещё важно приобрести качественные расходные материалы, в первую очередь электрод, потому что именно они формируют шов.
Только если вы можете обеспечить такие условия работы подсчет катета соединения будет полезен для вас.
Вы можете просчитать все до миллиметров, но при этом работать на старом, не исправном оборудовании или с не качественными электродами с которых так и сытиться шлак, то результат никогда не будет крепким.
Итог
Важно производить подсчет катета соединения исходя из толщины или его ширины. Но это только часть того, что должно быть в своем инструментарии работы со сваркой металлов. Ещё важно ориентироваться в видах сварки, видах аппаратов и расходных материалов.
Конечно не мало решает ваш опыт, вы можете прочитать сто книг и ваш результат на практике может быть посредственным. А можете не прочитать не единой и при этом владеть техникой просто учась на своих ошибках.
Но конечно хорошо совмещать теорию и практику, тогда результат будет хорошим. Если вы будете знать наименьший катет соединения, то сможете посчитать характеристики его качества.
Но помните и про другие правила, вы должны купить хорошие расходные материалы, как например стержни, хорошо настроенный аппарат это половина дела, и конечно работайте аккуратно и точно, лучше потратить пол часа больше чем потом переделывать целый день.
Если у вас нет достаточного опыта, то не переживайте, все придёт и вы не будете отставать. Главное чтобы вас это интересовало и был видим минимальный прогресс.
Расчет длины катета сварного шва от толщины металла для различных видов сварочных швов

В производстве металлоконструкций и автомобилей с большим весом сварные соединения должны выдерживать высокие нагрузки. Спай будет качественным только в том случае, если перед началом работ точно рассчитаны все параметры. Один из важных показателей – катет шва (К).
Это одна из сторон самого большого условного треугольника с равными боками, который возможно вписать в поперечное сечение соединения (ГОСТ Р ИСО 17659-2009, вступивший в силу 01.07.2010 г). Ее можно измерить или рассчитать, базируясь на размеры свариваемых элементов.
Выбирая длину стороны треугольника, учитывается размеры заготовок, положение и вид спая. Подбор осуществляется для каждого элемента, но учитываются общие принципы. В домашнем хозяйстве можно использовать шаблон для измерения.
Чтобы соединение было достаточно прочным, обе одинаковые стороны треугольника должны иметь одинаковую длину (если элементы расположены под углом 90о).
Соединения могут быть:
- стыковые (без скоса кромок, с односторонним, с V-образным, X-образным, криволинейным скосом);
- торцевые;
- внахлест;
- угловые (угол от 30о, односторонние, двусторонние без скоса кромок, с одним или двумя скосами);
- тавровые (угол острый или прямой, односторонние, двусторонние, без скоса кромок, с одним или двумя скосами).
Расчет длины катета сварного шва в зависимости от толщины металла возможен для трех видов швов: угловых, тавровых, внахлест.
Расчет длины катета шва, исходя из толщины металла, требуется на промышленном производстве, так как от этого показателя зависит прочность спая, расход сварочной проволоки, ее диаметра (чем длиннее сторона треугольника, тем толще проволока).
Важно! Если сторона треугольника слишком длинная, увеличивается объем жидкого металла (из-за большой площади нагрева) и расход присадки, готовое изделие может деформироваться.Катет важен так же, если свариваются элементы различных размеров (расчеты производятся, базируясь на меньший показатель).
Читайте так же: Приемы, позволяющие снять напряжение металла после сварки
Формула расчета
Объем наплавленного материала равен квадрату катета. Например, если К увеличивается на 1 мм при длине спая 10 мм, расход проволоки увеличивается на 20%.
Для соединения внахлест материалов с толщиной до 4-х мм К=4. Если показатель больше, нужно взять 40% толщины и приплюсовать 2 мм.
Угловые сварные соединения бывают:
- нормальные (без выпуклости и вогнутости) — К равен толщине металла;
- вогнутые — К=0,85;
- выпуклые — К= s×cos45°, где s – ширина спая, cos45°=0,7071;
- специальные (треугольник не равнобедренный).
При расчете длины катета сварного шва в зависимости от толщины металла формулы недостаточно — важен способ сварки и текучесть свариваемого металла.
Полученный результат необходимо сверить с требованиями ГОСТ 11534-75 и ГОСТ 5264-80 или справочными материалами.
При проведении сварочных работ в домашнем хозяйстве достаточно установить сторону треугольника, превышающую толщину на 1-1,5 мм, или определить показатель по таблице. Существуют правила, которые необходимо соблюдать всегда. К должен быть меньше, чем толщина самого тонкого элемента, умноженная на 1,2. Протяженность спая должна быть меньше, чем К*4.
Расчет катета для шва 1м
На практике все расчеты достаточно условные, так как базируются на предпосылках:
- нагрузка распределяется равномерно по всей длине наплавленной присадки;
- разрушение возможно только по слою присадки, равному 0,7 К.
Цель проектировочных расчетов – определить оптимальный размер спая для определенного показателя растяжения и осевого напряжения.
Оптимальная протяженность наплавленной присадки по нагрузке на растяжение определяется по формуле:
L= F/ρ*[ρ], где
L – протяженность спая;
F – планируемая реальная нагрузка на соединение;
ρ – допустимая нагрузка на соединение.
Оптимальная протяженность по осевому напряжению:
L=F/0,7К*ρ
Из этой формулы можно вывести формулу для расчета К при протяженности наплавленной присадки 1 м:
К= 0,7*L*ρ
К=0,7*ρ
Это значит, что К полностью зависит от величины допустимой нагрузки.
Допустимые нагрузки на сжатие, растяжение и срез для различных методов сварки определены в специальных таблицах.
При разработке проектной документации:
- выбирается метод сварки, вид сварки, марка электрода (проволоки);
- определяют нормативную допустимую нагрузку;
- рассчитывают длину спая на растяжение и осевое напряжение;
- создают чертеж соединения;
- уточняют технические характеристики и размеры свариваемых элементов.
При разработке проектной документации сварки определение точной величины катета шва от толщины металла и оптимальной длины спая проводится с целью повысить качество работ и минимизировать их себестоимость.
Важно получить прочные и надежные соединения при минимальных затратах.
Особенно важен этот показатель на больших промышленных предприятиях, изготавливающих металлоконструкции, которые должны выдерживать во время эксплуатации повышенные нагрузки.
Как определить катет сварного шва?
При электродуговой сварке возникает необходимость оценить качество шовного соединения деталей неразрушающими методами. Для этой цели используют дефектомеры, основанные на различных физических принципах. Кроме того, проводится визуальная оценка качества и геометрических параметров, при которой используется понятие катета сварного шва.
В зависимости от ряда условий производится предварительный расчёт катета по соответствующим таблицам, что позволяет закладывать его характеристики в проектную документацию на разных этапах работ. Мы подробно расскажем об этом понятии и его влиянии на прочность соединения заготовок.
Типы сварочных швов
Соединение деталей может происходить разными способами и это целиком зависит от формы заготовок и решаемых задач. Сварщики могут соединять элементы в одной плоскости или же под углом друг к другу внутренним или внешним швом, параметры которого зависят от требований по прочности и толщины заготовок.
Также важно учитывать степень обработки кромок и возможное изменение геометрической формы деталей по причине перегрева, связанного с несоблюдением технологического режима. Иногда использование сплошного шва не является экономически оправданным и выбирается прерывистое соединение в шахматном или ином порядке.
Независимо от вида сварки, материала заготовок и количества проходов скорость сварки по нормам и таблицам редко превышает значение 50 м/час. Эта оптимальная величина позволяет достаточно хорошо прогреть заготовки и в то же время не допустить перегрева, ведущего к деформациям составных частей изделия.
По способу соединения деталей различают следующие виды сварных швов, а именно:
- соединение внахлёст, которое производится при относительно небольшой толщине заготовок и делается с двух противоположных сторон;
- стыковое соединение, проводится с обработкой кромок стыка под углом в 45о при толщине металла более 4 мм;
- торцовый способ, применяемый для соединения двух наложенных друг на друга листов металла;
- угловой шов, как внешний, так и внутренний с обязательной обработкой кромок для наилучшего провара;
- соединение тавровое, при котором детали располагаются под прямым углом с двусторонним привариванием.
Выбор типа соединения зависит от технического задания и требуемой прочности соединения, поэтому необходимо учитывать наличие разнотолщинных заготовок, требующих особого внимания при обработке и стыковке кромок. Необходимо подбирать флюс и присадки, а также материал электродов в точном соответствии со свариваемым материалом, чтобы предотвратить образование пористого и непрочного шва.
Параметры и геометрические характеристики шва
Размеры шва и глубина провара зависит от нескольких факторов, к которым относятся химический состав заготовок и материала электрода, состав присадок и флюса, а также сила тока и скорость сварки. Именно эти обстоятельства определяют свойства и геометрические размеры шовных соединений, определяющих жёсткость и прочность всей конструкции в целом.
Для стыкового соединения характерна выпуклая форма, которая выравнивается в процессе окончательной обработки абразивными материалами. Это производится в том случае, если высота валика не должна превышать определённых показателей по техническому заданию.
При нахлёстном, угловом или тавровом соединении форма шва в разрезе имеет вид прямоугольного треугольника с катетами и выпуклой или вогнутой гипотенузой, причём рекомендуемые размеры этой геометрической фигуры зависят от толщины свариваемых материалов.
Прочность стыка заготовок определяется следующими параметрами шовного соединения:
- корневая часть шва, которая наиболее близка к стыку деталей;
- тело шовного соединения характеризуется одним или несколькими проходами для достижения необходимых габаритов;
- показатель ширины шва, представляющий собой условную гипотенузу прямоугольного треугольника с выпуклой или вогнутой поверхностью;
- параметр катетов сварного шва, который наиболее полно характеризует жёсткие прочностные свойства соединения.
Чтобы понять, что такое катет сварного соединения, необходимо представить шов в разрезе.
Он выглядит в сечении, как прямоугольный треугольник с двумя катетами по сторонам заготовок и гипотенузой между ними, которая и является шириной шва. Эти параметры и считаются основой визуального контроля качества при сварке.
При соединении тонких (до 4 мм) листов внахлёст, катет выбирают равным толщине заготовок, а при большей толщине этот параметр равен 40−45% от толщины деталей.
Катет сварного шва: способы визуального контроля параметров
Для неразрушающего контроля качества сварки существует несколько достаточно эффективных методов, основанных на разных физических принципах. Это радиографический метод, просвечивание рентгеновскими и гамма-лучами, а к безопасным методам относятся вихретоковое дефектоскопирование и ультразвуковой контроль.
Не последнее место занимает магнитное зондирование и капиллярный способ исследования. Методы такого контроля требуют дорогостоящей аппаратуры, радиоактивных источников или реактивов, поэтому являются довольно затратными и не применяются повсеместно, а лишь в ответственных и особо важных узлах и регламентируются инструкцией СН 375-67.
Существуют компьютерные программы расчёта прочности соединений, где ключевым параметром является катет шва при сварке, при этом становится необходимым проводить измерения основных геометрических характеристик. Такие замеры выполняются во время визуального контроля шва с помощью разнообразных универсальных шаблонов, а именно:
- сварочный шаблон Красовского, универсальный (УШК-1), служит для измерения зазоров между заготовками и параметров нахлёсточных, тавровых и стыковых соединений;
- универсальный измеритель УШС-2, представляющий собой набор шаблонов для определения катетов по выпуклой гипотенузе от 4 до 14 мм;
- более сложный измеритель УШС-3, служит для промеров углов разделки стыков, а также позволяет замерять смещение между деталями и высоту валика стыкового шва;
- шаблон сварщика УШС-4 со встроенным измерителем Маршака-Ушерова позволяет измерять различные углы, величину катета и корня шва, является наиболее универсальным измерителем.
Мы убедились в важности такого показателя, как катет сварного шва при визуальном контроле качества работ и расчёта прочности всего соединения в целом.
Метод оценки соответствия выполненных работ техническому заданию с помощью замеров, является наиболее недорогим и проверенным временем способом, который не требует использования высокотехнологичной аппаратуры и дорогостоящего обучения персонала.
Подводим итог
Мы рассказали об относительно доступном и надёжном способе расчёта прочности сварочного соединения с помощью такого параметра, как катет сварного шва. При упрощённом, примерном подсчёте можно выполнять простые работы, но если требуются ответственные строительные конструкции, то необходим взвешенный инженерный подход, основанный на правильных замерах специальными шаблонами.
Катет шва при сварке: определение и методы расчета

В строительной отрасли при сварке массивных металлических сооружений в стыках возникают серьезные нагрузки, что при несоблюдении технологии несет риски обрушения конструкции.
Это актуально в корабельной отрасли и машиностроении (при устройстве крупногабаритных автоматов), при возведении массивных строений. Качественное соединение должно быть изначально просчитано, чтобы избежать возможных будущих деформаций.
Самый простой способ проверить правильность сварной линии — узнать катет шва.
Катетом сварного шва называют катет условного треугольника, который вписывается в поперечное сечение. Единой цифры, которая бы стала показателем надежного и качественного шва при определении его катета, нет.
Чем больший размер равнобедренного треугольника можно вписать вместо шва, тем большие нагрузки он сможет выдержать. Часто эта характеристика зависит от вида металла и предела напряжения, которому он сможет противостоять.
Увеличение катета дает противоположный эффект — деталь деформируется и не сможет работать в нужном режиме.
Как определить величину катета?
Для определения оптимального сварного соединения нужно произвести расчет шва, а также определить катет шва при сварке. При этом учитываются следующие факторы:
- толщина металлозаготовок;
- положение деталей относительно друг друга;
- вид шва, используемого при соединении.
Для каждого изделия катет подбирается индивидуально, но здесь речь идет лишь о работе с большими нагрузками. Для частного использования сварки не нужны тонкие расчеты, но все же профессионалы учитывают свойства металла и стараются сделать шов прочным и при этом не навредить деталям.
Задают катет шва по кромке в том случае, если две детали имеют одинаковую толщину. Если же разную, то катет определяют по более тонкому металлу. Важно правильно выбрать и рассчитать его размер. Ведь от этого зависит максимальная мощность, которой сможет сопротивляться деталь.
Катет сварного шва определяется системой стандартизации ГОСТ 5264-80.
Катет шва при сварке равен толщине листов при нахлесточном соединении, но при этом она не должна превышать 4 мм. Если этот параметр больше, то следует брать 40 % от величины толщины металла и прибавить 2 мм. Так можно определить максимальное значение катета шва.
Как выбрать катет?
Определяется катет шва при сварке арматуры так же, как и при соединении любых других элементов металлических конструкций. Размер зависит от нескольких параметров, в их числе положение заготовок, их длина и толщина.
Профессионалы пользуются шаблонами, которые уже наработали до них сварщики. Главным параметром выступает длина сварного шва, ведь именно она влияет на прочность будущей конструкции. Расход материала и вероятность деформации — основные опасности при шве большой длины.
Многое зависит от типа шва, которым будут соединяться детали.
Сварной стыковой шов
Сварной стыковой шов предполагает следующую технологию — соединить два элемента сварки встык (т. е. расположить детали торцами поверхностей в одной или разных плоскостях). Разновидностей стыковых соединений более 30, все они предусмотрены ГОСТом. При этом проводится зависимость от толщины свариваемых элементов, оборудования и технологии сварки.
Если конструкция будет подвергаться напряжению переменного характера, то такой способ стыка самый надежный. Стыковать и сваривать можно различные детали. Это могут быть не только листы металла, но и трубы, уголки, швеллеры. Чтобы сварить два листа, их не нужно даже соприкасать друг с другом, — сварка проводится при минимальном расстоянии двух заготовок.
Соединение внахлест
Соединение внахлест – это метод сварки, когда детали расположены параллельно и их кромки перекрывают друг друга. В отличие от сварного шва, существует всего две разновидности соединений внахлест. Торцы изделий могут привариваться с двух сторон или же с одной.
Также есть соединение с помощью дополнительной накладки, которая приваривается к двум деталям, соединяя их под нужным углом. Внахлест сваривают детали, используя два вида швов — торцевой и лобовой.
Режим сварки при данном соединении может быть более высоким, так как опасность прожога поверхностей отсутствует.
Угловое соединение
Сварка двух деталей, кромки которых располагаются под углом относительно друг друга, происходит методом углового соединения. Стандарт различает до 10 видов таких стыков.
Иногда для прочности и надежности сварного шва используют специальную металлическую подкладку, которая позволяет лучше стыковать элементы и делает конструкции надежнее. В силовых конструкциях редко можно увидеть такой тип соединения, поэтому расчетов для таких швов не производят.
Тем не менее при необходимости такого типа сварки расчеты производятся по аналогии с тавровым соединением и обязательным учетом типа шва.
Тавровое сварное соединение
Часто возникает необходимость соединить элементы, которые расположены в разных плоскостях. Наилучшее решение в этом случае — тавровое соединение, где торец одной заготовки примыкает под прямым или иным углом к другой. Типы подобных соединений различаются в пределах 9 видов, предусмотренных ГОСТом.
Тавровое соединение требует глубокого проплавления в месте стыка, шов обычно делают автоматической сваркой или же заранее подготавливают кромки, например, угловым швом, который можно сделать вручную, или стыковым. Вид шва, которым было произведено соединение, влияет на его расчет.
Здесь во внимание принимается тот факт, что место сварки, предварительно обработанное, будет намного прочнее основного металла.
Контроль качества шва
В любом из швов следует не забывать о катете шва при сварке, формула которого не является сложной и состоит в определении толщины металла. Если она составляет менее 4 мм, то катет берется равным ей, если же больше, то в диапазон 40 %- 45 % от толщины с прибавкой 2 мм. Формула для расчета катета: T = S cos 45º, здесь T – искомый катет, а S – гипотенуза или ширина валика шва.
Провести контроль за соединением заготовок несложно, при этом используют визуальные и инструментальные методы (с помощью приборов). Разработан инструмент, определяющий катет шва при сварке.
Как измерить им интересующий шов? Для этого нужно приложить прибор к двум частям заготовки, а середину направить на шов, после чего записать показатели и провести несложный расчет. Обычно шов получается выпуклый, но это самый ненадежный вариант.
Ведь именно в такой форме концентрируется напряжение.
Идеальным вариантом является вогнутый шов, получить который достаточно сложно. Здесь нужно соблюдать скорость сварки, а также добиться правильной работы сварочного аппарата. Опытные мастера смогут сделать такой шов. Но чаще его получают механическим путем, просто срезая ненужную часть шва.