Производство керамической плитки технология
Издания по теме статьи

| Акция интернет-магазина Steps.ruПокупателям программы Кафель — диск в подарок!(любой диск из ассортимента электронных версийпредставленных на нашем сайте) |
Cooperativa Ceramica d'Imola вложила в технологию производства керамической плитки и керамогранита не только свой огромный опыт, приобретенный за более чем 130-летную историю компании, но и мастерство коллектива, выполняющего исследования, инновационные разработки и современные способы производства, а также дизайнерский и технологический профессионализм. В технологии производства керамической плитки и керамогранита учитывается всё: исходное сырье для плитки, состав эмалей, способ нанесения изображения и обработки плитки.
Технология производства керамической плитки и керамогранита Cooperativa Ceramica d'Imola обеспечивает необходимое качество продукции, предъявляемое сейчас на мировых рынках (плитка соответствует международным стандартам 9001), и оптимизирует затраты, что выигрышно влияет на формирование конкурентоспособности плитки ТМ Имола на керамическом рынке.
При производстве современной плитки применяются более разнообразные технологии, позволяющие получить материалы практически любых цветов, форм и размеров. Несмотря на свое огромное разнообразие абсолютное большинство керамических изделий можно разделить по способу производства на три группы.
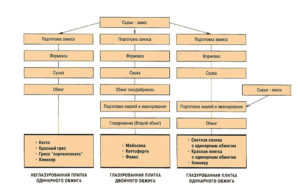
Это — неглазурованные плитки (в основном керамический гранит, он же gres porcellanato (итал.)), глазурованные плитки двукратного обжига (как правило, настенная плитка) и глазурованные плитки однократного обжига. Технология их производства во многом схожа, но имеется и ряд принципиальных отличий.Схема технологического процесса производства керамической плитки
Этапы производства неглазурованной плитки
- Выбор сырья
- Приготовление смеси
- Формовка
- Сушка
- Обжиг
Этапы производства глазурованной плитки однократного обжига
- Выбор сырья (в том числе и для глазури)
- Приготовление смеси (в том числе и для глазури)
- Формовка
- Сушка
- Нанесение глазури
- Обжиг
Этапы производства глазурованной плитки двукратного обжига
- Выбор сырья (в том числе и для глазури)
- Приготовление смеси (в том числе и для глазури)
- Формовка
- Сушка
- Обжиг
- Нанесение глазури
- Повторный обжиг
Выбор сырья
В качестве сырья для основания плитки используют кварцевый песок (ограничивает изменение размеров при сушке и обжиге), глину (обеспечивает необходимую при формовке пластичность), фелдшпатовые и карбонатные материалы (обеспечивают вязкость при обжиге для создания стекловидной и плотной структуры материала).
Основу керамической глазури составляют фритты — сплавы солей со стеклом. Глазурь, состоящая только из фритт, имеет глянцевую поверхность и применяется, как правило, при двукратном обжиге. Для создания матовых глазурей во фритты могут добавлять кварц, окислы металлов, каолин, красящие пигменты.
Приготовление смеси
Приготовление смеси включает в себя несколько операций, которые обеспечивают получение измельченного однородного материала с определенным содержанием влаги, необходимой для последующей формовки. Измельчение сырья нужно для облегчения последующего процесса обжига керамического изделия.
Существует два основных метода приготовления смеси: мокрый и сухой. При использовании мокрого метода измельчение и смешивание составляющих смеси происходит в специальных центрифугах, куда вместе с сырьем помещаются очень прочные шары из металлокерамики и вода.
В процессе вращения центрифуги эти шары ударяясь друг с другом измельчают сырье до состояния водной суспензии (шликера). Далее необходимая для равномерного смешивания влага удаляется процессом атомизации (противоточное распыление шликера горячим потоком воздуха с немедленным испарением влаги).
В итоге получается порошкообразная смесь с необходимым для формовки содержанием воды (4-7% для метода прессования).
Основное отличие сухого метода от мокрого заключается в том, что сырье измельчается без добавления воды. Увлажнение его происходит позже в специальных машинах.
Технология мокрого измельчения дороже (необходимо много энергии для удаления воды), но дает лучшие результаты. Поэтому при производстве керамогранита и монокоттуры используют именно этот метод.
Формовка
Все современные способы формовки керамической плитки, согласно норм ISO, разделяют на три группы. Группа А — метод экструзии (производство плиток котто, клинкер). Группа В — метод прессования (керамогранит, монокоттура, бикоттура). В группу С вошли все прочие способы (например, ручная формовка, литье стеклянной мозаики).
Наибольшее распространение получил метод прессования (около 98% всей керамической плитки). При прессовании порошкообразную смесь загружают в пресс-формы гидравлического пресса, где она под высоким давлением (до 500 кг/см.кв.) уплотняется и приобретает определенную прочность.
[attention type=green]Уже на этом этапе плитка может подвергаться дополнительной обработке. Так для получения преполированного керамогранита поверхность плитки шлифуется мягкими щетками еще до обжига.
[/attention]
С помощью пресс-форм задаются не только геометрические формы и размеры керамической плитки, но и фактура ее поверхности (например, у Pietra d'Italia — рельефная, у Celadon — вогнутая и т.д.).
Сушка
В процессе сушки из изделия удаляется влага, которая была необходима для формовки. Ее содержание уменьшается до 0,2%. Процесс осуществляется в сушильных установках с сушкой горячим воздухом.
Нанесение глазури
На сегодняшний день существует несколько десятков способов нанесения глазурей на поверхность керамической плитки. Глазурь может наноситься в виде гранул, пастообразной массы или распыленной суспензии. Момент нанесения может происходить по разному: до обжига, после обжига и даже во время обжига.
Для придания плитке более эстетичного вида процесс глазурирования может применяться совместно с нанесением различных изображений. Один из самых распространенных способов нанесения орнаментов называется шелкографией, когда через специальную сетку с различными по своей величине и частоте отверстиями с помощью красок наносят рисунки.
Чем сложнее рисунок, тем больше сеток применяется.
Обжиг
Затем происходит обжиг плитки, который может длиться от 40 до 120 минут. Печь для обжига — закрытый конвейер длиной от 50 до 80 метров. Посредством подачи газа по трубам на каждые 20 см печи в каждой точке поддерживается определенная температура.
Таким образом, в процессе движения по печи изделие обжигается при температуре от 200 до 1200 градусов по Цельсию.
Если представить себе график, где по горизонтали отражается расстояние, пройденное изделием внутри печи, а по вертикали — температура на этой отметке, то получится нечто подобное следующему рисунку.
Наиболее важный элемент процесса обжига плитки — разработка и соблюдение температурной кривой. Именно правильное построение температурной кривой отражается на важнейших технических показателях плитки в дальнейшем. Следует отметить, что как только меняется партия сырья, температурная кривая должна быть разработана заново.
Поэтому очень важно для производителя плитки постоянный поставщик сырья. И, следовательно, только те производители, кто имеет давний опыт производства, способны обеспечить стабильное качество. Для каждого типа плитки (а иногда и для каждой коллекции) разрабатывается индивидуальный температурный режим. Отличается и максимальная температура обжига для разных материалов.
У плитки двойного обжига — около 950°С, у однократного обжига — до 1180°С, у керамогранита — до 1300°С. В процессе обжига при высоких температурах плитка теряет влагу и уменьшается в размерах (ужимается). Величина усадки растет с температурой обжига и может варьироваться от 0% (у плитки двукратного обжига) до 8% (у керамогранита). Т.е.
для получения керамического гранита размером 300*300 размер пресс-формы должен быть 324*324.
Однократный обжиг (monocottura), когда глазурь и основание обжигаются вместе — используется, как правило, для производства напольной глазурованной плитки.
[attention type=yellow]Высокая температура обжига позволяет получить хорошо спеченный прочный бисквит, и обеспечивает значительную устойчивость глазури к истиранию.
[/attention]
При данном способе производства невозможно получить изделия ярких, насыщенных цветов, поскольку при высоких температурах красящие пигменты выгорают и тускнеют. Замечено, что менее яркие глазурованные плитки более устойчивы к истиранию поверхности.
Двойной обжиг (bicottura) используется для производства настенной глазурованной плитки. Он состоит из двух этапов. На первом — обжигается только основание плитки. Обжиг производится при достаточно невысоких температурах.
В результате получается высокопористый (более 10%) черепок, не подвергнувшийся усадке и не требующий в дальнейшем сортировки плитки по размерам (калибровки). Далее на основание наносится глазурь и происходит вторичный обжиг, характеризующийся еще более низкой температурой (700-900 градусов).
Общий смысл поэтапного обжига — обеспечение необходимых прочностных характеристик бисквита (необходимы высокие температуры), и сохранение цвета желаемой яркости и насыщенности (при низких температурах красящие пигменты практически не выгорают).
Декор производится при помощи 3-его обжига. Сперва на уже готовую плитку наносят необходимый рисунок. Делается это различными способами в зависимости от ожидаемого эффекта — нанесением рисунка через сетки или трафареты красками, золотом, глазурью (иногда в виде порошка).
После изделие обжигается при еще более низкой температуре (до 700 градусов). При этом порошок глазури расплавляется, образуя рельефный рисунок. Затем, если декоры производятся на фоновой плитке, осуществляется их нарезка (Berillo, Prado и др.).
Достаточно много декоров производится из гипса (основание), а потом раскрашиваются и глазуруются вручную. Такие декоры достаточно часто имеют геометрические отклонения от идеала по причине непредсказуемого поведения гипса при обжиге. О таких отклонениях следует сообщать клиентам при выборе именно таких декоров.
Поскольку процесс производства декоративных элементов наиболее длительный и сложный, декоры имеют большую стоимость по сравнению с фоновой плиткой.
После обжига плитки осуществляется визуальный контроль качества — деление на 1, 2, 3 сорта.
Далее осуществляется компьютерный оптический контроль качества — снятие геометрических параметров (определение калибров для монокоттуры и керамогранита, определение плоскостных параметров и др.).
Затем изделия сканируются для определения и идентификации оттенков плитки, путем сравнения с компьютерной библиотекой ранее произведенных изделий того же артикула.
Просмотров статьи: 26326 с 19.11.2008
Ознакомиться с изданиями из категории «Программа Кафель»
Технология производства керамической плитки — Справочник металлиста

27 марта 2017, 12:20 • 4991 • Полезные статьи
Состав
Сырьё для изготовления керамической плитки представляет собой смесь нескольких компонентов:
- Глина и схожие материалы, которые придают общей массе пластичность для формирования заготовок;
- Кварцевый песок либо схожее сырьё – формирует своего рода структурный скелет смеси, упрощающий процесс формовки, сушки и обжига;
- Материалы с содержанием карбонатов и алюмосиликатов кальция и натрия. С их помощью достигается необходимая вязкость, а готовое изделие получает плотную стекловидную структуру.
Процесс производства
1. Добыча сырья – первый этап, берущий начало в карьерах, где на поверхность извлекаются компоненты со строго определённым химическим составом.
От состава зависит поведение сырья во время прессовки и обжига, а также свойства готовых изделий.
Из мест добычи глину отправляют на фабрики, где сортируют её по контейнерам.
2. Приготовление смеси – глинистые материалы, составляющие основу керамической плитки, смешиваются с остальными компонентами в определённой пропорции.
Затем они подвергаются предварительному перемалыванию до нужных размеров, измельчаются, смешиваются и увлажняются.Для создания керамической массы разработано несколько способов, каждый из которых применяется для различных типов сырья и вида будущей продукции:
- Полусухой – глина проходит дробилку и сушилку, затем измельчается и уходит на формовку;
- Пластический – после дробилки глинистый материал смешивается с добавками в глиномесителе, в итоге получается пластичная однородная масса, которая в дальнейшем подвергается тепловой обработке;
- Мокрый – первичные компоненты измельчаются и смешиваются с большим объёмом воды (не более 60%), получившаяся однородная масса направляется в резервуары.
В итоге смесь подготавливается к формовке тела плитки (или «бисквита», названного так из-за внешнего сходства с одноименным изделием из теста).
3. Формовка, которая осуществляется методами прессования либо экструзии.
- Прессование подразумевает сдавливание порошкообразной массы под большим давлением. Мелкие частицы смеси перемещаются и частично деформируются, за счёт чего значительно повышается твёрдость и прочность плитки;
- Для формовки керамической плитки экструзионным методом предназначена специальная установка – экструдер. Масса продавливается через отверстие, задающее форму профиля плитки. В отличие от прессования, экструзия позволяет производить плитку любых конфигураций, так как в «жидкой фазе» смесь выдавливается из форм и обрезается. Изделия, полученные таким методом, могут быть толще прессованных, быть вогнутыми или выпуклыми. Именно так изготавливаются угловые клинкерные элементы.
4. Сушка – неотъемлемая часть производственного процесса. Её цель – полностью удалить влагу из изделия. За процессом установлен строгий контроль, чтобы не допустить деформации изделий во время высушивания.
https://www.youtube.com/watch?v=qIaonXRnhek
Для этого предназначены специальные установки, обрабатывающие поверхность керамики горячим сухим воздухом. Во время сушки плитка «усаживается», то есть немного уменьшается в размерах.
Величину «усадки» точно рассчитать невозможно, поэтому готовые изделия могут незначительно отличаться друг от друга по габаритам, даже внутри одной партии.
5. Нанесение эмали или глазури – это декоративное защитное покрытие, прозрачное, бесцветное либо окрашенное. Своим цветом эмаль обязана добавкам различных солей и оксидов.
Так, синий цвет дают соли кобальта, зелёный – соли хрома, красный – соли железа. Глазурованная плитка состоит из двух слоёв: основание (нижний) и, собственно, глазурь (верхний).
Этот слой обеспечивает дополнительную защиту основания от внешних воздействий, так как обладает повышенной твёрдостью, жаропрочностью и влагонепроницаемостью.
Существуют десятки методов нанесения глазури на плитку – в виде гранул, методом распыления и накатывания пастообразной смеси. Процесс осуществляется при помощи барабанов, до, после или во время обжига.
Одновременно с этим могут наноситься различные изображения. Существуют технологии, при которых каждый отдельный элемент плитки обладает своим неповторимым рисунком, при этом сохраняя общую стилистику серии.
6. Обжиг – только после него плитка становится пригодной для использования. Печь для обжига – это туннель, в котором изделия двигаются на транспортёрах.Температура обжига составляет от 900 до 1300 градусов в зависимости от материала и технологии изготовления.
После обработки плитка охлаждается и превращается в камневидную массу высокой прочности.
7. Сортировка – во время этого процесса отбраковываются повреждённые элементы, разделяются и группируются плитки различных сортов. Современные линии по производству оснащены специальными устройствами, которые проверяют плитку на дефекты, оказывая на неё механическую нагрузку.
Важно отметить, что у разных сортов керамической плитки этапы её производства могут значительно различаться.
Современное производство керамической плитки
Производство керамической плитки осуществляется множеством заводов и фабрик во всем мире. Это считается перспективным делом и хорошей инвестицией капитала.
На сегодняшний день существуют производства, на которых изготовление керамической плитки во многом ориентировано на индивидуальные заказы.
Обилие вариантов готовых решений наряду с возможностью изготовления персональных заказов позволяет воплощать в керамике любые дизайнерские замыслы.
Изготовление кафеля основывается на тысячелетней практике.Любому желающему сегодня вполне доступно изготовление плитки с помощью простых механизмов, дающих возможность делать исходную массу, наносить глазурь и выполнять обжиг плитки.
Какие материалы используются в производстве кафеля
Процесс изготовления кафеля несложен. Исходя из разновидности изготавливаемой кафельной плитки и ее предназначения в производстве применяется смесь глины различных видов с добавлением прочих натуральных примесей.
Для получения кафеля хорошего качества важно использовать подходящую разновидность глины. Поначалу все компоненты при помощи соответствующего оборудования прессуются.
Процесс выполняется под большим давлением, после чего изделия проходят обжиг в печи при большой температуре.
Для производства кафеля используется огнеупорная либо тугоплавкая глина. Первый вариант является наиболее подходящим благодаря большому количеству примесей.
При изготовлении кафеля крайне важно не нарушать предусмотренные технологией условия.
Несмотря на то что сегодня изготовление кафеля является основой деятельности многих предприятий, растущий спрос позволяет не только расширять существующие мощности, но и открывать новые линии.
Для различных вариантов кафеля предусматривается использование смеси разных сортов глины и дополнительных примесей.
Для получения глазури применяется смесь, включающая каолиновые глины, песок, стеклянную крошку и оксидные пигменты. Пигменты используются для придания плитке необходимого цвета.
Для изготовления самой плитки в основном применяется смесь полевого шпата, глины и кварцевого песка.
Промышленное изготовление кафеля
Производство кафельной плитки мало отличается от изготовления любой другой керамической продукции.
На протяжении очень длительного времени технология производства керамической плитки в своей основе остается неизменной.
Невзирая на различия в особенностях изготовления плитки разных видов, для основной их массы схема технологии производства также одинакова.
https://www..com/watch?v=qIaonXRnhek
Производство плитки — процесс, состоящий из нескольких фаз. Для получения плитки высокого качества применяется прогрессивное технологическое оснащение, лучшие виды исходного сырья.Для производства плитки может быть использовано полностью автоматизированное промышленное оборудование.
Технология изготовления, которая основана на высокотехнологичном оснащении, позволяет делать плитку больших размеров с идеальной формой и пропорциями.
Отличия способов производства
Все исходные материалы сначала основательно измельчаются, после чего размешиваются и увлажняются до образования гомогенной массы. На следующем этапе следует формование, для чего может использоваться прессование либо экструзия.
Прессованная плитка вырабатывается из сырья, размельченного в порошок. Сначала порошок уплотняется, после чего подвергается прессованию под большим давлением.
Такой способ дает возможность более жестко соблюдать типоразмер изделий и формировать высококачественную поверхность.
В производстве керамической плитки технология экструдирования предусматривает прохождение пастообразной смеси основных материалов сквозь специальную фильеру нужной формы.
В процессе прохождения подготовленной смеси сквозь форму создаются изделия необходимой ширины и толщины. Использование такого способа формования отличается простотой и меньшей стоимостью по сравнению с методом прессования.
После этого действия керамическая плитка сушится и подвергается обжигу.
Как готовится смесь и формуются изделия
Изготовление кафеля начинается с подготовки сырья. На стадии подготовки выполняется смешивание составляющих, из которых формируется однородная исходная масса.
Для этого сначала измельчается глина, после чего в нее добавляются необходимые примеси для получения нужного состава. Измельченная глина обязательно смачивается.
Степень смачивания определяется добавками, объем и пропорции которых определяются требуемыми характеристиками для готовых изделий.
Далее происходит формование плитки. Как уже было описано выше, формование может выполняться двумя методами: экструзией или прессованием.В первом случае готовая масса пропускается через специальную формующую установку, во втором в подготовленные формы заливают массу, которая затем прессуется под большим давлением.
На выходе получаются очень плотные и крепкие изделия.
Статьи

Cooperativa Ceramica d'Imola вложила в технологию производства керамической плитки и керамогранита не только свой огромный опыт, приобретенный за более чем 130-летную историю компании, но и мастерство коллектива, выполняющего исследования, инновационные разработки и современные способы производства, а также дизайнерский и технологический профессионализм.
В технологии производства керамической плитки и керамогранита учитывается всё: исходное сырье для плитки, состав эмалей, способ нанесения изображения и обработки плитки.
Технология производства керамической плитки и керамогранита Cooperativa Ceramica d'Imola обеспечивает необходимое качество продукции, предъявляемое сейчас на мировых рынках (плитка соответствует международным стандартам 9001), и оптимизирует затраты, что выигрышно влияет на формирование конкурентоспособности плитки ТМ Имола на керамическом рынке.
При производстве современной плитки применяются более разнообразные технологии, позволяющие получить материалы практически любых цветов, форм и размеров. Несмотря на свое огромное разнообразие абсолютное большинство керамических изделий можно разделить по способу производства на три группы.
Это — неглазурованные плитки (в основном керамический гранит, он же gres porcellanato (итал.)), глазурованные плитки двукратного обжига (как правило, настенная плитка) и глазурованные плитки однократного обжига. Технология их производства во многом схожа, но имеется и ряд принципиальных отличий.Этапы производства глазурованной плитки однократного обжига
- Выбор сырья (в том числе и для глазури)
- Приготовление смеси (в том числе и для глазури)
- Формовка
- Сушка
- Нанесение глазури
- Обжиг
Этапы производства глазурованной плитки двукратного обжига
- Выбор сырья (в том числе и для глазури)
- Приготовление смеси (в том числе и для глазури)
- Формовка
- Сушка
- Обжиг
- Нанесение глазури
- Повторный обжиг
Выбор сырья
В качестве сырья для основания плитки используют кварцевый песок (ограничивает изменение размеров при сушке и обжиге), глину (обеспечивает необходимую при формовке пластичность), фелдшпатовые и карбонатные материалы (обеспечивают вязкость при обжиге для создания стекловидной и плотной структуры материала).
Основу керамической глазури составляют фритты — сплавы солей со стеклом. Глазурь, состоящая только из фритт, имеет глянцевую поверхность и применяется, как правило, при двукратном обжиге. Для создания матовых глазурей во фритты могут добавлять кварц, окислы металлов, каолин, красящие пигменты.
Приготовление смеси
Приготовление смеси включает в себя несколько операций, которые обеспечивают получение измельченного однородного материала с определенным содержанием влаги, необходимой для последующей формовки. Измельчение сырья нужно для облегчения последующего процесса обжига керамического изделия.
Существует два основных метода приготовления смеси: мокрый и сухой. При использовании мокрого метода измельчение и смешивание составляющих смеси происходит в специальных центрифугах, куда вместе с сырьем помещаются очень прочные шары из металлокерамики и вода.
В процессе вращения центрифуги эти шары ударяясь друг с другом измельчают сырье до состояния водной суспензии (шликера). Далее необходимая для равномерного смешивания влага удаляется процессом атомизации (противоточное распыление шликера горячим потоком воздуха с немедленным испарением влаги).
В итоге получается порошкообразная смесь с необходимым для формовки содержанием воды (4-7% для метода прессования).
Основное отличие сухого метода от мокрого заключается в том, что сырье измельчается без добавления воды. Увлажнение его происходит позже в специальных машинах.
Технология мокрого измельчения дороже (необходимо много энергии для удаления воды), но дает лучшие результаты. Поэтому при производстве керамогранита и монокоттуры используют именно этот метод.
Формовка
Все современные способы формовки керамической плитки, согласно норм ISO, разделяют на три группы. Группа А — метод экструзии (производство плиток котто, клинкер). Группа В — метод прессования (керамогранит, монокоттура, бикоттура). В группу С вошли все прочие способы (например, ручная формовка, литье стеклянной мозаики).
Наибольшее распространение получил метод прессования (около 98% всей керамической плитки). При прессовании порошкообразную смесь загружают в пресс-формы гидравлического пресса, где она под высоким давлением (до 500 кг/см.кв.) уплотняется и приобретает определенную прочность.
[attention type=green]Уже на этом этапе плитка может подвергаться дополнительной обработке. Так для получения преполированного керамогранита поверхность плитки шлифуется мягкими щетками еще до обжига.
[/attention]
С помощью пресс-форм задаются не только геометрические формы и размеры керамической плитки, но и фактура ее поверхности (например, у Pietra d'Italia — рельефная, у Celadon — вогнутая и т.д.).
Сушка
В процессе сушки из изделия удаляется влага, которая была необходима для формовки. Ее содержание уменьшается до 0,2%. Процесс осуществляется в сушильных установках с сушкой горячим воздухом.
Нанесение глазури
На сегодняшний день существует несколько десятков способов нанесения глазурей на поверхность керамической плитки. Глазурь может наноситься в виде гранул, пастообразной массы или распыленной суспензии. Момент нанесения может происходить по разному: до обжига, после обжига и даже во время обжига.
Для придания плитке более эстетичного вида процесс глазурирования может применяться совместно с нанесением различных изображений. Один из самых распространенных способов нанесения орнаментов называется шелкографией, когда через специальную сетку с различными по своей величине и частоте отверстиями с помощью красок наносят рисунки.
Чем сложнее рисунок, тем больше сеток применяется.
Обжиг
Затем происходит обжиг плитки, который может длиться от 40 до 120 минут. Печь для обжига — закрытый конвейер длиной от 50 до 80 метров. Посредством подачи газа по трубам на каждые 20 см печи в каждой точке поддерживается определенная температура.
Таким образом, в процессе движения по печи изделие обжигается при температуре от 200 до 1200 градусов по Цельсию.
Если представить себе график, где по горизонтали отражается расстояние, пройденное изделием внутри печи, а по вертикали — температура на этой отметке, то получится нечто подобное следующему рисунку.
Наиболее важный элемент процесса обжига плитки — разработка и соблюдение температурной кривой. Именно правильное построение температурной кривой отражается на важнейших технических показателях плитки в дальнейшем. Следует отметить, что как только меняется партия сырья, температурная кривая должна быть разработана заново.
Поэтому очень важно для производителя плитки постоянный поставщик сырья. И, следовательно, только те производители, кто имеет давний опыт производства, способны обеспечить стабильное качество. Для каждого типа плитки (а иногда и для каждой коллекции) разрабатывается индивидуальный температурный режим. Отличается и максимальная температура обжига для разных материалов.
У плитки двойного обжига — около 950°С, у однократного обжига — до 1180°С, у керамогранита — до 1300°С. В процессе обжига при высоких температурах плитка теряет влагу и уменьшается в размерах (ужимается). Величина усадки растет с температурой обжига и может варьироваться от 0% (у плитки двукратного обжига) до 8% (у керамогранита). Т.е.
для получения керамического гранита размером 300*300 размер пресс-формы должен быть 324*324.
Однократный обжиг (monocottura), когда глазурь и основание обжигаются вместе — используется, как правило, для производства напольной глазурованной плитки.
[attention type=yellow]Высокая температура обжига позволяет получить хорошо спеченный прочный бисквит, и обеспечивает значительную устойчивость глазури к истиранию.
[/attention]
При данном способе производства невозможно получить изделия ярких, насыщенных цветов, поскольку при высоких температурах красящие пигменты выгорают и тускнеют. Замечено, что менее яркие глазурованные плитки более устойчивы к истиранию поверхности.
Двойной обжиг (bicottura) используется для производства настенной глазурованной плитки. Он состоит из двух этапов. На первом — обжигается только основание плитки. Обжиг производится при достаточно невысоких температурах.
В результате получается высокопористый (более 10%) черепок, не подвергнувшийся усадке и не требующий в дальнейшем сортировки плитки по размерам (калибровки). Далее на основание наносится глазурь и происходит вторичный обжиг, характеризующийся еще более низкой температурой (700-900 градусов).
Общий смысл поэтапного обжига — обеспечение необходимых прочностных характеристик бисквита (необходимы высокие температуры), и сохранение цвета желаемой яркости и насыщенности (при низких температурах красящие пигменты практически не выгорают).
Декор производится при помощи 3-его обжига. Сперва на уже готовую плитку наносят необходимый рисунок. Делается это различными способами в зависимости от ожидаемого эффекта — нанесением рисунка через сетки или трафареты красками, золотом, глазурью (иногда в виде порошка).
После изделие обжигается при еще более низкой температуре (до 700 градусов). При этом порошок глазури расплавляется, образуя рельефный рисунок. Затем, если декоры производятся на фоновой плитке, осуществляется их нарезка (Berillo, Prado и др.).
Достаточно много декоров производится из гипса (основание), а потом раскрашиваются и глазуруются вручную. Такие декоры достаточно часто имеют геометрические отклонения от идеала по причине непредсказуемого поведения гипса при обжиге. О таких отклонениях следует сообщать клиентам при выборе именно таких декоров.
Поскольку процесс производства декоративных элементов наиболее длительный и сложный, декоры имеют большую стоимость по сравнению с фоновой плиткой.
После обжига плитки осуществляется визуальный контроль качества — деление на 1, 2, 3 сорта.
Далее осуществляется компьютерный оптический контроль качества — снятие геометрических параметров (определение калибров для монокоттуры и керамогранита, определение плоскостных параметров и др.).
Затем изделия сканируются для определения и идентификации оттенков плитки, путем сравнения с компьютерной библиотекой ранее произведенных изделий того же артикула.
3815 с 23.11.2008
Технология производства керамической плитки – Stroim24.info
Только при условии строгого соблюдения технологии производства кафеля можно получить качественный продукт с высокими эксплуатационными характеристиками. Сегодня множество отечественных и зарубежных заводов занимаются изготовлением кафеля.
Несмотря на то, что производство керамической плитки – довольно сложный технологический процесс, некоторые мастера делают плитку в домашних условиях. Это делается не только с целью экономии, но и для получения уникального продукта.
Мы расскажем о производстве кафеля в домашних и заводских условиях.
Необходимые материалы и оборудование
Для изготовления керамической плитки потребуются следующие материалы:
- для сохранности размеров после высыхания в изделие добавляют кварцевый песок;
- для получения необходимой вязкости смести требуется фелдшпатовый и карбонатный состав;
- эластичная смесь получается благодаря использованию огнеупорной или тугоплавкой глины;
В процессе производства кафельной плитки используются следующие добавки:
- Глазурь нужна для повышения эстетических характеристик изделия. Глазуровать кафель нужно и для его защиты.
- Для повышения пластичности и уменьшения усадки материала используют отдающие добавки.
- С целью уменьшения температуры плавления глины добавляют плавни.
- Добавка ангоб нужна для декоративной обработки керамического изделия.
- Для повышения пористости материала добавляют парообразующие компоненты.
Технология изготовления керамической плитки на заводе подразумевает использование следующего оборудования:
- Для уплотнения приготовленной бетонной смеси используют вибростанок.
- Для приготовления глиняной массы и смешивания всех ингредиентов применяется бетономешалка.
- Форма нужна для заливки массы и формирования геометрического изделия.
- Напыление глазури и нанесение рисунка производится в специальных камерах.
- Сушка сформированных изделий осуществляется в печи.
- Набор трафаретов для профессионального нанесения рисунка.
Внимание! На некоторых заводах используют многофункциональные камеры, в которых производится напыление рисунка и глазури на элементы. Хоть это оборудование довольно дорогое, оно быстро окупается.
Технология изготовления плитки в заводских условиях
Технологическая схема производства керамической плитки подразумевает наличие таких этапов:
- заготовка сырья и изготовление смеси;
- формовка изделий;
- процесс сушки;
- глазурирование кафеля;
- обжиг в специальных печах;
- сортировка.
Подготовка сырья и формовка плиток
Как видно из технологической схемы, процесс изготовления керамической плитки начинается с подготовки смеси и формирования изделий. Сюда входит несколько этапов работы:
- Глина предварительно измельчается. В нее добавляются необходимые компоненты. Производится их тщательное перемешивание до однородной консистенции. Процентное соотношение составляющих компонентов зависит от требуемых характеристик будущего продукта.
- Перед формовкой глиняная масса смачивается. Степень смачивания зависит также от технических показателей готового кафеля.
- Далее подготовленную массу заливают в специальные формы. Прессуют плитки под высоким давлением (400 кг/см²). В итоге формируется плотное и прочное изделие.
Сушка кафеля и его глазурирование
Предварительная сушка в процессе производства кафельной плитки нужна для удаления лишней влаги. Если же она не будет удалена до момента обжига, то образующийся в результате сильного нагрева пар будет разрушать изделие.
Рекомендуем к прочтению:Технология производства резиновой плитки
Глазурирование позволяет придать кафелю необходимый цвет или оттенок. После обжига слой глазури становится прочным, как стекло. Получается, что покрытие выполняет не только декоративные, но и защитные функции.
Обжиг в печи и сортировка
Технология производства керамической плитки предусматривает обязательный обжиг в печи при высоких температурах. В результате химических реакций, протекающих в материале при высоких температурах, кафель приобретает свои окончательные эксплуатационные и технические характеристики.
Температура в печи изменяется от 900 до 1300 градусов. Изделие движется в туннеле, где температура окружающей среды постепенно снижается. Очень важно уберечь материал от резкой смены температуры, поскольку это приводит к деформациям.
Важно! В процессе сортировки отбраковывают плитку с трещинами, негабаритные элементы и кафель с неравномерной толщиной. Только после этого изделия упаковывают.
Изготовление кафеля своими руками
Если производится керамическая плитка своими руками, процесс изготовления включает такие этапы:
- замес глиняной смеси;
- изготовление сырца;
- бисквитный обжиг;
- декорирование.
Подготовка смеси и производство сырца
Очень важно правильно выбрать глину. Оптимальным вариантом считается глина со средней жирностью, поскольку она имеет хорошую пластичность, что позволяет сформировать изделие любой конфигурации.
Важно! При выборе жирной глины в нее добавляют шамот, пемзу или песок. Это не даст материалу разорваться при обжиге и уменьшит тугоплавкость сырья.
Изготовление керамической плитки в домашних условиях проходит в такой последовательности:
- Вначале все компоненты смешивают, а подготовленную массу заматывают в полиэтилен. Это делают, чтобы полностью исключить доступ кислорода. Так сырье лучше впитает влагу. Обматывание полиэтиленом убережет от образования воздушных пробок в изделии, что позволит повысить его качество.
- Формовку проводят в формах из полиуретана или другого подходящего по характеристикам материала.
- После заливки массы в форму ее тщательно разравнивают и утрамбовывают. В процессе этого следят, чтобы толщина изделия была одинаковой по всей площади.
- Затем сырец хорошо просушивают. О готовности изделия к следующему этапу говорит его плотность и цвет. Сырец должен заметно посветлеть.
Обжиг и декорирование
Рекомендуем к прочтению:Технология укладки керамической плитки на пол
Для получения прочного кафеля обжиг проводится при высоких температурах, но в домашних условиях максимум, который удается получить, – это 850 градусов. Процесс обжига называют бисквитным из-за того, что заготовки дают усадку, которую учитывают при определении габаритов будущего кафеля.
Статья в тему: Blockhouse – привет от Шерлока Холмса! (+ 3 видео)
Качество декорирования зависит от уровня мастера. Обычно используют рисунки, орнаменты. В любом случае изделие покрывают глазурью, которую наносят распылителем или кистью. Также иногда используют способ обливания заготовки. Для получения глянцевого блеска кафель покрывают эмалью или лаком.
Стоит знать! При повторном обжиге после декорирования важно строго соблюдать температуру. Превышение ее значений приведет к растрескиванию изделия.
Бизнес-план по производству кафеля
Не стоит думать, что наличие большого числа конкурентов в отрасти производства кафеля сделает ваш бизнес убыточным. Наладив свое мини-производство, вы сможете производить кафель не худшего качества, но по приемлемой цене. Это всегда привлекало потребителей.
Подсчитаем предстоящие расходы:
- На оборудование для производства керамической плитки уйдет 5000 $.
- Закупка необходимых материалов потребует расходов в 5800 $.
- Также вам понадобится многофункциональная камера для выполнения напыления. Она стоит 1500 $.
- Для покупки набора трафаретов для профессионального декорирования кафеля придется выделить 300 $. В набор входит 200 трафаретов.
- Также учтите аренду площади для размещения оборудования и осуществления производственного процесса. Эти расходы вместе с оплатой электроэнергии составят 585 $.
- Для оплаты труда рабочих, которые будут задействованы в процессе производства, придется выделить 1500 $.
- Также не забудьте включить в расходы деньги на открытие дела. Сумма равна 750 $.
Все перечисленные траты делятся на два типа:
- одноразовые (они составляют 7550 $);
- ваши ежемесячные расходы составят 7920 $.
Чтобы подсчитать ожидаемую прибыль, нужно знать объемы производства. Предположим, они составляют 5 тысяч м.кв. кафеля. Если цена за квадрат равна 3,5 $, то прибыль за месяц составит 17500 $. Если из полученной суммы вычесть ежемесячные расходы, то чистая прибыль составит 9580 $.
Важно! Чтобы ваши одноразовые расходы полностью окупились, понадобиться 12-15 месяцев.
Но стоит не забывать о подводных камнях этого бизнеса. Так, сбыт кафеля – дело сезонное. Зимой люди мало занимаются ремонтом и строительством, поэтому лучше всего продажи идут весной и летом. Только в этот период вы можете рассчитывать продать всю сделанную за месяц партию кафеля.
Также стоит учитывать модные тенденции. Сделав в полном объеме партию плитки, вы не можете быть уверенны, что через несколько месяцев спрос на нее не упадет. Если появятся более интересные и модные модели, то реализации этой партии станет затруднительной.
Поделитесь с друзьями в соц.сетях