Рабочее место сварщика ручной электросварки
Рабочее место сварщика ручной электросварки
Организация рабочего места сварщика регулируется нормами и постановлениями Охраны труда и Техники безопасности (ОТ и ТБ). Эти указания должны соблюдаться на всех предприятиях и частных мастерских, а их игнорирование приводит к штрафам и травмам.
Но существует и Научная организация труда (НОТ), чьи советы носят рекомендательный характер, помогающий оптимизировать уже существующее производство, чтобы увеличить эффективность рабочего процесса за счет улучшения условий и повышения безопасности сотрудников.
На основании всех этих источников собраны ключевые положения о том, как должно быть оборудовано рабочее место сварщика в различных ситуациях.
Цель организации рабочего места
Грамотная расстановка оборудования и создание определенных условий для выполнения работы содействуют следующему:
- повышается производительность предприятия;
- сварщику удобнее выполнять работу, поэтому улучшается качество результата;
- повышается защита рабочего от пассивных вредных воздействий (газы, излучение);
- предупреждаются травмы на производстве;
- создается благоприятная среда для работы других сотрудников, чья деятельность осуществляется рядом со сварщиком.
Чтобы достичь все эти цели прилагаются усилия по внедрению в рабочую местность ряда мер и технологий, которые обеспечивают достаточное пространство и удобство сварщику, а также защиту здоровья как самого специалиста, так и окружающих.
Кабина
Организация рабочего места электросварщика, который трудится на постоянном месте в цеху, начинается с обустройства кабины. Это помогает спокойно выполнять сварочные работы, и ограждает других от искр и световых вспышек.
Кабина должна иметь размеры, позволяющие заносить в нее изделия предназначенные для сварки. Если производимые конструкции небольшие, то минимальная площадь кабины должна составлять 2 х 2 метра. Это даст расположить все необходимое и свободно перемещаться вокруг изделия.
Чтобы излучение от сварки не мешало окружающим, высота стенок кабины устанавливается до 1,8 м. Поскольку большинство сварочных манипуляций производится на уровне стола, этой высоты будет достаточно. Каркас кабины выполняется из профильной трубы или уголков. Стойки крепятся к полу анкерами.
Можно предусмотреть дверь, которая будет полностью изолировать рабочее пространство сварщика по периметру.Для улучшения естественной вентиляции, между полом и началом стенки кабинки выставляется зазор в 150 мм. Это содействует притоку воздуха и поднятию вредных газов от сварки вверх. Стороны кабины можно изготовить из листового шифера или тонкого железа.
Допускаются варианты из брезента и даже фанеры, но эти материалы необходимо пропитать огнестойкими составами. Окрашивать стенки желательно в цинковые или титановые белила. Подойдет желтый крон. Эти вещества на поверхности кабины будут хорошо поглощать ультрафиолетовое излучение.
Если покрасить подобную конструкцию в черный или темно-синий цвет, то ухудшится общая освещенность, т. к. будет поглощение света, исходящего от лампы над рабочим местом.
На открытом месте
Обустройство рабочего места сварщика ручной дуговой сварки на открытом пространстве происходит с использованием щитков и ограждений. Это применимо в случаях постоянного перемещения специалиста по цеху или при выездных работах. Щитки ставятся для перекрытия визуального контакта между электрической дугой и рабочими, которые трудятся рядом.
Подобные ограждения имеют две стойки на ножках, между которыми находится лист тонкого железа или шифера. Высота делается такой же, как и у кабинки.
Его устанавливают так, чтобы он не мешал сварщику в выполнении задания и закрывал его от других.
Окраску выполняют в стиле «зебры» (черно-желтую или черно-белую), чтобы ограждения были хорошо заметны окружающим. Это служит предупреждением о сварочных работах.
Установка электрооборудования
Электросварочный трансформатор, и другие агрегаты, издают достаточно громкий шум, плохо воздействующий на нервную систему человека. Из-за раздражительности ухудшается качество шва и понижается производительность.
Поэтому гудящее оборудование устанавливается на некотором расстоянии от места выполнения работ. Трансформатор или преобразователь лучше расположить в пределах 5-7 метров от сварщика.
Это снизит издаваемый шум, но в то же время не будет усложнять процесс регулировки аппарата.
https://www..com/watch?v=H5vayq5T6VM
Источник сварочного тока, находящийся посреди цеха, ограждают щитками для безопасности. Если имеются многопостовые установки, то для них сооружают постоянный забор из сетки или выносят их в отдельную комнату.
Расстояние от стены до аппарата должно составлять не менее 500 мм. На открытом воздухе необходимо предусмотреть навес, чтобы защитить оборудование от осадков.Кабеля от аппарата прокладываются по-над стенкой, чтобы об них не спотыкались.
Установка газового оборудования
Рабочее место газосварщика обустраивается по похожему принципу. Окрас стенок оградительных щитков здесь не имеет значения, поскольку газовое пламя не излучает ультрафиолет. Главное, чтобы сварщику было хорошо видно все детали на рабочем месте.
https://www.youtube.com/watch?v=H5vayq5T6VM
Существенным отличием является расположение баллонов. Хотя для транспортировки и используется тележка, на которую сразу устанавливаются кислородный и ацетиленовый баллон, но перед выполнением сварочных работ их необходимо отставить друг от друга не менее чем на 5 метров.
Так же следует поступать и с пропановым оборудованием. При этом важно соблюсти дистанцию между баллонами и свариваемым участком в пределах 5 м. В итоге, расстановка должна быть похожа на треугольник, на одной вершине свариваемый элемент, а на двух других баллоны с газом.
Важно, чтобы на пути к ацетиленовому генератору или баллонам ничего не находилось. Это обеспечивает быстрый доступ к оборудованию в случае обратного удара пламени. Так можно предупредить взрыв и серьезные травмы. Шланги располагаются сбоку, чтобы по ним не ходили и не ездили. В противном случае пламя будет тухнуть, а резиновые коммуникации могут испортиться.
Держатель
Главный инструмент сварщика — это держатель. От его удобства и продуманности зависит производительность и качество. Держатель может быть двух видов: зажимать электрод как прищепка, или стягивать путем закручивания рукоятки. Независимо от типа, он должен позволять сменить электрод за 4 секунды.
Конструкция хорошо изолируется для предотвращения поражения током. Кабель и сам держатель постоянно оказывают воздействие на руку сварщика своим весом. Поэтому масса этих элементов должна быть минимальной, чтобы не переутомлять сварщика и не ограничивать в движении.
Если работа ведется на большой силе тока (от 500 А), то держатель снабжается защитной накладкой, предотвращающей поражение руки сварщика высокими температурами дуги. Когда сварочный ток превышает показатели в 600 А, кабель проводится к электродержателю минуя рукоятку за которую берется рабочий.
Стороны, которые фиксируют электрод, подвергаются налипанию брызг расплавленного металла, поэтому осложняют замену нового расходного элемента. Это замедляет весь процесс и сварщик быстрее утомляется.
Для предотвращения этого эффекта поверхность держателя, на которую летят капли металла, смазывается автолом и чистится в конце дня надфилем.
Стол
Для удобного выполнения сварочных манипуляций практично располагать изделие на столе. Это повышает скорость накладки швов и удобство сварки в труднодоступных местах. Стол сварщика изготавливается по индивидуальным размерам, исходя из габаритов будущих изделий. Ножки должны иметь регулировку по высоте, чтобы подстраиваться под разных по росту рабочих.
Рабочее место, инструмент и защитные приспособления электросварщика ручной дуговой сварки и наплавки
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
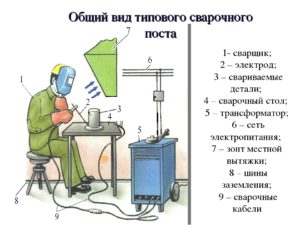
Производительность труда электросварщика и повышение качества сварки зависят от условий, в которых производятся сварочные работы, т. е. от правильности организации рабочего места сварщика (сварочного поста). Рабочее место сварщика может быть расположено непосредственно у свариваемого изделия (больших размеров) или в специальной кабине.
Непосредственно у свариваемого изделия организуют, как правило, передвижное рабочее место (сварочный пост), огражденное переносными рабочими щитами. Специальные кабины оборудуют на постоянных местах при сварке изделий небольших габаритов. Переносные рабочие щиты и кабины служат защитой всех работающих от излучения электрической дуги.
Кабина для одного сварщика имеет размеры 2 х 2 или 2 х 2,5 м и высоту не менее 2 м. Для улучшения вентиляции в кабине стены ее не доводят до пола на 200…250 мм.
Каркас кабины металлический, а стены изготовляют из огнестойкого материала, а иногда из фанеры. Дверной проем кабины закрывают брезентовым занавесом, подвешенным на кольцах.
Пол в кабине выполняют из огнеупорного материала: кирпича, бетона и др. Окрашивают кабины в светлые тона.
В кабине устанавливают следующее оборудование: источник питания (при отсутствии централизованной разводки тока); металлический рабочий стол сварщика; стул для сварщика с подъемным винтовым сиденьем; ящик для электродов; ящик для инструмента; стеллажи для деталей и готовых изделий; электропечь для прокалки электродов (при отсутствии электродного цеха); сетевой закрытый рубильник. При источниках питания от генератора постоянного тока, а также при питании постов от многопостовой машины или нескольких параллельно соединенных генераторов источники питания желательно устанавливать за пределами кабин, в специальном помещении.
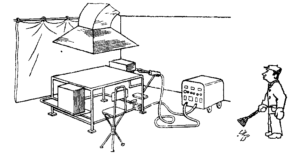
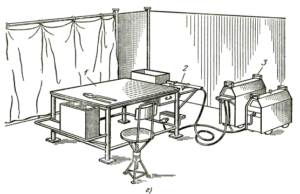
Эффективность местного отсоса вредных примесей, которые выделяются в процессе сварки, из зоны дыхания сварщика в большой мере зависит от максимального приближения вытяжных заборников к месту горения дуги. С этой точки зрения лучшими рабочими столами сварщика являются столы с вытяжкой газов и пыли в сторону или вниз.
Можно рекомендовать столы сварщика моделей С10020 и С10040 (рис. 1.2). На столы устанавливают свариваемые изделия при ручной и механизированной сварке. Применение столов значительно улучшает условия труда сварщика. В конструкции стола сварщика мод.
С10020 предусмотрено приточно-вытяжное устройство, обеспечивающее одновременно эффективное удаление вредных веществ и подачу чистого воздуха в зону дыхания сварщика.
Характеристика серийно изготовляемых неповоротных столов сварщика приведена в табл. 1.11.Инструмент сварщика
Основным инструментом сварщика-ручника является электрододержатель, конструктивное исполнение которого в значительной мере определяет удобство работы и производительность труда.
Электрододержатели должны надежно закреплять электрод при любом положении во время сварки, иметь минимальную массу, быть удобными в эксплуатации и др.
Основные параметры и технические требования, предъявляемые к электрододержателям, маркировка, методы испытания их установлены ГОСТ 14651 — 78 Е (табл. 1.12).
Конструкция электрододержателя должна обеспечивать замену электрода в течение не более 4 с и закрепление электрода в одной плоскости не менее чем в двух положениях (перпендикулярно и под углом), а также надежное присоединение кабелей.
Изолирующие детали электрододержателей, расположенные в области крепления электрода, должны быть изготовлены из материала, стойкого к термическому воздействию сварочной дуги.
Требования безопасности электрододержателей регламентированы ГОСТ 12.2.007.8—75.
Сопротивление изоляции токопроводящих частей электрододержателей при нормальных климатических условиях должно быть не ниже 5 МОм, изоляция рукоятки должна выдерживать без пробоя в течение 1 мин испытательное напряжение 1500 В частотой 50 Гц, температура наружной поверхности рукоятки по сравнению с температурой внешней среды на участке, охватываемом рукой сварщика, при нормальном режиме работы не должна быть выше 40 °С.
Электрододержатели серии ЭД позволяют закреплять электрод нажатием рычага в положениях, удобных для сварщика. Аналогично удаляется огарок. Сварочный кабель присоединяется через кабельный наконечник, изоляционные детали изготовлены из термостойких полимерных материалов.
Электрододержатели серии ЭП (рис. 1.3) пассатижного типа используют при силе сварочного тока 250 и 500 А. Усилием цилиндрической пружины 2 электрод зажимается между нижней губкой 5, по которой к нему подводится электрический ток, и рычагом 3.Канавки в зажиме, расположенные под различными углами, позволяют закреплять электрод под двумя углами к продольной оси электрододержателя. Огарок освобождается нажатием на рычаг.
Сварочный кабель подсоединяется к электрододержателю путем механического зажатия кабеля с расклиниванием конца его между корпусом нижней губки и конусом втулки 6. Электрододержатель изолируется теплостойкими полимерными деталями.
Электрододержатели серии ЭДС защелочного типа предназначены для работы с силой тока 125, 300 и 500 А.
Электрододержатели серии ЭУ («Луч») того же защелочного типа рассчитаны на силу тока до 315 А (ЭУ-300) и до 500 А (ЭУ-500). Электрод вставляется в отверстие и поворотом на требуемый угол (три положения) фиксируется в держателе. Усилие прижатия создает размещенная в изолированном корпусе цилиндрическая пружина, расположенная по оси рукоятки и корпуса держателя.
Техническая характеристика электрододержателей для ручной сварки плавящимся электродом приведена в табл. 1.13.
Защитные приспособления
Щитки служат для индивидуальной защиты лица и глаз электросварщика от брызг расплавленного металла, искр и прямых излучений сварочной дуги. В соответствии с ГОСТ 12.4.035—78 «Щитки защитные лицевые для электросварщиков» выпускается несколько моделей защитных щитков из специальной пластмассы — поликарбонатной смолы «дифлов».
Этот материал устойчив к высокой температуре и повышенной влажности, практически не деформируется, не портится от брызг расплавленного металла. В конструкции щитков отсутствуют металлические выступающие части, что исключает поражение сварщика электрическим током.
Новые модели защитных щитков имеют литой бесшовный корпус, который долговечен и эстетичен, сохраняет механическую прочность при температуре внешней среды +50…-100°С.
Новые наголовные и ручные щитки с увеличенными светофильтрами (90 х 102 мм), наголовные щитки, монтируемые на защитной каске (рис. 1.4), и щитки с подвижными откидывающимися светофильтрами обеспечивают надежную защиту сварщика.
Организация рабочего места сварщика ручной дуговой сварки — Справочник металлиста
Организация рабочего места и труда сварщика должна обеспечивать выполнение эргономических требований к рабочим местам в соответствии с требованиями «Санитарных правил при сварке, наплавке и резке металлов».
Требования к рабочему месту сварщика
- Рабочие места сварщиков следует ограждать экранами из несгораемых материалов согласно этим требованиям.
- Для мелких изделий стационарные рабочие места сварщиков следует оборудовать в кабинах с открытым верхом.
- При сварке в среде защитных газов обшивка кабины не должна доходить до пола на 300 мм, а высота светозащитного экрана должна быть не менее 2 м.
- Обшивка кабин и светозащитного экрана должна выполняться из несгораемых материалов.
- Площадь кабины сварщика должна быть не менее 4,5 м и быть достаточной для размещения сварочного оборудования, сварной сборочной единицы, приспособлений и мест складирования деталей и готовых сварных сборочных единиц.
Машины плазменной резки следует огораживать сплошным ограждением из несгораемых материалов высотой не ниже 2,2 м.
Размещение в одной кабине двух и более сварочных столов допускается при условии разделения кабины светозащитными экранами. Наиболее рациональным (и самым дешевым) решением этой проблемы являются сварочные шторы производства ESAB (Швеция), которые соответствуют европейскому стандарту DINEN 1598.
Преимущества сварочных штор
- Защита от ультрафиолета и визуальная защита и обеспечение обозримости происходящего в зоне сварки
- Защита от искр и брызг (минимизация риска возникновения пожара)
- Предотвращение отрицательного воздействия сквозных потоков воздуха на зону сварки
- Повышение эффективности оборудования по вытяжке сварочного дыма
- Удобство, экономичность и простота установки.
Компания ESAB (Швеция) предлагает следующие сварочные шторы:- сплошные (защитные сварочные занавески);
— полосовые (защитные сварочные жалюзные занавески).
СПЛОШНАЯ СТАНДАРТНАЯ ШТОРА
выполнена из единого полотна и имеет размер 1,8×1,4 м.
Технические характеристики сплошных штор
- Изготовлены из ПВХ толщиной 0,40 мм
- Прошиты со всех сторон, ширина швов 5 см
- Армированные отверстия для подвесных колец вверху через каждые 20 см
- Кнопки с обеих боковых сторон для соединения штор с целью охвата большей площади.
ПОЛОСОВАЯ СВАРОЧНАЯ ШТОРА
представляет собой отдельную полоску шириной 50 см. В сборе общая ширина шторы составляет 140 см, внахлёст 5 см. Каждый артикул включает три отдельных шторы. Через полосовые завесы можно пройти даже в закрытом состоянии.
Технические характеристики полосовых сварочных штор:
- Изготовлены из ПВХ толщиной 0,40 мм
- Набор из трёх отдельных полос шириной 500 мм каждая для развешивания внахлест. Каждая полоса легко заменяется.
- Армированные отверстия для подвесных колец в верхней части каждой полосы.
- Для каждой шторы, как для полосовой так и для стандартной шторы требуется 7 колец для крепления.
Источники питания и шкафы управления для оборудования допускается размещать как на полу, так и на опорных площадках над оборудованием или в «мертвой зоне» пролетов здания.
Многопостовые источники питания должны ограждаться сетками высотой не менее 1,7 м.
Сварку и наплавку с использованием хромоникелевых сварочных материалов следует производить в изолированных помещениях.
Выполнение этих работ допускается в общих помещениях при условии, что расход хромоникелевых сварочных материалов по отношению к расходу других сварочных материалов на стационарных постах, оборудованных местными отсосами, не превышает 5% и составляет 0,25 г/ч на 1000 м3 объема помещений.
Вентиляция на рабочем месте сварщика
Вытяжная вентиляция должна быть местной и общеобменной. Местные отсосы, независимо от габаритов изделий, должны предусматриваться к каждому оборудованию и рабочему месту, где есть выделения вредных веществ. Вытяжные системы должны быть оборудованы фильтрами для очистки воздуха от сварочных аэрозолей с выбросом его в цех или атмосферу.
https://www..com/watch?v=H5vayq5T6VM
Подачу приточного воздуха необходимо осуществлять следующим образом:
- рассредоточено — при сварке в среде защитных газов;
- сосредоточено — в верхнюю зону во всех остальных случаях.
При газоплазменной обработке металлов сжиженными газами 2/3 объема воздуха следует удалять из нижней зоны помещения, 1/3 — из верхней (естественным и механическим путями).
Общеобменной и местной вентиляцией из сварочных цехов выбрасывать воздух в атмосферу возможно при условии, что концентрация загрязнений в атмосфере населенных пунктов не превысит предельно допустимых концентраций, регламентируемых СНиП 2.04-05.91.
Предлагаем рассмотреть, возможность поставки передвижного механического фильтровентиляционного агрегата с двумя отсасывающими рукавами.
Устройство предназначено для очистки воздуха от загрязнений, различных видов дыма и пыли, образующихся в процессе сварочных работ, в том числе при сварке высоколегированных металлов, в процессах сухой металлообработки.В корпусе фильтровентиляционного агрегата располагаются фильтрующие вкладыши и вентилятор.
Агрегат комплектуется одним или двумя местными вытяжными устройствами O150 мм в шланговом и трубчатом исполнении с радиусом рабочей зоны до 4 метров.
Выброс очищенного воздуха происходит сбоку в нижней части агрегата через вентиляционную решётку. Агрегат комплектуется прочными колёсами и ручкой для его перемещения.
Принцип очистки: загрязненный воздух удаляется от источника выделения вредных веществ вытяжным устройством, затем попадает в камеру фильтрации грубой очистки для отделения сильных загрязнений, где оседают крупные частицы и далее проходит через взаимосвязанный главный фильтр тонкой очистки со степенью отделимости 99,9%. Очищенный воздух выбрасывается наружу или в вентиляционную систему.
Накопление пыли на фильтровальных элементах контролируется датчиком перепада давления.
При достижении установленного предельного давления сигнальная лампа информирует о необходимости замены фильтровальных вкладышей. Замена фильтровальных вкладышей производится через верхнюю крышку устройства.
Срок службы фильтровальных вкладышей устройства зависит от интенсивности работы фильтровентиляционного агрегата.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Параметр | Тип | Значение |
| Мощность вентилятора | м3/час | 2 200 |
| Мощность всасывания | м3/час | 2х700 |
| Мощность двигателя | кВт | 1,1 |
| Напряжение/частота сети | В/Гц | 3х400/50 |
| Уровень шума | дБ(А) | 68 |
| Степень очистки | % | ?99,9 |
| Масса (без рукава) | кг | 95 |
| Размер | мм | 655х655х1200 |
| Масса полная | кг | 110 |
Выполнение работ на сварочных постах при несистематической ручной дуговой сварке, сварке под флюсом и электрошлаковой сварке допускается непосредственно в пожароопасных помещениях при условии ограждения места работы щитами или занавесами из негорючих материалов высотой не менее 1,8 м.
Места проведения сварочных работ разделяют на постоянные и временные
Постоянные (стационарные) рабочие места предназначены для работ, которые выполняются в специально оборудованных цехах, мастерских и т.д. Устанавливают сварочный аппарат в защищенном от атмосферных воздействий, стол сварщика, манипулятор, вытяжку и т.д. в хорошо проветриваемом помещении площадью не менее 3 кв.м.
Рабочее место сварщика должно располагаться в специальной кабине.
В цехах, где имеется небольшое количество сварочных постов по сварке малых и средних изделий, электросварщик обязан производить работу в кабинах с открытым верхом, с высотой стенок кабины не менее 2 м, зазором между полом и стенками кабины не менее 50 мм, при сварке с использованием защитных газов – не менее 300 мм. Этот зазор должен быть огражден сеткой из негорючего материала с размером ячеек не более 1х1 мм.
Важно, чтобы стены помещения не отражали сварочные блики, что может представлять опасность для глаз, а пол предпочтительнее бетонный. И, конечно, у сварщика должны быть в наличии: защитная сварочная маска для лица, одежда для сварщика, перчатки и рукавицы сварщика средства пожаротушения, необходимые инструменты. Всё это Вы можете найти в Каталоге компании ПромСварка.
защитные сварочные занавески, полосовые занавески, сварочные шторы, жалюзные занавески, места сварщиков, рабочее место сварщика, сварочного места, помещение для сварки, кабина сварщика, защитная сварочная маска, одежда для сварщика, перчатки сварщика, рукавицы сварщика, проектирование сборочно-сварочных цехов, система вытяжки, вентиляция
Количество просмотров: 12268
Организация рабочего места сварщика: особенности и требования :
Организация рабочего места сварщика – это обязательное условие для его правильной и безопасной работы. Данный процесс должен проходить в соответствии с санитарными правилами.
Введение
Электрическая сварка металлов считается одним из самых важных технологических процессов любого производства.
Каждый сварщик опирается на заранее подготовленный рабочий план для создания правильных форм и моделей требуемых предметов.
При этом сварочный оператор должен в каждом случае учитывать и некоторые рабочие погрешности во время проведения процедуры сварки.
Стоит учитывать, что во время рабочего процесса происходит местный нагрев, который деформирует детали. Процесс сварки нуждается в постоянном изменении режимов во время работы.Именно поэтому с каждым днем специалисты разрабатывают все более эффективное и автоматизированное сварочное оборудование, которое максимально облегчит сложность работы и позволит получать идеальные изделия.
Что же такое сварка? Это процесс, при котором получается неразъемное соединение в результате скрепления элементов межмолекулярными и межатомными связями. Такое явление достигается путем нагревания или же пластического деформирования.
На сегодняшний день сварка очень широко применяется для надежного соединения различных металлов, а также их сплавов.
Для произведения процесса сварки нужна энергия. При этом могут быть использованы такие ее источники, как электрическая дуга, ультразвук, трение, газовое пламя, электрический ток, электронный луч, или же лазерное излучение.
Сварочный пост передвижной: оборудование и требования пожарной безопасности
Сварщики-самоучки в большинстве случаев осуществляют сварные работы в домашних условиях в тех местах, которые более или менее приспособлены под такую работу.
Профессиональные мастера знают, насколько важно обеспечить максимально комфортные и безопасные условия работы, поэтому организовывают специальные сварные посты. Ведь особенности рабочего места во многом определяют, насколько безопасным будет использование сварочного оборудования для мастера на практике.
Что представляет собой сварочный пост и какие его разновидности?
Сварочным постом называют своеобразный кабинет сварщика со всем комплексом необходимого в его работе оборудования, инвентаря и расходных материалов для обеспечения бесперебойного выполнения сварных работ. То есть, это такое рабочее пространство сварщика, работать в котором максимально комфортно и безопасно.
Если все работы по обустройству сварочных постов выполнять с учетом требований охраны труда, это позволит обеспечить мастеру максимальный уровень безопасности при сварке. При этом и уровень пожаростойкости пространства будет максимальным. Но чтобы этого добиться, важно понимать специфику разных видов сварных постов.
Стационарный сварочный пост.
Исходя из вида оборудования, применяемого в работе, сварочные посты бывают:
- Газосварочными.
Рабочий кабинет для проведения газосварочных работ оборудуется с учетом того факта, что расплавление металла в процессе организации соединения кромок изделий в данном случае основано на применении тепловой энергии от горения газа в горелке. Поэтому пространство должно оснащаться максимально качественной вентиляционной системой, а отделку поверхностей нужно выполнять негорючими материалами. - Электросварочными.
Рабочее пространство электросварщика при работе с электрической сваркой не менее травмоопасно, но в данном случае важно удалить больше внимания обеспечению высокого уровня защиты человека от поражения электрическим током.
Стационарный пост для ручной сварки.
Исходя из возможностей, сварочные посты бывают:
- Стационарными.
Выглядят как кабина с открытым верхом, которая приподнята над уровнем напольного покрытия, располагаются в помещении и могут оснащаться двигающейся столешницей. - Передвижными.
Представляют собой мобильные конструкции, которые без особенных трудностей можно переместить в иное место для работы. Передвижные посты для сварщиков актуальны для выполнения сварки крупногабаритных конструкций в просторных цехах или непосредственно под открытым небом на строительной площадке.
В условиях стационарного сварочного поста удобно выполнять сварку деталей малого и среднего размера, а для крупных узлов и конструкций из металла оно не пригодно. Кабину изготавливают из металлопроката с цинкосодержащим покрытием, стойкого к высоким температурам и инфракрасному излучению.
Особенностью передвижного рабочего места является отсутствие необходимости в проведении специальных мероприятий и создании особых рабочих условий. Передвижной сварочный пост защищается от осадков с помощью навеса, а от ветра – при помощи ширм.
Актуальные при сварных работах инструменты помещают в специальные тумбы, а освещение пространства обеспечивается локальными источниками света.
Делаем сварочный пост своими руками
Рабочее пространство сварщика с комплексом необходимого в работе оборудования, инвентаря, расходных материалов и самого сварного аппарата называется сварочным постом. Его можно организовать самостоятельно, если внимательно изучить нормы и требования безопасности к подобным кабинетам.
При организации мобильного сварочного поста потребуются дополнительные приспособления, так как весь комплекс присутствующих в нем предметов, оборудования и инструментов должен быть подвижным.
Стационарный вид рабочего места сварщика в передвижении не нуждается, поэтому при его организации нет необходимости в опорах на колесиках и т.п.
Вне зависимости от вида сварочного поста, в работе потребуются негорючие материалы для устранения риска возникновения пожара: и для постоянного, и для временного использования сварки важно обеспечить мастера безопасными условиями труда.
Актуальные инструменты и материалы
При обустройстве рабочего места для выполнения сварочных работ важно подобрать полный комплекс актуальных в работе инструментов и оборудования.
Планировка сварочной кабины.
Список может меняться на усмотрение сварщика, но существуют позиции, обойтись без которых крайне сложно:
- сварочный аппарат;
- приспособление для складирования присадочных материалов, иного рода вспомогательных приспособлений;
- постоянный источник питания электрического тока;
- комфортабельное место посадки;
- рубильник для включения и выключения подачи напряжения;
- качественная вентиляционная система, вытяжная камера;
- системы хранения для мелкого инвентаря: переносные корзины, выдвижные ящики, полки и т.п.;
- электродержатель.
Вышеперечисленные элементы при рациональном планировании пространства рабочего места займут относительно немного места.
Оборудование сварочного поста своими силами нужно проводить с учетом всех требований по безопасности. Оптимальная длина рабочего пространства – 2 м, ширина – 2,5 м, высота – 2 м. Ни в коем случае не стоит создавать закрытую верхнюю часть сварного поста.
Для организации стен стоит применить тонкую сталь или фанеру, пропитанную огнеупорным раствором.
Для выполнения сборочных и сварных операций металлических деталей внутри рабочего кабинета мастера важно установить комфортабельный стол. Оптимальные параметры сварочного стола таковы: высота на уровне 50-60 см при работе сидя и порядка 90 см при работе стоя, а площадь – порядка 100 см2.
К столу следует приварить болты из стали, на которые крепят токоподводящий провод от источника сварного тока, а также провод заземления рабочего стола.
Сбоку организовываются гнезда, приспособленные под хранение электродов и присадочных материалов. В выдвижных ящиках можно хранить мелкий ручной инструмент или технологическую документацию.
Основным видом оборудования рабочих кабинетов сварщиков считаются одно- или многопостовые источники питания дуги.
Зачастую в рабочем пространстве сварщики используют однопостовые источники питания, так как в случае питания от многопостовых источников сварочный ток нужно разводить по кабинам посредством применения токоподводящих проводов или шин. Также в кабине нужно монтировать рубильник для включения и отключения сварного тока.
Поэтапное обустройство сварочного поста
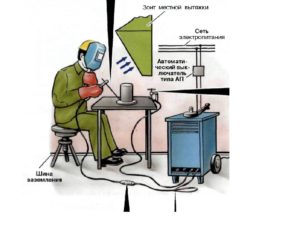
Общий вид типового сварочного поста.
Сварочные посты можно организовать в условиях просторного гаража, СТО, строительной площадки и т.п.
В любом случае все операции по их обустройству можно поделить на следующие этапы:
- выбор места под организацию рабочего пространства мастера, его очищение от посторонних предметов, уборка;
- обустройство стеночек рабочей зоны с применением стали или фанеры, пропитанной огнеустойчивым составом;
- обустройство стола со столешницей и системами хранения из негорючего материала;
- обеспечение доступа к источнику электричества для работы электрооборудования;
- организация надежной вентиляционной системы;
- визуальный осмотр результата работ перед выполнением сварки.
Основные требования при обустройстве сварочных постов
Переносной пост сварщика.
Вне зависимости от вида применяемого оборудования основные требования пожарной безопасности к организации рабочего места сварщика практически всегда одинаковы и преследуют единую цель – обеспечить мастера комфортными и безопасными условиями для проведения сварочных операций:
- оградите рабочее место сварщика экранами из несгораемых материалов, но не оборудуйте его закрытым верхом;
- сварка аппаратом в среде защитных газов должна осуществляется только, если обшивка кабины не доходит до пола на 30 см, а высота светозащитного экрана превышает 2 м;
- обшивку кабины и светозащитного экрана выполните из несгораемых материалов;
- площадь кабины не должна быть менее 4,5 м, иначе не хватит места для размещения сварного оборудования, сборочной единицы, приспособлений и систем хранения деталей;
- машину для плазменной резки обособьте сплошным ограждением из несгораемых материалов с высотой не менее 2,2 м.;
- размещать в одной кабине 2-х и более сварочных столов не стоит, но если это необходимо, их нужно разделить светозащитным экраном во избежание пожара.
Отдельно отметим особую роль вентиляционной системы при обустройстве рабочего места сварщика. Этот момент должен строго контролироваться со стороны мастера, так как напрямую влияет на уровень безопасности сварочного поста.
Специалисты советуют следующее:
- Стоит организовать вытяжную вентиляцию местного и общеобменного типа.
Местные отсосы предусматриваются к каждому агрегату и рабочему пространству, если имеет место выделение в воздух паров вредных веществ. - Вытяжки оборудуются фильтрами, очищающими воздух от сварочных аэрозолей и выбрасывающими его в цех или атмосферу.
- Подача приточного воздуха осуществляется рассредоточено при сварке в защитном газе или сосредоточено в верхнюю зону при выполнении сварки иными методами.
- Отделку стен предпочтительно выбрать матовой, дабы их поверхности не отражали сварочные блики при функционировании сварочного агрегата.
С той же целью полы следует сделать бетонными.
Если данные требования к параметрам сварочных постов и вентиляционной системе рабочего пространства мастера выполняются, сварщик может приступать к работе.
Конечно, в жизни могут произойти разные ситуации, но описанные меры предосторожности при проведении сборки металлоконструкций с помощью сварных аппаратов значительным образом снижают риски травматизации мастера и возникновения пожара от искры сварки.
Заключение
Пост для выполнения сварочных работ необходимо обустраивать таким образом, чтобы мастеру обеспечивалась высокая пожаробезопасность.
По этой причине стоит использовать исключительно негорючие материалы при организации стен, напольного покрытия, систем хранения для инвентаря, не забыть про заземление и наладить хорошую вентиляцию воздуха рабочего пространства.