Работа с листовым металлом
Работа с листовым металлом — Справочник металлиста

Работа с листовым железом требует как специальных приспособлений, так и определенных навыков и знания основ техники безопасности.
Использовать эти приемы можно для создания массы красивых и полезных предметов, начиная от авторских светильников и предметов декора, заканчивая функциональными и прочными вещами для сада, дачи или гаража.
Работы должны производиться в вентилируемом и достаточно хорошо освещенном помещении. Стены и пол обязательно должны быть выполнены из огнеупорного материала — кирпича или бетона. Для работы с листовым металлом обязателен железный стол.
Запрещается производить работы в непосредственной близости от легковоспламеняющихся, горючих материалов, таких как бензин, керосин, стружка и др. Запрещается производить работы во влажном помещении, либо в мокрой обуви.
Одежда должна быть из достаточно плотного материала, чтобы ее не могли прожечь случайные искры во время работы с листовым металлом. Руки и ноги должны быть закрыты целиком (никаких маек и шорт!).
На одежде не должно быть болтающийся шнурков, лоскутов и ниток, так как они могут намотаться на крутящийся элемент болгарки или воспламениться.
Обязательно использовать перчатки, тоже из плотного материала, и защиту лица — сварочную маску либо прозрачный щиток (в зависимости от характера выполняемых работ).Все электрические провода и соединения должны быть целыми, без надрывов и нарушений изоляции, это важный момент, так как поражение электрическим током при подобных работах — вещь достаточно вероятная.
Инструменты
- угловая шлифовальная машина (болгарка) с диаметром диска 115 −125 мм;
- диск отрезной по металлу толщиной 1мм;
- диск шлифовальный (лепестковый или «камень»).
Не снимайте с болгарки защитный кожух, так как он дает дополнительную защиту от потока искр, и может служить точкой упора при резке сложных фигур.
Для защиты лица советую использовать прозрачный щиток, он лучше, чем очки, потому как закрывает лицо целиком и позволяет держать голову довольно близко к эпицентру работы, как следствие вы получаете больший контроль над процессом.
Сварочный аппарат типа «инвертор». На начальных этапах обучения сварке используйте электроды толщиной 2-2,5мм. Ими проще проварить лист, не прожигая его до дыр. Обязательно используйте сварочную защитную маску чтоб не повредить зрение! Удобнее всего сварочные защитные маски типа «хамелеон».
Материал
Для работы нам потребуется холоднокатаная листовая сталь толщиной 1 — 1,5 мм. Ее можно купить на базах металлопроката или стройматериалов. Использовать железо с автомобильных капотов не советую, его толщина 0,5 −0,8 мм, что осложнит работу. Такой тонкий металл будет прогорать и хуже свариваться.
Работа с болгаркой, резка и шлифовка
Начертите на листе железа 2 квадрата произвольного размера.
Возьмите болгарку с отрезным диском по металлу и аккуратно начните прорезать по линии, не сильно углубляясь. Держать болгарку следует строго под углом 90 градусов к листу металла. Не пытайтесь разрезать лист на всю толщину сразу, получится неровно и есть риск, что режущий диск будет заедать.
Получившийся «желобок» не даст диску отъехать в сторону. Теперь можно резать лист на всю толщину.
Можете не дорезать по 1,5-2 мм до края листа или стыков, потому что деталь потом можно просто отломить вручную.
Получившиеся квадраты имеют острую кромку, которую нужно снять шлифовальным диском, чтобы не порезаться. Кроме того, на кромке в процессе разрезания могут образовываться неровности, мешающие в последующей состыковке деталей. Для ликвидации таких неровностей, достаточно провести по кромке один раз шлифовальным диском.
Ни в коем случае нельзя трогать кромку листа на наличие неровностей голыми руками. Используйте перчатки и не ведите рукой вдоль листа!
Болгаркой можно резать не только прямые линии, но и сложные криволинейные узоры. Для этого нужно проводить по 5-7 раз по каждому изгибу, пока не разрежется вся толщина листа.
В процессе эксплуатации режущий диск уменьшается в диаметре. Чем меньше диаметр диска тем более сильно загнутые линии им можно разрезать.
Сварка
Подцепите минусовой электрод сварочного инвертора (имеет вид прищепки) к вашему столу. Это удобнее чем подцеплять минус к самому изделию, так как появляется возможность держать металлическую деталь как вам удобно.
Сварочный электрод можно держать под разным углом, это дело привычки и личных предпочтений.
Не забывайте всегда удерживать контакт между столом и изделием, не поднимайте его. Вставьте сварочный электрод в держатель и включите сварочный инвертор.
Должна получиться сварная точка.
При отсутствии навыков сварки — электрод будет плохо ловить дугу и прилипать. Приложив усердие можно довольно быстро научиться чувствовать момент зажигания дуги и получить контроль над процессом. При сварке инвертором —может образовываться «окалина» — шлак продуктов горения металла. Отбивайте ее небольшим молотком.Ставьте капли одну за другой, так чтоб они частично перекрывали друг друга. Получается сварной шов.
Шов можно зачистить болгаркой с шлифовальным диском, тогда изделие будет выглядеть аккуратнее. Не снимайте шов вровень с металлом, оставляйте небольшой бугорок в месте шва — чтоб не потерять прочности в соединении.
Как работать с листовым металлом
Многие проекты, включающие установку монтажных элементов, прокладку проводки и других материалов, требуют сверления или пробивания отверстий в листовом металле.
Как и в случае с другими подобными процессами, здесь нет абсолютно правильного или неправильного способа выполнить работу.
Ниже приведено несколько методов сверления или пробивания отверстий. Некоторые из них взаимозаменяемые, но это зависит от предназначения отверстия, его размеров и расходов на оборудование.
Подготовка листового металла
Если предполагается новое изделие, то необходимо купить заготовку из листового металла. Найти информацию и заказать листовой металл можно тут.
Когда заготовка куплена, нужно отметить центры отверстий. Также можно использовать круглое изделие, чтобы обрисовать контуры, но это не обязательно.
Как только центры отмечены чернилами или нацарапанными крестиками, их необходимо выделить с помощью кернера.
Сделанные им углубления послужат направляющими для сверла или пробивного механизма, обеспечивая точность работы.
Для ускорения работы можно воспользоваться автоматическими или пружинными кернерами. Однако, набор ручных инструментов и фигурный молоток обеспечат большую гибкость.
Фиксация материала
Работая с листовым металлом, всегда прижимайте его к поверхности. Никогда не держите заготовку в руках в процессе пробивания (сверления) отверстий.
Зажимы должны надежно держать металл, не давая ему двигаться. Плохое закрепление может привести к травмам.твратить
Прежде чем браться за зажимы, закройте заднюю часть заготовки скотчем или изолентой – это поможет контролировать и предотвратить повреждение поверхности.
Если лист по той же причине крепится к деревянной доске, дополнительная защита не требуется.При использовании заготовки, в которой одна или обе стороны уже имеют покрытие, лучше в любом случае закрыть их лентой.
Сверление небольших отверстий
Для этих целей лучше всего подходят спиральные сверла. Вначале проделывается небольшое направляющее отверстие.
Затем оно постепенно увеличивается, пока не достигает нужных размеров. такой метод подходит для отверстий небольшого диаметра.
Недостаток – трудоемкость и длительность процесса. Особенно, в случае, если требуется сделать много отверстий большого диаметра.
Вместе со спиральными сверлами могут использоваться смазочно-охлаждающие жидкости, но, как правило, они не требуются при работе с тонким листовым металлом. Желательно иметь при себе емкость, в случае перехода к более толстым заготовкам.
Ступенчатые сверла
Такие насадки могут за одну операцию могут просверлить отверстие разного размера.
Они предназначены специально для тонкого листового металла, а его конструкция позволяет постепенно увеличивать диаметр.
Ступенчатое сверло с автоматическим пуском не требует проделывания направляющих отверстий. Оно позволяет ускорить работу.
Большие отверстия (обычно диаметром 35 мм и меньше) проделываются в металле быстро и без заусенцев.Ступенчатые сверла подходят для создания широких направляющих, необходимых для зенковальных ступенчатых сверл.
Цифенбор для больших отверстий
В отличие от спирального или ступенчатого сверла цифенбор (дисковая пила) вырезает края отверстия.
Такие насадки обычно доступны в размерах от 20 до 150 мм. Цифенбор представляет собой цилиндр с зубчатыми краями и направляющим сверлом в центре.
Некоторые насадки цельные, а другие состоят из нескольких отдельных деталей.
Использование цифенбора уменьшает нагрузку на материал и позволяет получить ровные отверстия.
При работе с твердыми материалами (вроде стали) и большими дисковыми пилами лучше использовать смазочно-охлаждающую жидкость.
Она облегчит работу и продлит срок службы инструмента.
Как правило, производитель предлагает таблицу рекомендуемых оборотов для различных материалов и размеров отверстий.
Листогибы
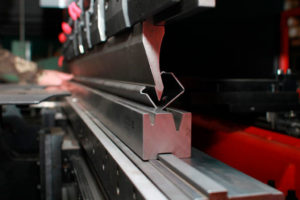
Листогибочный станок широко используются при изготовлении профилей из листового металла разной толщины с помощью холодной гибки.
Листогибочгый станок широко применятся в различных сферах промышленности и, в частности, в строительстве для изготовления кровли, уголков и заборов. Часто листогибочный станок бывает оснащен роликовым ножом.
Главными компонентами листогиба являются:
- Прижимная и гибочная балка
- Для комфортного пользования гибочный станок для листового металла оснащают педалью, которая открывает и закрывает верхние балки, а так же угломером для фиксации крупных заготовок.
При выборе листогиба важно обращать внимание на следующие параметры:
- Длину и толщину заготовки
- Толщину и радиус гиба
Листогибы ручного типа
Листогибочный станок с чпу ручного типа применяется для работы с 2мм-ым металлом.
Гибочный механизм у него приводят в действие через усилие рычага.
Отметим его следующие преимущества:
- Удобный механизм(для листогиба не требуется подключение к электрической розетке, его легко можно эксплуатировать при отсутствии электрической энергии.
- Элемент мобильности(станок имеет небольшой вес
- Недорогая цена. Если сравнить с электро механическими и гидравлическимми видами моделей, то выходит намного дешевле.
Электромеханические листогибы
Электро механический гибочный станок отлично подходит для гиба металлических листов. Электро механические станки считаются стационарными типами и их можно запустить через редуктор с электродвигателем. Важно обратить внимание на скорость траверсы.
При высокой скорости увеличивается функциональные возможности листогиба. Для всех станков предусмотрено управление с помощью педалей и кнопок. отличительная особенность электро механического листогиба по металлу заключается в ее полной автоматизации.
Оператору нет необходимости применять какие-либо физические усилия. Ему лишь остается загрузить и снять готовую заготовку.
Гидравлические листогибы
Гидравлический листогиб имеет высокую производительность за счет гидравлического привода. При равномерном распределении усилий по всей длине они способны произвести большой гиб с толщиной более 3мм. Металл сгибается при помощи давления на производственный орган, через поступающую гидравлическую жидкость, которая выталкивает поршни станка.
Преимущества этого вида:
- Листо гиб гидравлический не создает вибраций за счет рам из высоколегированной стали.
- Автоматизированное и электронное управление деталями
- Элементы безопасности. Листогибочный станок гидравлический оснащен специальной системой экстренного отключения.
- Листо гиб гидравлический значительно увеличивает производство изделий в течение одного рабочего дня.
Сегментный листогиб
Специальные сегментный листогиб оснащается гибочными балками при помощи которых можно выполнять изделия разных профилей, а так же выполнять коробчатые и трапециевидные виды сечений.
Сегментный листогиб так же широко применяется в работе мастеров. Но изготовление сегментного листогиба самостоятельно окажется трудоемким процессом.
Трехвалковый листогиб
Широко отличается от стандартных четырех с несложной кинематической схемой, поэтому его использовать становится более предпочтительным вариантом.
Сборка листогибочного станка
Выполнить листогиб ручной можно самостоятельно, но не многие специалисты, которые используют изделия гнутого типа в своей профессиональной деятельности занимаются производством этого оборудования в собственных целях.
Например, роликовый листогиб достаточно надежное и простое в эксплуатации оборудование, которое поможет сэкономить ваш бюджет. В этом случае мастерам выгодно изготовить именно это вид станка. Главным недостатком является то, что такие роликовый листогибы не могут выдерживать больших нагрузок и в итоге может просто сломаться.
Важно отметить, что изготовлением листогиба ручного типа подходит не для всех, а тех, кто осуществляет работы по гибке листового материала с нечастой периодичностью.
Характеристика листогиба с поворотной балкой
Готовый листогиб с поворотной балкой изготовлен из:
- Опорной балки с укреплением
- Маховика с резьбовым элементом
- Балки, которая выполняет прижим готового изделия
- Струбцины, для укрепления к столу
- Траверсы, сгибающие заготовки
Рекомендации для выбора листогиба
Исходя из собственных целей мастера выбирают разные типы листогиба:
- Мастер, который редко использует листогиб с поворотной балкой ,будет использовать много подручных средств в процессе работы
- Мастера, которые принимают заказы монтажа кровельных покрытий, предпочитают применять ручной станок
- Специалисты, которые постоянно занимаются изготовлением кровли, используют заводское оборудование для гнутья листового металла.
Листо гиб с чпу, который часто используется специалистами должен быть надежным и долговечным при эксплуатации. Это важно, ведь некачественные устройства быстро выходят из строя.
Если вы активно используете листогибочное оборудование, то тут стоит задуматься о производительности такого устройства, ведь при длительной эксплуатации устройство может быстро выйти из строя. Причиной может послужить сталь частного производства, которая применяется мастерами в процессе работы.
Для бытового применения подойдет листогибочное оборудование частной сборки, который позволить сохранить немалые финансовые средства. Такой станок более дешевый, но ждать высокой производительности и выносливости нет смысла.
Если вы решились изготовить самостоятельно ручной станок, то нужно это делать, в первую очередь, исходя из чертежей и видео, которые размещены в сети интернета. Например, может для кого-то стандартный размерроликового листогиба может показаться небольшим, тогда можно выбрать другой вариант крупного вида ,предварительно выбрав из каталога интернета. Такой станок — идеальный вариант для заводского цеха.
Стоимость оборудования
При выборе листогибочных станков с ЧПУ многие покупатели обращают внимание на стоимость и вид устройств. Это объясняется тем, что многие покупатели хотят сэкономить финансовые средства на покупке профнастила. Исходя из практики известно, что изделие домашнего гнутья на 50 процентов ниже заводских аналогов.
Если приобрести гидравлический листогибочный станок для профнастила с прицелом, то цена такого станка составит приблизительно 60 тысяч рублей. Станок такого типа не будет высокого качества.
Прокатка у такого станка будет проводить перетянутые углы и создавать трещины. Более того, регулярная прокатка одного листа будет трудоемким и нерентабельным процессом.
Но изготовление более легких деталей будет более выгодным и удобным вариантом.
Прокатная линия от китайских производителей обойдется приблизительно в 21 000 долларов. Такой листогибочный пресс будет потреблять много энергии и для ее установки необходимо иметь большое помещение, но это так же будет стоить дорого для многих мастеров.
Иногда мастера не жалеют своих средств, чтобы приобрести качественный ручной гибочный станок
При покупке заводского гидравлического листогибочного станок станка важно учитывать тот факт, что ваши вложенные средства быстро окупятся. Тем не менее применение такого будет сложным и трудоемким. Лучше всего использовать гидравлический листогибочный станок ручного типа, который занимается производством гнутых изделий любого вида. С таким станком можно гнуть листы разных размеров.
Если вы хотите купить листогибочные станки, то обращайтесь в наши специализированный магазины в Челябинске, Тюмене, Самаре и Екатеринбурге. Мы предлагаем широкий спектр станков по оптимальным ценам. Гарантируем высокое качество и надежность продукта.
Правка металла
В ходе обработки, хранения или эксплуатации металлические детали и заготовки могут терять первоначальную форму.
Правка металла
Для выполнения последующих операций, соблюдения размеров и формы готового изделия важно, чтобы конфигурация и размеры заготовки совпадали с проектными значениями. Этого достигают промежуточно-подготовительной операцией правки металла. Операцию проводят на холодной детали либо нагревают ее с целью пластичности.
Листовая заготовка может помяться, имеющая цилиндрическую форму — искривиться. Валы и оси могут погнуться.
Что такое правка металла?
Процесс возвращения металлической заготовке исходной формы называется правкой металла. Дефекты бывают следующие:
- Волна.
- Вмятина.
- Выпуклость.
А также некоторые другие.
Виды правки металла
Операция подразделяется на два подвида:
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.
Ручная правка металла
Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.
Машинная правка металла
Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
От вида дефекта зависит и сложность операции правки листового металла.
Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.
Правка выпуклости в центре металлического листа
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.
Правка тонкого листового металла
Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.
Правка полосового металла, изогнутого в плоскости
Относится к категории несложных. Полосу размещают выгнутой стороной кверху. Удары направляют в самые выступающие участки. С уменьшением дефектов удары следует ослаблять.
Правка полосового металла, изогнутого в плоскости
Периодически надо переворачивать полосу, чтобы не возникла выпуклость в другую сторону. При наличии нескольких выпуклостей в начале следует выправить концы полосы, а потом переходить к середине.
Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.
Правка закаленного металла (рихтовка)
Чтобы выправить закаленный металл, удары направляют по вогнутому участку детали. С растяжением материала на вогнутой стороне заготовка будет распрямляться. Операцию проводят на имеющей полусферическую форму рихтовочной бабке, по которой деталь постепенно передвигают вверх и вниз.
Чтобы выправить закаленный угольник с нарушением прямого угла, разработано два приема. Если угол превратился в острый, удары направляют возле внутреннего угла. Если же угол превратился в тупой, удары направляют в зону у вершины внешнего угла. Материал в зоне воздействия растягивается и прямой угол восстанавливается.
Правка круглого металла
Способ аналогичен работе с полосой. Неровности маркируются мелом, заготовка располагается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.
Правка круглого металла
Когда основной дефект откорректирован, снижают мощность ударов и поворачивают деталь вокруг продольной оси, во избежание деформации в другую сторону. Тем же способом правится квадратный и прямоугольный прокат.
Правка металла, скрученного по спирали
Здесь применяют способ раскручивания. Один конец спирали фиксируют в закрепленных на правильной плите тисках, другой — в ручной струбцине.
Правка металла, скрученного по спирали
После частичного раскручивания спирали ее прижимают к плите и правят, как круглый прокат, определяя кривизну на просвет.
Основные способы правки металла
На выбор способа влияет характер и площадь сечения, марка и вид сплава, размеры дефекта относительно общего размера изделия.
В зависимости от метода приложения напряжений в металлических заготовках, различают три способа правки металла:
- изгибом в холодном состоянии;
- растяжением в холодном состоянии;
- местный нагрев.
Правка металла вытягиванием
Нагрев осуществляется газовыми горелками или индукционным способом.
Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.
Правка металла с целью возвращения заготовке формы
Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс.
Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали.
В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.
Оборудование для правки
Основа любого набора инструментов — это правильная плита. Она должна быть идеально ровной, массивной и устойчивой, для чего ее отливают из ударопрочного чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными ребрами жесткости. Устанавливают их на массивное бетонное основание.
Инструменты для правки металла
Молотки для правки должны быть мягче, чем материал заготовки. Поэтому их снабжают деревянными или резиновыми бойками. Для работы со стальными листами используют молотки с мягкими бойками из меди или свинца.
Боек должен иметь закругленную форму. Боек квадратной формы не годится, так как он будет оставлять на листовой заготовке характерные следы — забоины.
Масса плиты должна относиться к массе молотка примерно как 100:1.Для работы с листовой заготовкой применяют также подкладочную плиту из плотной резины, со сформированным на ней большим количеством бугорков одинаковой высоты. Под ударами металл сам находит свое место, и производительность процесса заметно возрастает по сравнению с голой стальной правильной плитой.
Для работы с тонкими листами применяется специальная оснастка — гладилки и поддержки. Для работы с закаленными деталями применяют цилиндрические или полусферические правильные бабки.
Однорогая наковальня
В домашней мастерской используют наковальню или массивную металлическую плиту.
На предприятиях применяют специальные механизированные правильные комплексы с механической подачей листа и автоматизированным исправлением дефектов. В одних заготовку протягивают между массивными вращающимися валками, вращающимися в противоположные стороны. В других операция происходит на правильной плите путем опускания широкого пресса.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
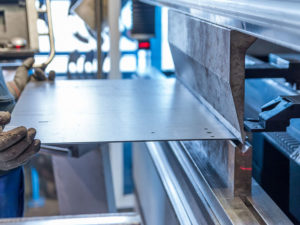
Гибка толстого листового металла

Это говорит о невозможности воспользоваться процессом для всех известных марок стали. Подобный способ обработки получил наибольшее распространение для получения оптимальной формы заготовок, выполненных из стандартных сталей.
Особенности
Операция гибки металла имеет ряд особенностей, но ее самой значимой характеристикой является радиус гиба. С помощью современного листогибочного оборудования можно получать гибы листового металла с минимальными радиусами (около толщины обрабатываемого материала). Для листов, толщина которых превышает 8 мм, подобная технология не подходит.
Гибка металла на листогибочных прессах показывает высочайшую эффективность при работе с тонкими листами. Самые востребованные услуги гибки металла позволяют получить:
- сложные гибы профилей металла
- детали конструкций
- несущие компоненты и крепежи для радиоаппаратуры и электротехнических приборов
- панели для лифтов, панели вентилируемых фасадов
- элементы торгового оборудования
- мебель из металла
- нестандартные элементы и части корпуса, выполненные из листовой заготовки
Встает логичный вопрос стоимости гибки листового металла.
Вопрос не простой, тут следует понимать, что окончательная цена гибки листового металла формируется по определенным параметрам, складывается из нескольких составлящих и продиктована толщиной листа, а также некоторыми особенностями заказа: степенью сложности, общим объемом заказа (сделать одну модель и повторить серию из 1000 одинаковых моделей – это два совершенно разных заказа), длиной гибки, проработанности моделей, последовательностью гибки, требованиям к оборудованию, необходимостью каких-то дополнительных действий. У нас нет какой-то единой фиксированной ставки, какие-то гибы могут выполняться за 1 рубль, а иные могут стоить и 500 р. Услуги лазерной резки и гибки металла в Санкт-Петербурге предоставляются компанией TruMAX на условиях гибкой ценовой политики, мы открыты к диалогу с заказчиками и готовы рассмотреть заказы полного технологического цикла или на отельную операцию металлообработки.
Гибка металла в Санкт-Петербурге
Компания TruMAX предлагает своим клиентам услуги гибки металла. В работе используется метод холодной гибки, предполагающий воздействие пресса для деформации металла.
На предприятии установлено передовое оборудование, которое позволяет изготовить продукцию, соответствующую чертежам заказчика вне зависимости от их сложности.
Мы гарантируем высокую точность, оптимальные сроки, а главное – демократичные цены.
При гибке металла на заготовку оказывается комплексное воздействие, за счет чего создаются изделия с требуемыми параметрами. В нашем производстве используются более тридцати типоразмеров матриц и двадцати видов пуансонов. Нестандартные задачи гибки решаются с помощью специально изготовленных матриц, оснасток и штампов.
Преимущества
Гибка металла на заказ позволяет воспользоваться определенными преимуществами подобных изделий.
Самое важное – высокий показатель КПД от процедуры, отсутствие сварных швов, выглядящих непривлекательно, однородность конструкции, время изготовления.
Прочностные характеристики готового изделия не страдают, так как не нарушается целостность его структуры. За счет автоматизации процесс становится действительно незаменимым, когда речь идет о промышленности и производстве.
Резка и гибка металла в Санкт-Петербурге. Получение изделий любой сложности
Компания TruMAX готова выполнить любые заказы, связанные с обработкой металла.
Наши технические возможности и технологические мощности позволяют справиться с изготовлением даже самых сложных, в плане конструкции, элементов при работе с листовым металлопрокатом.
При создании нестандартных деталей можно применить и продуктивно интегрировать разнообразные методики работы с металлом, пользуясь современными технологиями обработки.
Мы предлагаем гибку металла в Петербурге любых видов металлов в соответствии с индивидуальными техническими заданиями. Возьмемся за простые изделия, а также осилим и самые сложные.
Все работы выполняются максимально качественно за счет использования высокоточного оборудования и применения передовых технологий металлообработки. Мы демонстрируем высокие показатели качества.В компании TruMAX работает квалифицированный персонал с многолетним опытом работы в применении продуктивных технологий обработки металла.
Клиенты нашей компании могут оценить эффективность наших решений и качество оборудования при получении желаемого результата.
Инструменты сменяются достаточно быстро, что гарантирует высокую скорость перехода к новому заказу, несколько раз за смену.
Наличие автоматического лазерного датчика угла позволяет контролировать точность выполнения угла гибки, а также обеспечивает существенную экономию времени, что позволяет клиентам получить совершенные детали с самой первой выполненной заготовки.
Детали, которые мы изготавливаем на нашем оборудовании, не нуждаются в дальнейшей доработке. Если вы решите обратиться в нашу компанию, то гарантируете себе получение именно того, что будет заказано и оговорено в спецификации на заказ.
Мы детально прорабатываем каждую деталь, чтобы достичь идеального результата.
Если подробного чертежа у вас нет – наши инженеры и конструкторы разработают и согласуют с вами каждый компонент конструкции, чтобы вы получили то, на что рассчитываете.
Расчет гибки металла. Гибка толстого металла. Минимальные радиусы гибки металла
Расчет гибки металла. Гибка толстого металла. Минимальные радиусы гибки металла. 4.25/5 (84.95%) проало 105
И котельном производстве необходимо в большом количестве изготовлять изделия цилиндрической, конической, сферической и равных других форм преимущественно из листового, а также из профильного металла. Для этого материал должен подвергаться гибке, которая может быть выполнена холодным и горячим способом.
Холодная гибка металла.
Холодная гибка применяется главным образом при изгибании металла и одном направлении по образующим цилиндра или конуса.
Изгибание же по разным направлениям для получения сферической формы сопряжено с очень значительными внутренними напряжениями, возникающими в металле, сильно изменяющими его структуру.
Во избежание внутренних напряжений гибка металла производится, когда он находился в нагретом состоянии.
Основы работы с листовым металлом: материалы, инструмены, оборудование, резка, шлифовка, сварка

Работа с листовым железом требует как специальных приспособлений, так и определенных навыков и знания основ техники безопасности. Использовать эти приемы можно для создания массы красивых и полезных предметов, начиная от авторских светильников и предметов декора, заканчивая функциональными и прочными вещами для сада, дачи или гаража.
Работы должны производиться в вентилируемом и достаточно хорошо освещенном помещении. Стены и пол обязательно должны быть выполнены из огнеупорного материала — кирпича или бетона. Для работы с листовым металлом обязателен железный стол.
Запрещается производить работы в непосредственной близости от легковоспламеняющихся, горючих материалов, таких как бензин, керосин, стружка и др. Запрещается производить работы во влажном помещении, либо в мокрой обуви.
Одежда должна быть из достаточно плотного материала, чтобы ее не могли прожечь случайные искры во время работы с листовым металлом. Руки и ноги должны быть закрыты целиком (никаких маек и шорт!).
На одежде не должно быть болтающийся шнурков, лоскутов и ниток, так как они могут намотаться на крутящийся элемент болгарки или воспламениться.
Обязательно использовать перчатки, тоже из плотного материала, и защиту лица — сварочную маску либо прозрачный щиток (в зависимости от характера выполняемых работ).
Все электрические провода и соединения должны быть целыми, без надрывов и нарушений изоляции, это важный момент, так как поражение электрическим током при подобных работах — вещь достаточно вероятная.