Инструмент для гибки листового металла
Гибка листового металла своими руками

Как производится гибка металла своими руками? При выполнении строительных работ часто бывает нужно выполнить сгиб металлических элементов. Например, бывает необходимо согнуть листовой металл или трубы. Трубы, имеющие небольшой диаметр, сгибают при помощи тисков.
Сгибание металлических листов на гибочном станке происходит без сварки и не нарушает структуру металла.
Часто при выполнении строительных работ возникает необходимость согнуть трубы большого диаметра. Для такой работы нужны специальные станки, которые выполняют сгибание труб и металлических листов. Сгибаемый элемент при этом не получает повреждений.
При гибке деталей учитывают пластичность материала, его толщину, определяют радиус кривизны.
В чем заключается технология гибки металла?
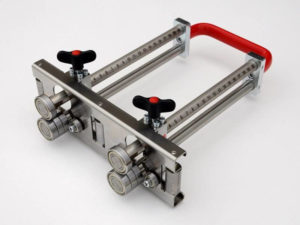
Схема сборки самодельного листогиба: 1 – основание; 2 – гайка-маховичок; 3 – прижим; 4 – изгибаемый лист; 5 – струбцина; 6 – обжимной пуансон.
Гибка листового металла — это выполнение определенных действий, вследствие которых металлический лист приобретает нужную форму. Сгибание детали происходит без помощи сварочных или каких-либо других соединений, которые уменьшают прочность и долговечность материала.
При выполнении сгиба изделия растягиваются его наружные слои и сжимаются внутренние. Технология сгибания заключается в том, чтобы перегнуть одну часть детали по отношению к другой на необходимый угол.
Во время гибки материал подвергают деформации. Величина возможной деформации зависит от толщины материала, угла изгиба, пластичности и скорости сгибания.Сгибание выполняют посредством оборудования для сгиба деталей. Данное оборудование сгибает элемент таким образом, чтобы готовая конструкция не имела повреждений.
Если согнуть элемент неправильно, то на его поверхности произойдут различные дефекты, вследствие которых на линии изгиба материал получит такие повреждения, что готовая конструкция может сломаться. Гибку производят для листов различной толщины.
Напряжение изгиба материала должно быть больше, чем его предел упругости. В результате гибки должна происходить пластическая деформация материала. При этом готовая конструкция после операции сгиба будет сохранять ту форму, которую ей придали.
Чертеж листогиба (деталировка): 1 – струбцина; 2 – щечка; 3 – основание; 4 – кронштейн; 5 – сварной прижим; 6 – ось; 7 – уголок пуансона.
Преимущества процесса гибки:
- Процесс имеет высокую производительность.
- В результате сгибания получается заготовка, которая не имеет шва.
- Готовая конструкция обладает высокой устойчивостью к коррозии.
- Изделие обладает высокой прочностью.
- На месте сгиба изделия не появляется ржавчина.
- Конструкция является цельной.
Недостатки:
- Процесс ручной гибки является достаточно трудоемким.
- Оборудование для сгиба имеет высокую стоимость.
В отличие от конструкций, выполненных методом сгиба листового металла, на сварных конструкциях есть сварной шов, который подвергается коррозии и ржавчине.
Сгиб изделий осуществляют вручную или при помощи оборудования. Ручной изгиб является очень трудоемким. Он выполняется при помощи молотка и плоскогубцев. Сгиб материала небольшой толщины выполняют киянкой.
Сгибание листового металла производят при помощи вальцов, пресса или роликовых станков. Чтобы листу придать форму цилиндра, используют ручные, гидравлические вальцы или вальцы с электроприводом. Таким методом изготавливают трубы.
Схема сборки рабочего хода: 1 – вкладыш из дерева; 2 – основание; 3 – щечка правая; 4 – изгибаемый лист; 5 – прижим; 6 – ось пуансона; 7 – пуансон; 8 – рычаг пуансона.Гибка металла применяется в домашнем строительстве для изготовления водостоков, профилей, металлических каркасов, труб и других конструкций. При гибке листового металла своими руками можно изготовить трубы различного диаметра. При помощи станков изгибается материал с цинковым покрытием.
Если необходимо выполнить изгиб металла в домашних условиях, станок для сгибания можно изготовить своими руками. Для изготовления станка нужно выполнить шаблон из древесины, имеющий контур определенной, изогнутой формы.
При сгибе изделия нужно определить его размеры. Длину конструкции вычисляют с учетом радиуса изгиба листа. Для заготовок, сгибаемых под прямым углом, без создания закруглений, припуск на загиб должен составлять 0,6 от толщины листа.
Своими руками можно сгибать конструкции из пластичных металлов: меди, латуни, алюминия. Радиус изгиба зависит от качества материала и способа гибки. Изделия с небольшим радиусом закругления выполняют из пластичных материалов.
Как изготовить скобу методом гибки
При сгибании стальной полосы на роликовом станке, верхняя прорезь на бруске должна соответствовать размеру полосы.
Материалы и инструменты:
- металлический лист;
- тиски;
- молоток;
- оправа;
- брусок;
- электропила по металлу.
Предварительно нужно по схеме вычислить длину полосы заготовки и сделать расчет гибки металлического листа.
При расчетах на каждый загиб выполняют запас по 0,5 толщины полосы и по 1 мм на сгиб торцов в сторону.
Согласно схеме выпиливают заготовку, делают отметки места изгиба. Изгиб заготовки выполняют в тисках с угольниками.
Сначала надо зажать в тисках заготовку на уровне изгиба. Затем при помощи молотка выполняют первый загиб.
Затем заготовку переставляют в тисках и зажимают ее оправой вместе с бруском. Затем делают второй загиб.
После этого вытаскивают заготовку, делают отметки длины лапок скобы.
Скобу с бруском оправой загибают в тисках, при этом отгибают обе ее лапки. Изгиб уточняют треугольником. Если изгиб выполнен неправильно, его исправляют при помощи молотка и бруска оправы. После процесса сгиба конструкцию отпиливают до нужных размеров.
Как своими руками изготовить станок для гибки металла?
Приемы гибки металла: Приемы гибки полос: а – порядок гибки; б – гибка острого угла.
Материалы и инструменты:
- металлическая балка двутавр 80 мм;
- уголок 80 мм;
- болты;
- петли;
- сварочный аппарат;
- рукоятки;
- струбцины;
- стол.
Сначала выполняют основу самодельного станка из металлического профиля — двутавра 80 мм. Затем уголок 80 мм прикручивают сверху к двутавровой балке при помощи двух болтов. Уголок будет закреплять заготовку во время сгибания.
На двутавр под уголок приваривают 3 петли от стальных дверей. Вторые половинки петель приваривают к уголку 80 мм, который повернут к двутавру.
Этим уголком выполняет гибку материала при повороте уголка. Чтобы сделать гибку, к уголку приваривают две рукоятки по 800 мм. За рукоятки станок будут поворачивать.
Листогиб прижимают к столу при помощи двух больших струбцин. Откручивают прижимной уголок. Затем укладывают заготовку. Уголок перемещают на свое место.Его можно просто приподнять, при этом не снимая. Затем заготовку продевают между уголком и двутавром. Аккуратно выравнивают металлический лист по краю уголка.
Потом прочно затягивают болты и при помощи поворота траверсы сгибают заготовку на необходимый угол.
Самодельный станок можно использовать для сгибания металлических листов небольшой толщины. Для сгиба листов, имеющих большую толщину, применяют станки, изготовленные на производстве. При соблюдении правильной технологии можно получить готовые изделия, имеющие высокое качество.
Конструкция и принцип работы гибочных станков для листового металла

Технологический процесс гибки металлических листов считается одним из популярнейших на производстве. Так изготавливаются отливы, коньки, кровельные элементы, детали для металлоконструкций. Чтобы согнуть твердый материал нужен гибочный станок для листового металла.
Конструкция и сферы применения листогибочного станка
Станки для гибки листового металла применяются в домашних мастерских, на заводах. Устройства имеют одинаковый принцип работы. Изменяются только тип привода. Конструкция листогиба:
- Основание, которое удерживает рабочий стол, подвижные механизмы. Это касается моделей, которые не закрепляются на верстаках.
- Прижимные маховики, которые удерживают деталь при работе. Обычно представляют собой металлическую пластину.
- Деревянная балка, которая выполняет роль подушки, выступающей в роли опоры для заготовки.
- Угломер для выставления нужного угла.
- Упоры, ограничивающие лист на передней, задней части.
Листогибы комплектуются специальным ножом для разрезания металлических листов. Он представляет собой отдельный инструмент, который навешивается на станок. Мастеру нужно приложить усилия, чтобы провести им по всей ширине заготовки. Острые диски разрежут тонколистовой материал по выставленному размеру.
Листогибы применяются в разных направлениях промышленности:
- Изготовление кровельных комплектующих.
- Машиностроение — создание деталей для корпусов.
- Изготовление подоконников для пластиковых окон.
Технические характеристики
Любой станок обладает рядом параметров, которые определяют его возможности, функциональность. Относительно листогибочного оборудования можно выделить следующие характеристики:
- длину рабочей части;
- габариты конструкции;
- тип станка — настольный, стационарный;
- тип привода;
- максимально допустимая толщина листов, допустимых к обработке.
Виды листогибов
Гибочные станки разделяют по разным факторам. Зависимо от типа привода, можно выделить такие виды оборудования:
- Ручные — модели, устанавливаемые в частных мастерских, на предприятиях. Состоят из прижимной пластины, рабочего стола, гибочного механизма, который работает после передачи усилия человека через специальные ручки. Для работы с оборудованием не нужно обладать дополнительными навыками.
- Механические — конструкции, которые состоят из маховика, подвижного вала, прижимных пластин. Чтобы согнуть заготовку, необходимо раскрутить маховик.
- Гидравлические — система, работающая с помощью жидкости. Под давлением она начинает воздействовать на гидроцилиндр, который сгибает лист.
- Электромеханические — состоит из электродвигателя, который с помощью ремней и набора шестерней передаёт усилие на прижимную планку, подвижный механизм. Позволяют сгибать заготовки большой толщины.
- Пневматические — механизмы, работающие с помощью пневмоцилиндров.
- Электромагнитные — современное оборудование, на котором устанавливаются электромагниты большой мощности. После включения станка они начинают передвигать сгибающую планку до заданного угла.
К отдельной группе стоит отнести компактные модели листогибов. Они могут использоваться на строительной площадке. Минус — недостаточная величина и мощность, что не позволяет сгибать листы больших размеров и толщины.
Ручной листогибочный станок
Преимущества и недостатки гибочных станков
Промышленное оборудование, компактные станки обладают сильными и слабыми сторонами. Преимущества листогибов:
- Создание нужных узлов без сваривания заготовок.
- Изделие не теряет показателей прочности, структура не изменяется как при нагревании.
- На месте изгиба не образуется ржавчина.
- Деталь остаётся цельной.
Недостатки:
- Чтобы работать на ручных станках, нужно прилагать немалые усилия.
- Важно точно выставлять лист перед зажимом, чтобы не случилось перекоса.
Часто после разрезания изделий человек берётся за них голыми руками, что может стать причиной появления травмы.
Принципы выбора и эксплуатации листогиба
При выборе станка для гибки металла нужно учитывать ряд факторов:
- Для разовых работ подойдёт ручная модель.
- Нужно учитывать размеры рабочей части, чтобы можно было сгибать листы нужного размера.
- Принимать во внимание максимально допустимую толщину сгибаемого изделия.
- Модель, оборудованная ножками, рабочим столом с упорами гораздо удобнее, надёжнее механизма, закрепляемого на верстаке.
При гибке металла нужно учитывать особенности эксплуатации оборудования:
- Работать в защитных перчатках, поскольку у тонколистового металла острые края и можно порезаться.
- Не пытаться согнуть листы большой толщины на ручных моделях.
- Не начинать поднимать ручки до выставления заготовки. При сгибании нужно положить обе руки на рукояти.
Мастера рекомендуют использовать механизмы, оборудуемые педалью для управления. Она позволяет обезопасить себя в процессе.
Листогиб своими руками
Чтобы не тратить деньги на покупную модель, можно собрать гибочный станок для листового металла своими руками. Изначально нужно рассчитать размеры, нарисовать чертеж, подготовить расходные материалы, инструменты.
Подготовка и оборудование
Чтобы сделать конструкцию своими руками, нужно подготовить:
- металлические швеллера;
- уголки, зависимо от длины рабочей части;
- дверные петли;
- арматуру или трубы малого диаметра для изготовления ручек;
- металлический лист, прутья для создания каркаса;
- деревянный брус.
Из инструментов нужна болгарка, сварочный аппарат, щётка по металлу.
Этапы сборки
При изготовлении самодельного станка для гибки листового металла своими руками нужно:
- Нарисовать чертёж конструкции. Обозначить размеры, подвижные элементы.
- Изготовить каркас с устойчивыми ножками из швеллеров, металлических прутьев. На рабочем столе закрепить лист металла. Всё скрепляется сварочным аппаратом. Швы зачищаются щёткой, покрываются антикоррозийным составом.
- Закрепить уголки параллельно друг другу. Соединить их петлями. Это подвижный элемент, который нужно закрепить на рабочем столе.
- На одном из уголков нужно наварить трубки, которые будут выполнять роль ручек.
Гибочные машины применяются для изгибания металлических листов под разными углами. Чтобы не покупать дорогое оборудование, можно собрать его самостоятельно. Для этого нужно рассчитать габариты листогиба, подготовить материалы, провести сборку.
Листогиб своими руками. Профессиональный
Конструкция и принцип работы гибочных станков для листового металла Ссылка на основную публикацию
Ручной листогибочный станок — каталог ручных листогибов

| Сортировка | по цене | по бренду | по соотношению цена-качество |
Ручной листогиб DECKER X5-2650 с набором опций Ручной листогиб DECKER X5-3150 с набором опций Ручной листогиб DECKER X6-3250 с набором опций Ручной листогиб DECKER X6-2750 с набором опций Листогиб Decker X7-3250 Листогиб Decker X7-3750 Ручной листогиб Decker LM-2250 Ручной листогиб Decker LM-2750 Ручной листогиб Transformer 2300 усиленный Ручной листогиб Transformer 2600 усиленный Ручной листогиб Transformer 3100 усиленный Листогиб ZRD-2150 Листогиб ZRD-2650 Листогиб ZRD-3150 Листогиб ручной EuroMaster LBM 200 Листогиб ручной EuroMaster LBM 250 Листогиб ручной EuroMaster LBM 300 Начало Пред. 1 2 3 4 5 След. Конец Отображать по: 20 40 80 товаров
Данное оборудование применяется для холодной гибки и резки тонколистового металлопроката с помощью мышечных усилий оператора. Благодаря весьма простой конструкции станка, работа на нём не требует больших силовых затрат. Как правило, достаточно одного работника.
Область применения
Листогибы активно эксплуатируются в различных сферах промышленности: строительстве, изготовлении металлических дверей и рекламных конструкций, производстве пластиковых окон, кровельных элементов, авиастроении и т.д. Одно из их главных преимуществ — эксплуатация при любых температурных режимах, позволяющих обрабатывать используемый вид металла.
Данное оборудование широко используется в производстве, благодаря возможности гнуть заготовку на 120 градусов и более, а так же способности резать и кроить металлопрокат. Небольшая цена станка делает его доступным даже для небольших предприятий или мастерских.
Как устроены промышленные листогибы
- основа станка – рама, изготовленная из легированной стали и отвечающая за устойчивость оборудования;
- гибочная балка. Приводится в действие физическим усилием оператора. Некоторые ручные листогибы могут быть оснащены несколькими балками гиба, например, для работы двух операторов или для обработки маленьких заготовок. Так же существуют модели станков, укомплектованных ножным приводом (гиб изделия происходит при помощи ног оператора). Подобная конструкция освобождает руки рабочего, но имеет более сложное устройство;
- фиксатор (балка прижима). Необходим для закрепления заготовки перед её сгибанием или резкой. Рабочая поверхность прижимной траверсы имеет плотное резиновое покрытие, благодаря чему возможно гнуть окрашенные заготовки, не повреждая слой краски.
Недорогой ручной листогиб весьма надёжен и прост. Конструкция устройства безопасна и состоит из нескольких подвижных механизмов, которые легко заменить при выходе их из строя. Данные станки долговечны.
При должной эксплуатации они способны проработать около 10 лет, не требуя капитального ремонта.
Аксессуары
Зачастую в комплектацию ручного листогибочного станка входит набор дополнительных опций, которые позволяют оптимизировать работу:
- удобный дисковый резак. Применяется для резки и раскроя металлопроката;
- стол с мягкой поверхностью для разметки и поддержки больших заготовок. Показатели длины станка и стола равны, а по высоте он находится на уровне рабочего положения металлического листа;
- угломер. Незаменим при серийном производстве. Позволяет сгибать заготовки на один и тот же угол, без дополнительных корректировок.
Принцип работы ручного листогиба
Механизм рабочего процесса данного станка крайне прост: металлическая заготовка крепится к основанию с помощью фиксирующей балки. Затем оператор приводит в действие гибочную консоль, тем самым совершая гиб на заранее установленный угол.
Благодаря ручному управлению оборудования можно исправить погрешности, допущенные при разметке листа непосредственно во время рабочего процесса.
Что нужно знать, прежде чем купить листогиб?
При выборе ручного станка, в первую очередь стоит учитывать производственные запросы предприятия, например, какой металл для листогиба будет использоваться. Это могут быть, как стальные, алюминиевые, медные, так и оцинкованные заготовки.
Гибочные станки бывают мобильными и стационарными.
Мобильное оборудование, благодаря своему незначительному весу, легко передвигается без привлечения спецтехники. Это особенно удобно в случае работы с окрашенным металлом, который достаточно легко повредить при транспортировке. В таких случаях незаменим мобильный станок.
Стационарное оборудование более массивно и эксплуатируется в цехах. Многие модели подобных станков оснащаются колёсами.
Цена
Стоимость ручного листогибочного станка зависит от многих факторов:
- страна – производитель. На рынке промышленного оборудования в продаже можно найти станки производства США, Китая, ЮАР, Польши, Германии, Австралии, Турции и России. Цены на российские ручные листогибы могут быть ниже, так как меньше затраты на доставку товара;
- комплектация. Сколько стоит листогибочный станок зависит от дополнительных опций и аксессуаров, прилагаемых к оборудованию.
При нестандартных потребностях производства, возможно изготовление ручного листогиба на заказ. Цена подобной модели, выполненной по индивидуальным требованиям, будет выше.
Гибочные станки для листового металла и арматуры своими руками, чертежи
Гибочные станки – выражение нечастое. Намного чаще говорят и пишут «листогибочные» станки, имея в виду технические приспособления для гибки листового железа и металлических профилей. А между тем правильнее говорить «гибочные» станки, потому гнуть можно не только листовой металл, но и металлические прутья – арматуру, для которой существует отдельный вид гибочных станков.
Зачем нужны станки для гибки?
Есть листовой металл. А есть различные профили – гнутый листовой металл самой разнообразной форма и назначения типа желобов, коньков, карнизов и других кровельных профилей. Разница в стоимости листового материала и готовых гнутых деталей различается в несколько раз.
Стало быть, гнуть листы самостоятельно – дело выгодное экономически и с профессиональной точки зрения. Когда выгодно не покупать, а делать самим – довольной редкая ситуация в современном техническом мире с узкой специализацией любого производства.
Гибка профилей на станке.
Простота исполнения, высокая производительность и экономическая эффективность – отличная комбинация преимуществ, которыми обладают самодельное гибочное оборудование разных типов.
Давайте разбираться и приводить в порядок информацию по металлическим «гибочным» вопросам и способам их решения.
Какими бывают гибочные станки
Виды станков для гибки.
Листогибочные станки:
- простые ручные листогибочные;
- гидравлические для профиля и листового железа;
- роликовые или валковые листогибы.
Станки для арматуры:
- ручные;
- с механическим приводом.
Дополнительно гибочный станок для арматуры может различаться по размерам. Эти размеры зависят от диаметра металлических прутьев, для которых они предназначены:
- легкие для работы с прутьями диаметром до 20 мм;
- тяжелые – для арматуры диаметром от 20 до 40 мм;
- сверхтяжелые для гибки прутьев диаметром от 40 до 90 мм.
Разновидности станков для гибки.
Как и все оборудование такого рода, гибочные аппараты могут быть ручными механическими, а могут быть оборудованы электрическим приводом. Следует сказать, что на рынке имеется огромное количество предложений высокотехнологических версий. Особенно это касается листогибов с гидравликой.
Гибочные станки с чпу, например, представлены очень широко многими зарубежными и отечественными производителями.
Не листопады, а листогибы
Разберемся с разным назначением листогибочного оборудования:
- Ручные версии предназначены для гибки листового металла по прямой линии под любым углом – от самых острых до почти 360°. Ручная сила прилагается в конкретном одном месте. Самым простым вариантом из ручных является аппарат для гибки под углом в 90° с помощью траверса.
- Гидравлические версии работают по совсем другому принципу: металл деформируется с помощью гидравлического удара. В домашних условиях такие варианты не используются, это очень эффективное профессиональное оборудование предназначено для серьезных промышленных предприятий.
- Роликовые гибочные станки с помощью валков производят гибку не под углом, а по окружности. На роликовых приспособлениях можно делать даже трубы.
Самодельный листогибочный станок можно сделать по первому и третьему вариантам. Разберем подробнее процесс их изготовления. Чтобы сделать гибочный станок своими руками, нужно начинать с технических установок.
Ручная версия листогибочного станка
Вот что получается с учетом мышечной силы человека среднего роста, который собирается работать стабильно и без авралов:
- Ширина листового металла не должна превышать 1-го метра.
- Толщина листов для сгибания не должна превышать 0,6 мм для оцинкованного железа, 0,7 мм для алюминия и 1,0 мм для меди.
- Долговечность аппарата должна быть не меньше 1200 рабочих циклов без ремонта, иначе он будет нерентабельным.
- Сделать все, чтобы необходимость в дополнительной сварке была минимальной.
- Угол сгибания листового металла, не требующий ручной доводки, должен составлять не меньше 120°.
- Минимизировать разного рода дополнительные токарные и фрезерные операции.
Еще одним важным условием, влияющим на производительность и качество работы, является соблюдение правил эргономики: нужно сделать так, чтобы гибочный станок своими руками был вам удобен и с ним было комфортно работать.
Сейчас немного физики. Главным материалом для гибочного оборудования является традиционная конструкционная сталь. Исключение составляет траверса, которую лучше заменить на швеллер. Дело в том, что отдача на траверсу от сгибаемого металлического листа никогда не бывает равномерной по своей ширине. Шире всего отдача в середине, на краях, где нет подпоры, эта отдача минимальна.
Гибка трубы на ручном станке.
Во-вторых, нагрузка на нашу несчастную траверсу вместе с прижимом «растекается» и на дальних участках дает растяжку. А металл никогда не любил растяжку – он быстро устает от такого рода деформаций. Поэтому, если не обратить внимания на проблемы траверсы, уголок в середине может быстро деформироваться, и в середине сгиба появится вздутие.
Мы рассмотрели общие требования к гибочному листовому оборудованию, теперь приступим к конкретным моделям, чьи характеристики должны быть оптимальными для вас и только для вас.
Вот главные пункты, которые нужно знать и учесть перед тем, как приступить к работе:
- Предельная ширина в миллиметрах листового металла, обычно это 1000 мм.
- Максимальная толщина листа металлической заготовки в миллиметрах.
- Допустимые значения углов гибки, диапазон от минимального до максимального.
- Высота, длина и ширина самого аппарата.
- Желательная точность сгибания металлических листов.
Безусловно, все эти предельные значения будут зависеть от ваших намерений и условий применения станка. Если, например, вы собираетесь заниматься работами по кровле, вы будете иметь дело с листами толщиной 1 мм или меньше, а сделаны они будут из стали или оцинкованной меди.
Ну а если у вас в планах производство элементов для металлических ограждений, то толщина листов может достигать 2-х или 3-х миллиметров.
Вот с определением размеров углов гибки будет немного сложнее. Верхний предел, то есть предельное максимальное значение в 180° – это понятно. А вот на минимальное значение гибочных углов влияет интересное явление, которое называется пружинение.
Пружинение – уменьшение градуса угла гибки из-за физической упругости металла, который деформируется в станке.
Это явление нужно учитывать, и вот от чего оно зависит:
- Свойства металла в виде пластичности. Например, очень по-разному ведут себя стальные сплавы. Высокоуглеродистые стали показывают предельный угол пружинения вплоть до 12°, а низкоуглеродистые – в диапазоне всего лишь 5° – 7°. Высоколегированные стали и алюминиевые сплавы показывают пружинение еще выше: 12° – 15°.
- Толщина металлического листа. Понятно, что чем тоньше лист, тем меньше у него пружинение.
- Угол сгибания. Чем меньше нужный угол, тем выше пружинение у всех металлов. Гибка металлических листов под малым углом, например, меньше 20°, вручную практически невозможна. Невозможна она и на домашних гибочных станках – дело в высоком пружинении. Гибку металла под малыми углами производят только в промышленных условиях в сочетании с продольным растяжением листов. Если вам нужен малый острый угол в обязательном порядке, уж лучше сделать его с помощью молотка. Со станком это не получится. Пружинение!
Вот чем нужно запастись, чтобы сделать гибочный станок для листового металла своими руками:
- Широкополосная листовая сталь для изготовления балок: нижней, верхней и поворотной.
- Швеллер из стали номером не ниже 6-ти мм. На всякий случай: швеллер – это стандартный профиль из черного проката.
- Стальные уголки для опорной рамы.
- Набор крепежных изделий – винты и барашки, пружина.
- Стальной прут для ручного привода, чтобы поворачивать стальную балку.
- Слесарные тиски.
- Петли от стальных входных дверей.
Самодельный станок для гибки листового металла производится по следующим этапам:
- Два стальных листа или тавра складываем вместе, после чего в них делаем одинаковые выемки. Края этих выемок выставляем под углом в 45°, а в третьем листе или тавре, который будет играть роль прижимной планки, после обрезки проделываем более глубокую выемку.
- Петли от стальных входных дверей привариваем с обеих сторон.
- К одному из первоначальной пары тавров привариваем по два стальных треугольника или укосины для крепежа на них прижимной планки с помощью специального фиксатора в виде болта. Гайки этого болта привариваются прямо к укосинам.
- Теперь занимаемся прижимной планкой: к верхней части привариваем металлические заготовки с центральным отверстием диаметром, чуть большим диаметра болта. Сопоставляем отверстия с приваренной гайкой, чтобы они были на одной линии, привариваем.
- Прижимная планка должна подниматься на 5 – 7 мм. Это делается с помощью пружины, которую надеваем на болт в «ухе», после чего плотно закручиваем гайку. Точно такую же пружину устанавливаем на противоположном конце. Если все правильно, прижимная планка будет самостоятельно подниматься при откручивании.
- Ручками для закручивания можно сделать отрезки арматуры, приварив их к шляпке винта. К подвижному тавру также привариваем ручку. Станок готов.
Гибочный станок для арматуры своими руками
Если вы будете проходить мимо какой-нибудь стройки с бетонными конструкциями, обратите внимание на оборудование этой стройки. Там обязательно будет присутствовать ручной или механический гибочный станок для арматуры.
Хрупкий по своей природе бетон без арматуры никак не обойдется, это самое простое и эффективное средство укрепления любых строительных элементов, выполненных из бетона. По строительным стандартам все угловые бетонные конструкции должны быть сделаны не просто с гнутьем, а с перехлестом в каждую сторону не меньше, чем на 0,8 метра.
Принцип работы любого гибочного аппарата для арматурных прутьев абсолютно одинаковый: прут фиксируется между двумя роликами, а затем сгибается под углом с помощью третьего ролика. Радиус изгиба может требоваться разный, он регулируется упорным валом. Это касается ручного варианта станка.Главный элемент гибочного станка с механическим приводом – это диск с «пальцами», который вращается и закручивает прут, закрепленный между пальцами. Работать на таком приспособлении приятно: уложить аккуратненько в зазор между пальцами пруток и начать вращать диск. Прут начинает изгибаться вокруг центральной точки.
На рынке предлагается аппараты для гибки арматуры разного типа, на любой вкус и кошелек. Они просты и доступны. Но арматуру можно гнуть и с помощью элементарного трубогиба, который легко сделать самостоятельно.
Гибочный станок для арматуры своими руками ограничен единственным фактором: диаметр прутка не должен превышать 10 – 14 мм. Высокая производительность также не про самодельный станок, об этом нужно помнить.
Основа станка – станина из стали с приваренными штырем или уголком. Второй элемент – поворотный диск или платформа с рычагом и штырями для гибки. Лучше всего все элементы расположить на массивной плите, чем она массивнее, тем устойчивее будет станок и тем больший диаметр прутков можно будет обрабатывать.
Самодельный станок для гибки арматуры – великолепный способ сэкономить время и деньги во время строительных работ.
Станки для гибки листового металла в Балашихе

- Metal Master ALUBENDER 2200
В наличии
Качественный станок по достойной…
DachMaster 2250
- Рабочая зона, мм: 2250
- Толщина металла, мм: 0.9
- Угол гиба: 150
В наличии
Станок снабжен системами регулировки…
DachMaster 2750
- Рабочая зона, мм: 2750
- Толщина металла, мм: 0.8
- Угол гиба: 150
В наличии
Все детали станка выполнены из…
DachMaster 3250
- Рабочая зона, мм: 3250
- Толщина металла, мм: 0.7
- Угол гиба: 150
В наличии
Отличный станок для кровельных и…
Metal Master LBM 200 PRO
- Рабочая зона, мм: 2150
- Толщина металла, мм: 0.9
- Угол гиба: 160
В наличии
Отличный станок для кровельных и…
Metal Master LBM 250 PRO
- Рабочая зона, мм: 2650
- Толщина металла, мм: 0.8
- Угол гиба: 140
В наличии
Отличный станок для кровельных и…
Metal Master LBM 300 PRO
- Рабочая зона, мм: 3150
- Толщина металла, мм: 0.7
- Угол гиба: 140
В наличии
Листогибы LBA являются лучшим выбором…
Metal Master LBA 2510
- Рабочая зона, мм: 2000
- Толщина металла, мм: 1
- Угол гиба: 130
Листогибы LBA являются лучшим выбором…
Metal Master LBA 3010
- Рабочая зона, мм: 3100
- Толщина металла, мм: 1
- Угол гиба: 130
Идеален для гибки фасадных кассет,…
Metal Master MTB 2S
- Рабочая зона, мм: 1270
- Толщина металла, мм: 2
- Угол гиба: 135
В наличии
Идеален для гибки фасадных кассет,…
Metal Master MTB 3S
- Рабочая зона, мм: 1270
- Толщина металла, мм: 1.5
- Угол гиба: 150
В наличии
Идеален для гибки фасадных кассет,…
Metal Master MTB S
- Рабочая зона, мм: 1270
- Толщина металла, мм: 0
- Угол гиба: 135
Оборудован съемными сегментами с…
Metal Master MTS
- Рабочая зона, мм: 2040
- Толщина металла, мм: 2.5
- Угол гиба: 135
Листогиб DachMaster предназначены для…
DachMaster 2650
- Рабочая зона, мм: 2650
- Толщина металла, мм: 0.7
- Угол гиба: 180
- Роликовый нож LBM Classic
В наличии
- Стол задней поддержки LBM-200 Classic
В наличии
- Стол задней поддержки LBM-250 Classic
В наличии
- Стол задней поддержки LBM-300 Classic
В наличии
- Фальцедогибающая машинка LBM Classic
В наличии
- РОЛИКОВЫЙ НОЖ ДЛЯ ЛИСТОГИБА LBM PRO
В наличии
- Фальцезакаточная машинка LBM 200 PRO
В наличии
- Фальцезакаточная машинка LBM 250 PRO
В наличии
- Фальцезакаточная машинка LBM 300 PRO
В наличии
- Ручка гибочной балки LBM 200 PRO
В наличии
- Ручка гибочной балки LBM 250 PRO
В наличии
- Ручка гибочной балки LBM 300 PRO
В наличии
- Угломер от 0 до 180 град LBM 200 PRO
В наличии
- Угломер от 0 до 180 град.LBM 250 PRO
В наличии
- Угломер от 0 до 180 град LBM 300 PRO
В наличии
- Компенсатор гибочной балки LBM 200 PRO
В наличии
- Компенсатор гибочной балки LBM 250 PRO
В наличии
- Компенсатор гибочной балки LBM 300 PRO
В наличии
- Стол задней поддержки листа LBM 200 PRO
В наличии
- Стол задней поддержки листа LBM 250 PRO
В наличии
- Стол задней поддержки листа LBM 300 PRO
В наличии
- Ножной привод прижимной балки LBM 200 PRO
В наличии
- Ножной привод прижимной балки LBM 250 PRO
В наличии
- Ножной привод прижимной балки LBM 300 PRO
В наличии
Литая станина из чугуна, простота и…
Metal Master MSR 1315
- Толщина металла, мм: 1.5
- Длина изделия: 1300
В наличии
Возможность гибки конусов и прутков
Metal Master ESR 1315
- Толщина металла, мм: 1.5
- Длина изделия: 1300
В наличии
Литая станина из чугуна, простота и…
Metal Master MSR 1215
- Толщина металла, мм: 1.5
- Длина изделия: 1250
В наличии
- Модуль для гибки с четырех сторон
В наличии
- Нож роликовый DachMaster
В наличии
Станок работает со всеми типами…
Metal Master СФПЗ
- Рабочая зона, мм: 250
- Толщина металла, мм: 0.5
- Производительность станка, м/час: 360
Мобипроф СФП-1250 производит панели с…
Metal Master СФП-1250
- Рабочая зона, мм: 1250
- Толщина металла, мм: 0.5
- Производительность станка, м/час: 300
Станок может работать со всеми видами…
Metal Master СФПР
- Рабочая зона, мм: 320
- Толщина металла, мм: 0.5
- Производительность станка, м/час: 420
- Нож роликовый LBA 2510
- Нож роликовый LBA 3010
- Нож роликовый LBA 2012
- Нож роликовый LBA 2015
- Нож роликовый LBA 3007
- Нож роликовый LBA 2510
- Площадка деревянная LBM 200 PRO
- Metal Master MRB DUO DISC (40mm)
- Площадка деревянная LBM 250 PRO
- Площадка деревянная LBM 300 PRO
- Фальцедогибающая машинка
В наличии
Станок для гибки листового металла
Гибка представляет собой придание заготовке из металла необходимой формы и размера посредством растяжения наружной части металла и сжатию внутренних слоев. При гибке металла происходит растяжение наружных слоев металла и увеличение их в размере, тогда как внутренние слои сжимаются и уменьшаются. Первоначальные размеры сохраняются только у тех слоев, которые находятся вдоль оси изгиба.
ONLINE трансляция из демозала Metal Master
Самым важным при гибке металла является точное определение размеров, которые примет заготовка. Расчеты при этом проводятся вдоль той оси, где слои металла не меняют своих размеров. При расчете размеры заготовки подсчитывают по нейтральной средней линии.
Изгибание металла может выполняться вручную при помощи гибочных приспособлений и оборудования, включая станок для гибки металла, гидравлические трубогибы с ручным или электроприводом и другие.
обзор листогибочного оборудования с ЧПУ Metal Master HPJ:
Где купить надежные станки для гибки металла
Купить ручные и автоматические станки для гибки металла с чпу по металлу от производителя по выгодным ценам в интернет магазине Metalmaster. В нашем каталоге представлен большой выбор видов современных новых моделей, всех габаритов: размеры (длина, ширина, высота), вес.
При покупке станков для гибки металла прилагается подробная инструкция по управлению настройками и эксплуатацией, так же на сайте можно изучить технические характеристики: описание, фото, устройство, видео, мощность, применение, назначение.
Если возникли вопросы по производству и продажи оборудования, стоимости доставки, обратитесь к нашим менеджерам по телефонам: 8 (495) 730 30 64 или 8 (800) 555 05 40.