Регулировка сварочного тока по первичной обмотке
Как сделать регулятор тока для сварочного аппарата своими руками
Одна из главных составляющих по-настоящему качественного шва — это правильная и точная настройка сварочного тока в соответствии с поставленной задачей.
Опытным сварщикам часто приходится работать с металлом разной толщины, и порой стандартной регулировки min/max недостаточно для полноценной работы. В таких случаях возникает необходимость многоступенчатой регулировки тока, с точностью до ампера.
Эту проблему можно легко решить путем включения в цепь дополнительного прибора — регулятора тока.
Ток можно регулировать по вторичке (вторичной обмотке) и по первичке (первичной обмотке). При этом каждый из способов настройки трансформатора для сварки имеет свои особенности, которые важно учитывать.
В этой статье мы расскажем, как осуществляется регулировка тока в сварочных аппаратах, приведем схемы регуляторов для сварочного полуавтомата, поможем грамотно выбрать регулятор сварочного тока по первичной обмотке для сварочного трансформатора.
Способы регулировки тока
Существуют множество способов регулировки тока, и выше мы писали о вторичной и первичной обмотке. На самом деле, это очень грубая классификация, поскольку регулировка еще делится на несколько составляющих. Мы не сможем разобрать все составляющие в рамках этой статьи, поэтому остановимся на наиболее популярных.
Один из самых часто применяемых методов регулировки тока — это добавление баластника на выходе вторичной обмотки. Это надежный и долговечный способ, баластник можно легко сделать своими руками и использовать в работе без дополнительных приборов. Зачастую баластники используют исключительно для уменьшения силы тока.
В этой статье мы подробно описывали принцип работы и особенности использования баластника для сварочного полуавтомата. Там вы найдете подробную инструкцию, как изготовить прибор в домашних условиях и как использовать его в своей работе.
Несмотря на множество достоинств, метод регулировки тока по вторичной обмотке при использовании в связке с трансформатором для сварки может быть не очень удобен, особенно для начинающих сварщиков.Прежде всего, баластник довольно громоздкий и его размер может достигать метра в длину. Еще прибор часто находится под ногами и при этом сильно нагревается, а это грубое нарушение техники безопасности.
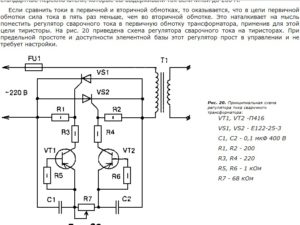
Если вы не готовы мириться с этими недостатками, то рекомендуем обратить внимание на метод, когда производится регулировка сварочного тока по первичной обмотке. Для этих целей зачастую используются электронные приборы, которые можно легко сделать своими руками. Такой прибор будет беспроблемно регулировать ток по первичке и не доставит сварщику неудобств при эксплуатации.
Электронный регулятор станет незаменимым помощником дачника, который вынужден проводить сварку в условиях нестабильного напряжения. Часто домам просто не положено использование электроприборов более 3-5 кВт, а это очень ограничивает в работе.
С помощью регулятора можно настроить свой аппарат таким образом, чтобы он мог бесперебойно работать даже с учетом низкого напряжения. Также такой прибор пригодится мастерам, которым необходимо постоянно перемещаться с места на место во время работы.
Ведь регулятор не нужно таскать за собой, как баластник, и он никогда не станет причиной травм.
Теперь мы расскажем о том, как самому изготовить электронный регулятор из тиристоров.
Схема тиристорного регулятора
Выше вы можете видеть схему простейшего регулятор на 2 тиристорах с минимумов недефицитных деталей. Вы также можете сделать регулятор на симисторе, но наша практика показала, что тиристорный регулятор мощности долговечнее и работает более стабильно. Схема для сборки очень простая и по ней вы сможете довольно быстро собрать регулятор, имея минимальные навыки пайки.
Принцип действия данного регулятора тоже прост. У нас есть цепь первичной обмотки, в которую подключается регулятор. Регулятор состоит из транзисторов VS1 и VS2 (для каждой полуволны).
RC-цепочка определяет момент, когда откроются тиристоры, вместе с тем меняется сопротивление R7.
В результате мы получаем возможность изменять ток по первичке трансформатора, после чего ток меняется и во вторичке.
Обратите внимание! Настройка регулятора осуществляется под напряжением, об этом не стоит забывать. Чтобы избежать фатальных ошибок и не получить травму нужно обязательно изолировать все радиоэлементы.В принципе, вы можете использовать транзисторы старого образца. Это отличный способ сэкономить, поскольку такие транзисторы можно без проблем найти в старом радиоприемнике или на барахолке. Но учтите, что такие транзисторы должны использоваться на рабочем напряжении не менее 400 В.
Если вы посчитаете нужным, можете поставить динисторы вместо транзисторов и резисторов, показанных на схеме. Мы динисторы не использовали, поскольку в данном варианте они работают не очень стабильно.
В целом, эта схема регулятора сварочного тока на тиристорах неплохо зарекомендовала себя и на ее основе было изготовлено множество регуляторов, которые стабильно работают и хорошо выполняют свою функцию.
Также вы могли видеть в магазинах регулятор контактной сварки РКС-801 и регулятор контактной сварки РКС-15-1.
Мы не рекомендуем изготавливать их самостоятельно, поскольку это займет много времени и несильно сэкономит вам деньги, но если есть такое желание, то можете изготовить РКС-801.
Ниже вы видите схему регулятора и схему его подключения к сварочнику. Откройте картинки в новом окне, чтобы лучше видеть текст.
Измерение сварочного тока
После того как вы изготовили и настроили регулятор, его можно использовать в работе. Для этого вам нужен еще один прибор, который будет измерять сварочный ток.
К сожалению, не получится использовать бытовые амперметры, поскольку они не способны работать с полуавтоматами мощностью более 200 ампер. Поэтому рекомендуем использовать токоизмерительные клещи.
Это относительно недорогой и точный способ узнать значение тока, управление клещами понятное и простое.
Так называемые «клещи» в верхней части прибора охватывают провод и измеряют ток. На корпусе прибора находится переключатель пределов измерения тока. В зависимости от модели и цены разные производители изготавливают токоизмерительные клещи, способные работать в диапазоне от 100 до 500 ампер. Выберите прибор, характеристики которого совпадают с вашим сварочным аппаратом.Токоизмерительные клещи — это отличный выбор, если нужно оперативно измерить значение тока, при этом не влияя на цепь и не подключая в нее дополнительные элементы.
Но есть один недостаток: клещи абсолютно бесполезны при измерении значения постоянного тока. Дело в том, что постоянный ток не создает переменное электромагнитное поле, поэтому прибор просто не видит его.
Но в работе с переменным током такой прибор оправдывает все ожидания.
Есть другой способ измерения тока, он более радикальный. Можно добавить в цепь вашего сварочного полуавтомата промышленный амперметр, способный измерять большие значения тока. Еще можно просто временно добавлять амперметр в разрыв цепи сварочных проводов. Слева вы можете видеть схему такого амперметра, по которой можете его собрать.
Это дешевый и эффективный способ измерения тока, но использование амперметра в сварочных аппаратах тоже имеет свои особенности. В цепь добавляется не сам амперметр, а его резистор или шунт, при этом стрелочный индикатор должен параллельно подключаться к резистору или шунту. Если не соблюдать эту последовательность, прибор в лучшем случае просто не будет работать.
Вместо заключения
Способы регулировки сварочного тока
Качество сварного шва в значительной мере зависит от характеристик электрической дуги. Для каждой толщины металла, в зависимости от его вида требуется определенной силы сварочный ток.
Кроме этого, важна вольтамперная характеристика аппарата для сварки, от этого зависит качество электрической дуги. Для резки металла тоже требуются свои значения электротока. То есть любой сварочный аппарат должен обладать регулятором, управляющим мощностью сварки.
Способы регулирования
Управлять током можно по-разному. Основные способы регулирования такие:
- введение резистивной или индуктивной нагрузки во вторичную обмотку сварочного аппарата;
- изменение количества витков во вторичной обмотке;
- изменение магнитного потока аппарата для сварки;
- использование полупроводниковых приборов.
Схематических реализаций этих способов множество. При изготовлении аппарата для сварки своими руками каждый может выбрать себе регулятор по вкусу и возможностям.
Резистор или индуктивность
Регулировка сварочного тока с использованием сопротивления или катушки индуктивности является самой простой и надежной. К держателю сварочных электродов последовательно подключают мощный резистор или дроссель. За счет этого меняется активное или индуктивное сопротивление нагрузки, что приводит к падению напряжения и изменению сварочного тока.
Регуляторы в виде резисторов применяют для улучшения вольтамперной характеристики сварочного аппарата. Используется набор мощных проволочных сопротивлений или один резистор, выполненный из толстой нихромовой проволоки в виде спирали.
Для изменения сопротивления специальным зажимом их подключают к определенному витку провода. Резистор выполняется в виде спирали для уменьшения габаритов и удобства использования. Номинал резистора не должен превышать 1 Ом.
Переменный ток в определенные моменты времени имеет нулевые или близкие к нему значения. В это время получается кратковременное гашение дуги. При изменении промежутка между электродом и деталью может произойти прилипание или полное ее гашение.
Для смягчения режима сваривания и соответственно получения качественного шва применяют регулятор в виде дросселя, который включается последовательно с держаком в выходной цепи аппарата.Дополнительная индуктивность вызывает сдвиг фаз между выходным током и напряжением. При нулевых или близких к нему значениях переменного тока напряжение имеет максимальную амплитуду и наоборот. Это позволяет поддерживать стабильную дугу и обеспечивает надежное ее зажигание.
Дроссель можно изготовить из старого трансформатор. Используется только его магнитопровод, все обмотки удаляются. Вместо них наматывают 25-40 витков толстого медного провода.
Данный регулятор был широко распространен при использовании трансформаторных аппаратов переменного тока благодаря своей простоте и наличию комплектующих. Недостатками дроссельного регулятора сварочного тока являются небольшой диапазон управления.
Изменение количества витков
При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги.
Регулятор должен выдерживать большой сварочный ток. Недостатком является трудность нахождения коммутатора с такими характеристиками, небольшой диапазон регулировок и дискретность коэффициента трансформации.
Изменение магнитного потока
Данный способ управления используется в трансформаторных аппаратах сварки. Изменяя магнитный поток, меняют коэффициент полезного действия трансформатора, это в свою очередь меняет величину сварочного тока.
Регулятор работает за счет изменения зазора магнитопровода, введения магнитного шунта или подвижности обмоток. Изменяя расстояние между обмотками, меняют магнитный поток, что соответственно сказывается на параметрах электрической дуги.
На старых сварочных аппаратах на крышке находилась рукоятка. При ее вращении вторичная обмотка поднималась или опускалась за счет червячной передачи. Этот способ практически изжил себя, он использовался до распространения полупроводников.
Полупроводниковые приборы
Создание мощных полупроводниковых приборов, способных работать с большими токами и напряжениями, позволило разработать сварочные аппараты нового типа.
Они стали способны менять не только сопротивление вторичной цепи и фазы, но и изменять частоту тока, его форму, что также влияет на характеристики сварочной дуги. В традиционном трансформаторном сварочном аппарате используется регулятор сварочного тока на базе тиристорной схемы.
Регулировка в инверторах
Сварочные инверторы – это самые современные аппараты для электродуговой сварки. Использование мощных полупроводниковых выпрямителей на входе устройства и последующей трансформации переменного тока в постоянный, а затем в переменный высокой частоты позволил создать устройства компактные и мощные одновременно.
В инверторных аппаратах основным регулятором является изменение частоты задающего генератора. При одном и том же размере трансформатора мощность преобразования напрямую зависит от частоты входного напряжения.
Чем меньше частота, тем меньшая мощность передается на вторичную обмотку. Ручка регулировочного резистора выводится на лицевую панель инвертора. При ее вращении изменяются характеристики задающего генератора, что приводит к изменению режима переключения силовых транзисторов. В итоге получается требуемый сварочный ток.
При использовании инверторных сварочных полуавтоматов настройка происходит так же, как и при использовании ручной сварки.
Кроме внешних регуляторов в блоке управления инвертором предусмотрены еще много различных управляющих элементов и защит, обеспечивающих стабильную дугу и безопасную работу. Для начинающего сварщика лучшим выбором будет инверторный аппарат для сварки.
Применение тиристорной и симисторной схемы
После создания мощных тиристоров и симисторов их стали использовать в регуляторах силы выходного тока в сварочных аппаратах. Они могут устанавливаться в первичной обмотке трансформатора или во вторичной. Суть их работы заключается в следующем.
На управляющий контакт тиристора со схемы регулятора поступает сигнал, открывающий полупроводник. Длительность сигнала может изменяться в больших пределах, от 0 до длительности полупериода тока протекающего через тиристор.
Управляющий сигнал синхронизирован с регулируемым током. Изменение длительности сигнала вызывает обрезание начала каждого полупериода синусоиды сварочного тока. Увеличивается скважность, в результате средний ток уменьшается. Трансформаторы очень чувствительны к такому управлению.
Такой регулятор имеет существенный недостаток. Время нулевых значений увеличивается, что приводит к неравномерности дуги и ее несанкционированному гашению.
Для уменьшения негативного эффекта дополнительно приходится вводить дроссели, которые вызывают фазовый сдвиг между током и напряжением. В современных аппаратах данный метод практически не используются.
Регулировка сварочного тока по первичной обмотке
Присутствие сварочного аппарата на строительной или производственной площадке объясняется простой необходимостью, поскольку возведение современной металлоконструкции, каркаса здания, производство деталей практически невозможно без участия рассматриваемого оборудования.
И на производстве, и в сельском хозяйстве, и на строительной площадке, в быту требуется оборудование для обработки металлов различной толщины, а поэтому регулировка сварочного тока является важной задачей любого сварочного аппарата.
Целесообразно рассмотреть важность приспособления, более известного под названием регулятор тока.
Описание приспособления
Регулировка рабочего тока аппарата для производства соединения швов – важная задача, с которой стоит быть в обязательном порядке ознакомленным до начала выполнения работ. Регулирование сварочного тока, прежде всего, необходимо в случае выполнения работ по обработке деталей различной толщины.
Для того чтобы регулировка данного параметра обыкновенного сварочного аппарата была удобна, используются различные методики, включая переключения отводов в первичной, а также вторичной обмотках аппарата, гашениесварочного тока посредством балластных резисторов и т. п. Однако наиболее распространенным и надежным способом для реализации рассматриваемой возможности является специальный регулятор тока.
Таким образом, регулятор сварочного параметра доступен для самостоятельного повторения, располагает хорошими показателями, касающимися качества сварочного шва, энергопотребления аппарата. Регулятор имеет довольно простую принципиальную схему, относительно которой далее будет вестись речь.
к меню ↑
Устройство и принцип действия
Регулятор рабочего тока для многопостовых установок, а также сварочных машин имеет отличия от известных, которые заключаются в следующем: регулирующий элемент (регулятор) выполняется в виде автономного аппарата, соединенного с выпрямителем через токоограничивающие реакторы и трансформатор. Также через выпрямитель производится его подключение к источнику постоянного тока.
В цепь сварочного тока рассматриваемого приспособления включен реактор с выпрямителем. Выпрямитель ответственный за возврат мощности в сеть постоянного тока. Работа аппарата обеспечивается за счет блока управления.
Относительно принципа работы стоит знать, что при незначительном сопротивлении нагрузки все напряжение питающего источника приложено к инвертору, в то время как максимальный показатель рабочего параметра определяется в зависимости от величины реактивного сопротивления реактора.
В рассматриваемом положении в контуре, который состоит из инверторного аппарата, сварочного поста, а также выпрямителя, показатель постоянного тока фактически остается идентичным, одинаковым на всех участках.
От источника постоянного тока потребляется лишь минимальный параметр, определяемый потерями в элементах схемы.
По мере увеличения сопротивления в цепи происходит уменьшение напряжения на инверторе, к тому же уменьшается рассматриваемый параметр вместе с величиной автономной мощности, которая отводится отаппарата.
Схема:
- Инвертор;
- Трансформатор;
- Реактор;
- Выпрямитель;
- Блок управления;
- Пост.
В результате всего вышесказанного, изменения рабочего тока достигаются посредством изменения индуктивности в цепи возврата энергии, что дает возможность увеличить КПД, а также улучшить эксплуатационные характеристики такого полезного приспособления, как регулятор.
к меню ↑
Как получить регулятор рабочего параметра?
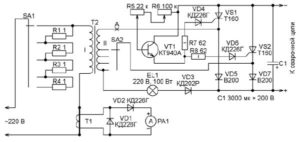
Трансформатор понадобится с запасом мощности в 3 кВт. Для подобной мощности сварочного трансформатора понадобится обмотка, состоящая из 200-240 витков провода в ПСД изоляции с сечением 5 квадратных миллиметров. Относительно вторичной силовой обмотки сварочного трансформатора, то она выполняется сечением 16 кв. миллиметров и более.
Первичная и силовая обмотки разносятся на разные сердечники. Разносить обмотки понадобится для более мягкого сварочного процесса.
При намотке вторичной обмотки и первичной друг на друга коэффициент связи выходит достаточно качественным, но при этом оборудование производит соединения достаточно жестко.
В такой ситуации выходом может послужить использование сглаживающего дросселя на выходе. С помощью дросселя становится возможным устранение провалов напряжения при переходе через нуль.Качественно и правильно выполненная намотка сварочного трансформатора позволяет получить надежные параметры электрической дуги, мягкого шипения во время работы. Напряжение вторичной обмотки нужно выбирать в диапазоне 50-55В при показателе мощности сварочного трансформатора в пределах 3-3,5 кВт. Показатель тока при этом может получать пределы 200-220А.
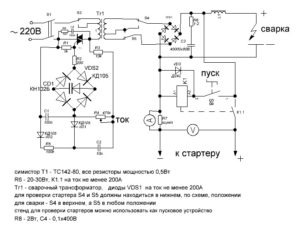
Регулятор тока трансформаторного аппарата функционирует на нескольких видах оборудования собственноручного производства, на устройстве Дуга.
Блок штатной заводской регулировки удален, имеются дополнительно две обмотки, предназначенные для питания электрической схемы, а также вставлены два тиристора и есть силовые диоды.
Схема имеет дроссель на выходе, а поэтому узел в рамке исключается. На качественной стороне сварочного процессе переделывание подобного рода не отражается.
к меню ↑
Электронный вариант приспособления
Основная часть системы управления электронного устройства аналогичного действия представляет собой тракт регулирования, включающий широкополосный импульсный модулятор, датчики сварочного тока, а также напряжения, контроллер рабочего цикла. Регулятор для режима аргонодуговой сварки предусматривает, что сигнал с ДТ поступает в ШИМ.
Предпочтение ШИМ в рассматриваемых приспособлениях обуславливается тем, что в конверторах с широкополосным импульсным регулятором частота переключения транзисторного ключа VT, частота пульсаций рабочего параметра нагрузки на протяжении регулирования неизменна.
За счет этого достигается оптимизация параметров дросселя, буферного конденсатора, обеспечение эффективного возбуждения дуги на начальной стадии, поддержание стабильного разряда электрической дуги в условиях незначительных значений рабочего тока, а это достаточно важно при производстве швов и соединений в режиме аргонно-дуговой обработки деталей.
Кроме узлов, перечисленных выше, в состав тракта входят также блоки ввода, отвечающие за контроль заряда конденсатора на этапе формирования импульса управления на транзисторный ключ посредством диодной связки с сопротивлением.
Для решения задач высокочастотного преобразования энергии на ключе VT параллельно ему подключается снаббер.
Регуляторы обеспечивают высокое быстродействие тракта, надежное возбуждение электрической дуги, устойчивость горения в различных пространственных положениях, устойчивый перенос электродного металла при ручной сварке и в режимах МИГ/МАГ.
Регулятор тока – важный элемент сварочного аппарата. Оборудование должно быть оснащено исключительно важными составляющими, а поэтому информация относительно обустройства приспособления рассматриваемого предназначения считается целесообразной.Регулировка сварочного тока по первичной обмотке — Справочник металлиста
Качество сварного шва в значительной мере зависит от характеристик электрической дуги. Для каждой толщины металла, в зависимости от его вида требуется определенной силы сварочный ток.
Кроме этого, важна вольтамперная характеристика аппарата для сварки, от этого зависит качество электрической дуги. Для резки металла тоже требуются свои значения электротока. То есть любой сварочный аппарат должен обладать регулятором, управляющим мощностью сварки.
Регулировка сварочного тока по первичной обмотке — Справочник металлиста
Качество сварного шва в значительной мере зависит от характеристик электрической дуги. Для каждой толщины металла, в зависимости от его вида требуется определенной силы сварочный ток.
Кроме этого, важна вольтамперная характеристика аппарата для сварки, от этого зависит качество электрической дуги. Для резки металла тоже требуются свои значения электротока. То есть любой сварочный аппарат должен обладать регулятором, управляющим мощностью сварки.
Как сделать регулятор тока для сварочного аппарата своими руками
Одна из главных составляющих по-настоящему качественного шва — это правильная и точная настройка сварочного тока в соответствии с поставленной задачей.
Опытным сварщикам часто приходится работать с металлом разной толщины, и порой стандартной регулировки min/max недостаточно для полноценной работы. В таких случаях возникает необходимость многоступенчатой регулировки тока, с точностью до ампера.
Эту проблему можно легко решить путем включения в цепь дополнительного прибора — регулятора тока.
Ток можно регулировать по вторичке (вторичной обмотке) и по первичке (первичной обмотке). При этом каждый из способов настройки трансформатора для сварки имеет свои особенности, которые важно учитывать.
В этой статье мы расскажем, как осуществляется регулировка тока в сварочных аппаратах, приведем схемы регуляторов для сварочного полуавтомата, поможем грамотно выбрать регулятор сварочного тока по первичной обмотке для сварочного трансформатора.
Способы регулировки параметров сварки
Если подключится к отводам, которые выполняются на второй обмотке трансформатора, то есть возможность для ступенчатого регулирования электрического тока. При использовании данного способа меняется количество витков, таким образом, происходит уменьшение или увеличение тока.
Но есть недостатки в этом методе, которые заключаются в минимальных диапазонах регулировки. И придется делать приличные габариты регулирующего устройства, чтобы выдерживать серьезные электрические перегрузки. Также предстоит пользоваться мощными переключателями, способными выдерживать большие токи.
Вторичная обмотка принимает значительно большие нагрузки, чем вторичная обмотка, поэтому это приспособление быстро изнашивается. Для улучшения показателей подобной конструкции применяются тиристоры, которые интегрируются в первичную обмотку.
С помощью такого прибора осуществляется настройка сварочного аппарата, причем делать это очень просто. Чтобы сделать регулятор тока для сварочного аппарата, нужно правильно подбирать сопротивления и прочие элементы, входящие в схему данного устройства.
Схема регулятора тока для сварочного агрегата
Тиристоры в устройстве устанавливаются параллельно, так что они открываются при помощи тока, который создается двумя транзисторами. Когда регулятор включается в схему, тиристоры находятся в закрытом состоянии, а заряд принимают конденсаторы благодаря переменному сопротивлению.
И при достижении конденсатором определенного напряжения происходит движение тока разряда. После транзистора происходит открытие тиристора, подключающего нагрузку.
Меняя сопротивление резистора, будет можно осуществлять регулировку подключения тиристоров. В связи с этим происходит изменение общего тока на изначальной трансформаторной обмотке.Чтобы добиться увеличения или снижения диапазона регулировки, меняется сопротивление резистора в нужном направлении. Если нет в наличии транзисторов, допустимым условием является применение динисторов.
Схема регулятора с динисторами и транзисторами
Монтируется регулятор тока для сварочного аппарата не только на транзисторах, предназначенных для получения лавинного напряжения, но и с использованием динисторов.
Данный элемент нужно подключить анодами к выводам сопротивления, а катодами он должен быть присоединен к другим двум резисторам. Используются для регуляторов сварочных приборов транзисторы моделей П416, ГТ308, но есть еще возможность для подключения маломощных транзисторов с похожими характеристиками.
Резисторы переменного типа могут быть использованы СП-2, а в качестве постоянных элементов применяются МБМ. При этом нужно подбирать такое сопротивление, которое будет обладать подходящим рабочим напряжением.
Чтобы качественно собрать регулирующее устройство для сварочного аппарата, нужно воспользоваться текстолитовым основанием, имеющим толщину 1,5 – 2 миллиметра, тогда процесс монтажа получится более удобным.
Необходимо предусмотреть изоляцию всех деталей, участвующих в схеме, от корпуса, так как возможны короткие замыкания и увеличение температуры. Серьезные перегрузки способны приводить к негативным последствиям и выходу из строя, как отдельных элементов, так и всего устройства.
Если при сборке регулирующего устройства соблюдались все правила, и детали были подобраны по оптимальным параметрам, то регулятор не обязательно настраивать.
Но перед тем как эксплуатировать приспособление в полном объеме, нужно проконтролировать работу транзисторов, включенных в схему, потому что они могут не выдержать лавинного режима.
Благодаря стабильной работе устройства сварочные аппараты смогут нормально работать с разными свариваемыми материалами и конструкциями.Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Как отрегулировать ток при сварке?
Это достаточно распространённый вопрос, который имеет несколько путей решений. Есть один из наиболее популярных способов решить проблему, регулировка происходит посредством активного балластного соединения на выходе обмотки (вторичной).
На территории Российской Федерации, сварка для переменного тока заключается в используемой частоте в 50 Гц. В качестве источника питания используется сеть с напряжением 220В. А все трансформаторы для сварки, имеют первичную и вторичную обмотку.
Регулятор для сварочного тока
В агрегатах, используемых в промышленной зоне, регулировку тока осуществляют по-разному. Например, с помощью подвижных функций обмоток, а также магнитного шунтирования, дроссельного шунтирования разного типа.
Используют также магазины балластных сопротивлений (активных) и реостат.
Такой выбор силы сварочного тока нельзя назвать удобным способом, благодаря сложной схеме конструкции, перегревам и дискомфортом при переключениях.
Более удобным способом урегулировать сварочный ток, можно, если намотать вторичку (вторичную обмотку), сделав отводы, что позволит изменять напряжение при переключении количество витков.
Но контролировать напряжение в широких пределах, в этом случае, не выйдет. Также отмечают определённые недостатки при корректировке из вторичной цепи.
В результате был найден оптимальный и удобный инструмент, при котором регулировка сварочного тока не кажется такой запутанной — это тиристор.
Специалисты всегда отмечают его простоту, удобство в управлении и высокую надёжность.
Сила сварочного тока зависит от отключения первичной обмотки на конкретные промежутки времени, на каждом из полупериодов напряжения. При этом средние показатели напряжения снизятся.
Принцип работы тиристора
Детали регулятора подключены как параллельно, так и встречно друг другу. Они постепенно открываются импульсами тока, которые образуются транзисторами vt2 и vt1. При запуске прибора оба тиристора закрыты, С1 и С2 это конденсаторы, они будут заряжаться через резистор r7.
В тот момент, как напряжение какого-либо из конденсаторов достигнет напряжения лавинной пробивки транзистора, тот открывается, и через него и идёт ток разряда, совместного с ним конденсатора. После открытия транзистора открывается соответствующий ему тиристор, он подключит нагрузку в сеть.
Затем начинается противоположный по признакам полупериод переменного напряжения, что предполагает закрытие тиристора, затем следует новый цикл подзарядки конденсатора, уже в противоположной полярности. Далее открывается следующий транзистор, но снова подключит нагрузку в сеть.
Сварка постоянным и переменным током
В современном мире, в большей мере используется сварка с постоянным током. Это связано с возможностью уменьшения количества присадочного материала электродов в сварном шве. Но при сварке переменным напряжением, можно добиться очень качественного результата сварки. Источники сварочного тока, работающие с переменным напряжением можно разделить на несколько видов:
- Приборы для аргонодуговой сварки. Здесь используются специальные электроды, которые не плавятся, благодаря этому аргонная сварка становится максимально комфортной;
- Аппараты для производства РДС переменным электрическим током;
- Оборудование для сварки с помощью полуавтомата.