Ручная аргонодуговая сварка неплавящимся электродом ГОСТ
Ост 36-57-81 «трубопроводы стальные технологические из углеродистых и легированных сталей на давление ру до 9,81 мпа (100кгс/см2). ручная аргонодуговая сварка. типовой технологический процесс»
ТРУБОПРОВОДЫ СТАЛЬНЫЕ ТЕХНОЛОГИЧЕСКИЕ ИЗ УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ
НА ДАВЛЕНИЕ Ру ДО 9,81 МПа (100 кгс/см2)
РУЧНАЯ АРГОНОДУГОВАЯ СВАРКА
Типовой технологический процесс
ОСТ 36-57-81
Утвержден и введен в действие приказом Министерства монтажных и специальных строительных работ СССР от 15 октября 1981 г. № 262.
| Исполнители: | |
| Заместитель директора по научной работе, руководитель темы, канд. техн. наук | Ю.В. Соколов |
| Заведующий отделом стандартизации, канд. техн. наук | В.А. Карасик |
| Ответственный исполнитель, старший научный сотрудник | В.Б. Попова |
| Согласован | |
| Министерство нефтеперерабатывающей и нефтехимической промышленности СССР | А.А. Тихомиров |
| Министерство химического и нефтяного машиностроения СССР | А.М. Васильев |
| Министерство химической промышленности СССР | И.А. Шишкин |
| Министерство пищевой промышленности СССР | А.П. Шеффер |
| Министерство целлюлозно-бумажной промышленности СССР | Л.П. Александров |
| Министерство здравоохранения РСФСР | Р.И. Халитов |
| ЦК профсоюза рабочих строительства и промстройматериалов | П.В. Захаров |
| Министерство монтажных и специальных строительных работ СССР: | |
| Главхиммонтаж | В.Я. Курдюмов |
| Главнефтемонтаж | И.В. Яковлев |
| Главметаллургмонтаж | А.К. Гаврилов |
| Главтехмонтаж | Е.Г. Смирнов |
| Главлегпродмонтаж | Г.Ф. Самяло |
| Главное техническое управление | В.И. Аксенов |
Отраслевой стандарт
| ТРУБОПРОВОДЫ СТАЛЬНЫЕ ТЕХНОЛОГИЧЕСКИЕ ИЗ УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙНА ДАВЛЕНИЕ Ру ДО 9,81MПa(100 кгс/см2)РУЧНАЯ АРГОНОДУГОВАЯ СВАРКА | ОСТ 36-57-81 |
| Введен впервые | |
| Типовой технологический процесс |
Приказом Министерства монтажных и специальных строительных paбот СССР от 15 октября 1981 г. № 262 срок введения установлен с 1 июля 1981 г.
Настоящий стандарт распространяется на технологические трубопроводы из углеродистых и легированных сталей, обеспечивающие ведение технологического процесса, включающего получение, переработку и транспортировку промежуточных продуктов, и устанавливает технологический процесс ручной аргонодуговой сварки стыков трубопроводов.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Требования к материалам трубопроводов.
1.1.1. Для изготовления стальных технологических трубопроводов необходимо применять трубы из материалов, соответствующих указаниям проектной документации заказчика и по своему химическому составу и механическим свойствам соответствующих требованиям государственных стандартов и технических условий согласно обязательному приложению 1.
1.1.2. Применение труб из других материалов разрешается только по согласованию с проектной организацией при условии, что технологические и эксплуатационные характеристики заменяющих материалов не ниже, чем у заменяемых.
1.1.3. Предприятие-изготовитель должно подтверждать качество материала труб соответствующими сертификатами.
1.1.4. При отсутствии сертификата предприятие-поставщик (заказчик) должно перед сваркой подвергать материалы труб проверке для подтверждения соответствия химического состава и механических свойств марке стали согласно требованиям стандартов или технических условий, приведенных в обязательном приложении 1.1.1.5. Материалы труб, к которым предъявляют требования по стойкости к межкристаллитной коррозии, независимо от наличия сертификата перед запуском в производство должны быть испытаны на склонность к межкристаллитной коррозии по ГОСТ 6032-75.
1.2. Требования к сварочным материалам
1.2.1. Для ручной аргонодуговой сварки необходимо применять следующие сварочные материалы:
проволоку стальную сварочную по ГОСТ 2246-70;
аргон газообразный по ГОСТ 10157-73 (сорта высшего, первого или второго);
вольфрам лантанированный по ТУ 48-19-27-77;
вольфрам иттрированный по ТУ 48-19-221-76;
Аргонодуговая сварка неплавящимся электродом
Сварка аргоном – технология, пользующаяся большой популярностью на данный момент. Это обусловлено ее доступностью, а также возможностью работы с высоко и низколегированными сталями и цветными металлами.
Если существует необходимость сварить ответственную конструкцию или труднообрабатываемые металлы, вроде алюминия или титана, то вам не обойтись без аргоновой сварки.
Преимущества аргонно-дуговой сварки:
- Качественный шов;
- Долговечность соединений;
- Доступность;
- Разумная стоимость работ;
- Эстетичный вид шва.
Что такое аргонодуговая сварка
Аргонно-дуговая сварка — способ сварки применимый для сваривания металлов с использованием электрической дуги и газа (аргона). Электрическая дуга плавит металл свариваемой детали, а также присадочный пруток, формируя шов.
Аргон – инертный газ, играет роль изолятора, препятствующего попаданию кислорода и других газов, взаимодействующих со сварочной ванной.
При попадании в место сваривания металлов кислород вызывает сильное окисление, влияя на качество шва, а некоторые металлы и вовсе могут возгораться от такой реакции.
Благодаря своей инертности аргон сам не вступает в реакции и не дает кислороду реагировать с металлом в сварочной ванне, именно поэтому газ подается до розжига дуги и после окончания сваривания продолжает подаваться некоторое время.
Сварка аргоном проводится двумя видами электродов: плавящимися и неплавящимися.
- Плавящиеся электроды вызывают розжиг дуги и одновременно являются припоем. Существует обширная классификация такой проволоки, разделяющейся по размеру, а также составу.
- Неплавящиеся электроды выполнены из самого тугоплавкого металла – вольфрама. При работе аппарата электрод провоцирует розжиг дуги, температура которой – 2000 градусов, а сам вольфрам начинает плавиться при 3600 и более градусов. Такой пруток нужен исключительно для розжига дуги и ее поддержания, присадочный металл подается вручную. Разделяют неплавящиеся электроды по толщине, длине и составу сплава, подходящего под тот или иной металл и способ сварки.
Разновидность сварочных технологий
- TIG — сварка вольфрамовым электродом с ручной подачей присадок;
- MIG — система механизированная аргонодуговой сварки плавящимся электродом, подающимся автоматически.
Существуют и другие разновидности, но они предназначены для работы с высокоточными изделиями и промышленных работ. Мы же поговорим, как выглядит технология сварки аргоном, применимая в домашних условиях.
Оба аппарата имеют главный пляс – простоту работы, и им будет рад каждый начинающий сварщик. В данной статье более детально рассмотрим первый метод.
Оборудование аргонодуговой сварки неплавящимся электродом
Оборудование для аргонно-дуговой сварки
Ручная аргонодуговая сварка неплавящимся электродом предполагает наличие специального оборудования, состоящего из источника питания, газовой установки, при необходимости – механизма подачи проволоки и ряда других систем.
Рекомендуем! Как варить полуавтоматом без газа
У каждой системы есть свое предназначение и свои особенности, так для проведения качественных работ вам понадобятся:
- источник напряжения сварки аргонно дуговой – разделяют трансформаторы и инверторы. Последние более удобны в использовании и универсальны, являются источником постоянного и переменного тока. Инвертор может использоваться практически в любых условиях квартиры, загородного дома или гаража. Работают инверторы от трехфазной сети и обычных 220В. Лучше всего чтобы аргонная сварка была универсальная и нечувствительная к перепадам напряжения.
- горелка – основной рабочий элемент, конструкция которого может различаться, в зависимости от выбранной техника сварки. Существуют горелки для плавящихся электродов и вольфрамовых прутков. Использование аргонной сварки с подачей проволоки подразумевает наличие специальной горелки.
- сопло – наконечник горелки, регулирующий точность подачи защитного газа и ряд других параметров. Так, как этот элемент работает в непосредственной близости от сварочной ванны, то подвергается высоким температурам. Оптимальным материалом для сопла считается – керамика.
- осциллятор – система розжига дуг без контакта со свариваемой поверхностью.
- газовый баллон с редуктором. Объем емкости для газа напрямую влияет на частоту заправки и соответственно отрыв от работы. Редуктор – регулирует расход аргона при сварке.
- дополнительные аксессуары. Сюда входят основные средства индивидуальной защиты, без которых не обойтись при работе с аргонно дуговой сваркой tig. Также, к аксессуарам стоит отнести – сварочный столик. Этот элемент во многом облегчает работу сварщика. Ведь позволяет жестко фиксировать свариваемые детали, оборудован системой отвода газов, хорошим освещением. Правильный сварочный стол защитит мастерскую от возгораний, вызванных разбрызгиванием искр.
Прутки
При сварке аргонодуговой вольфрамовым электродом используют специальные присадочные прутки, для заполнения сварного соединения металлом.
Так, как технология позволяет работать с большей частью стали цветных металлов, эти присадочные прутки имеют различный состав и разделяются на присадки из:
- нержавейки, используется для нержавеющей стали и создания швов, с высокой сопротивляемостью коррозии;
- алюминия и алюминиевых сплавов, надежный шов выдерживающий высокие температуры, не теряя герметичности шва;
- меди и медных сплавов, такой шов имеет высокие показатели электропроводимости, гибкости. Прутки из меди используются для
- сваривания ряда цветных металлов;
- никеля, для сваривания чугунных изделий и создания швов стойких к окислению.
Проволока
Материал, предназначенный для использования в установках с автоматической подачей сварочного материала. Как и прутки разделяется на группы по составу, применимому к различным видам стали, имеет различную толщину.
Газ
Основной расходный материал это – газ, а точнее газовая смесь. Ввиду высокой стоимости чистый аргон применяется довольно редко, зачастую сварщики пользуются смесью аргона и углекислого газа или гелия. Газ, как и толщина проволоки, и ее состав подбирается исходя из вида металла и его толщины.
Рекомендуем! Как сварить титан в среде аргона
Шланги, фитинги
Если все работы производятся стационарно, то комплекта шлангов и соединений должно хватить на длительный промежуток, но учитывая специфику работ, эти элементы довольно часто изнашиваются и требуют замены. При выездных работах шланги – один из первых расходников. Они рвутся, прожигаются, очень часто нужно добавить длины и так далее.
Особенности сварки вольфрамовым электродом
Аргоновая сварка неплавящимся и плавящимся электродом еще недавно подразумевала определенное образование сварщика. Без знаний, полученных в учебных заведениях или специальных курсах самостоятельно выполнить сварочные работы было очень сложно.
Но, с развитием технологий и внедрением полезных для пользователей систем, аргонодуговые сварки технологии стали доступными для масс. Учитывая распространенность данного оборудования, его вполне можно зачислить к остальной бытовой технике, которая есть почти в каждом гараже.
Но если сварка в среде аргона такая простая, то как варить аргоном?
Отличается этот способ сварки от привычных для большинства инверторов с электродами, в использовании газа, принцип, как и у защитного покрытия, но это только на первый взгляд. В действительности способ сварки имеет ряд особенностей и нюансов, не сложных, но необходимых:
- Если мы работаем электродом из вольфрама, то он располагается как можно ближе к металлу, но не касается стали. Для розжига дуги используют осциллятор или специальные материалы.
- Расстояние между электродом и металлом должно быть постоянным. В противном случае дуга может начать прыгать, снижается провар или начинается прожиг металла. Также изменяется область действия защитного газа, что может привести к окислению шва.
Очень важный момент – это направление движения. В отличие от работы с электродами, колебаний совершать не нужно. Горелка ведется плавно вдоль шва.
Режимы аргонодуговой сварки
- Способ сварки подразумевает защиту шва от кислорода с помощью инертного газа – аргона. Поэтому сварщик должен следить за тем, чтобы сварная ванна не выходила из облака газа. Запрещено начинать сваривание до того, как был включен газ. После окончания работ горелка удерживается в последнем положении, а газ подается еще 5 – 15 секунд.
Для лучшего эффекта аргон подается с обеих сторон соединения.
- Скорость подачи проволоки должна быть постоянной, стоит исключить подачу припоя рывками. Если проволока подается автоматически, то оптимальные параметры можно найти в специальных таблицах. При ручной подаче припоя все зависит от самого сварщика.
Пруток должен подаваться под правильным углом, перед горелкой и строго по направлению движения шва.
- Расход газа – величина постоянная, прописанная в ГОСТах. Там же можно найти оптимальный баланс между аргоном и другими примесями.
- Настройки тока – один из наиболее сложных, после работ с горелкой, пунктов. Особенно это касается начинающих сварщиков.
Основная идея заключается в том, что не стоит настраивать режимы аргонодуговой сварки вручную, не имея опыта. Чтобы правильно настроить аппарат, вам необходимо прибегнуть к стандартным схемам. Для этого нужно знать толщину стали и ее состав. В таблицае полностью представлены настройки силы тока, вольтаж, тип тока, полярность и другие параметры.
Рекомендуем! Плазменная сварка прямого и косвенного действия
Внимание! Для каждого типа свариваемых металлов настройки оборудования будут различны.
Как правильно варить аргонодуговой сваркой
Успешное примененная технология аргонодуговой сварки заключается в трех вещах:
- Первая – правильные настройки всей системы. В отличие от сварки электродом, где достаточно выбрать силу тока, здесь нам понадобится изучить внимательно возможности нашей системы, свариваемую деталь и подобрать рекомендованные настройки.
- Второй пункт успеха – твердая рука сварщика. Даже если мы настроили все правильно, но при этом не выдержали расстояние от электрода до заготовки или неправильно подавали пруток, то рассчитывать на качественный шов не придется.
- Третий столп успеха – рабочее место. Здесь мы сможем удобно расположится самостоятельно, крепко зафиксировать заготовку, расположить вблизи все необходимые расходные материалы, обеспечить хорошую вентиляцию, при этом избегая сквозняков. Сквозняки или сильные порывы ветра – единственная вещь, кроме самого сварщика, которая может ухудшить качество работ.
Сварка аргоном по технологии выглядит следующим образом:
- Подбираем материал для припоя;
- Устанавливаем подходящий электрод и сопло;
- Настраиваем аппарат, согласно значениям таблицы;
- Регулировка скорости подачи газа на редукторе;
- Выставляем задержку подачи газа;
- Нажимаем на курок, при этом подается газ, но дуга не зажигается
- Зажигается дуга, подносим припой и ведем к горелке строго вдоль шва;
- Отключаем курок и держим горелку, пока не прекратится подача газа.
Полезные советы
- Если подавать газ с другой стороны шва, это увеличит его расход, но и повысит качество работы
- Осциллятор облегчает розжиг дуги, а реостат поможет вам закончить шов.
- Для снижения стоимости шва стоит использовать смесь аргона с другими газами.
- Успех работы с горелкой для сварки аргоном по технологии описанной выше, заключается в постоянной практике.
Заключение
Сварка ручная аргонодуговая становится все более доступной и дешевой. Сегодня, за стоимость дорогих инверторов для работы с электродами, можно купить стартовый набор ТИГ сварка или МИГ.
Но учтите, что купленная ручная аргонодуговая сварка это только часть расходов, ведь для работ необходимо постоянно докупать недешевые прутки и газ, поэтому для нечастого использования покупка может потерять свой смысл.
Ценность сварки аргоном и технологии заключается в том, что благодаря опыту сварщика и качеству, предлагаемому при сварке аргоном, можно получить соединение исключительной прочности и красивое внешне.
Ручная аргонодуговая сварка неплавящимся электродом ГОСТ
Аргонодуговая сварка – дуговая сварка в среде инертного газа аргона. Может осуществляться плавящимся или неплавящимся электродом. В качестве неплавящегося электрода обычно используется вольфрамовый электрод.
Для обозначения аргонодуговой сварки могут применяться следующие названия
РАД – ручная аргонодуговая сварка неплавящимся электродом,
ААД – автоматическая аргонодуговая сварка неплавящимся электродом,
ААДП – автоматическая аргонодуговая сварка плавящимся электродом.
Для обозначения аргонодуговой сварки вольфрамовым электродом:
TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов
GTAW – Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом
Общие характеристики аргонодуговой сварки
Аргон практически не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги. Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой.
При аргонодуговой сварке возможен крупнокапельный или струйный перенос электродного металла. При крупнокапельном переносе процесс сварки неустойчивый, с большим разбрызгиванием. Его технологические характеристики хуже, чем при полуавтоматической сварке в углекислом газе, так как вследствие меньшего давления в дуге капли вырастают до больших размеров.
Диапазон токов для крупнокапельного переноса достаточно велик, например для проволоки диаметром d = 1,6 мм Iсв = 120–240А. При силе тока Iсв больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание уменьшается. Однако такие токи не всегда соответствуют технологическим требованиям.
Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу на токах около Iсв ≈ 100А.
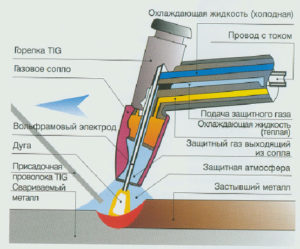
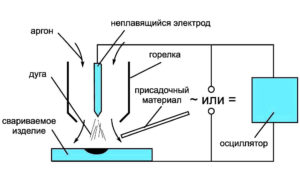
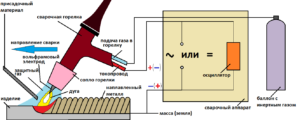
Технология аргонодуговой сварки неплавящимся электродом
Дуга горит между свариваемым изделием и неплавящимся электродом (обычно из вольфрама). Электрод расположен в горелке, через сопло которой вдувается защитный газ. Присадочный материал подается в зону дуги со стороны и в электрическую цепь не включен.
Рисунок. Аргонодуговая сварка неплавящимся электродом, схема процесса
Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока перемещаются без непосредственного участия сварщика.
При этом способе сварки зажигание дуги, в отличие от сварки плавящимся электродом, не может быть выполнено путем касания электродом изделия по двум причинам.
Во-первых, аргон обладает достаточно высоким потенциалом ионизации, поэтому ионизировать дуговой промежуток за счет искры между изделием и электродом достаточно сложно (при аргонной сварке плавящимся электродом после того, как проволока коснется изделия, в зоне дуги появляются пары железа, которые имеют потенциал ионизации в 2,5 раза ниже, чем аргона, что позволяет зажечь дугу).
Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонной сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Осциллятор для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока.
Если аргонная сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
При сварке на постоянном токе на аноде и катоде выделяется неодинаковое количество тепла.
При токах до 300А 70% тепла выделяется на аноде и 30% на катоде, поэтому практически всегда используется прямая полярность, чтобы максимально проплавлять изделие и минимально разогревать электрод.Все стали, титан и другие материалы, за исключением алюминия, свариваются на прямой полярности. Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Для улучшения борьбы с пористостью к аргону иногда добавляют кислород в количестве 3–5%. При этом защита металла становится более активной.
Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла.
Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны. Это предотвращает пористость.
Область применения и преимущества аргонодуговой сварки
Основная область применения аргонодуговой сварки неплавящимся электродом – соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может выполняться без присадки.
Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия.
Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Аргоновая сварка плавящимся электродом используется при сварке нержавеющих сталей и алюминия. Однако объем ее применения относительно невелик.
Недостатки аргонодуговой сварки
Основным недостатком аргонодуговой сварки является низкая производительность, поэтому автоматизированная сварка аргоном встречается не часто, ручная же сварка неплавящимся электродом находит широкое применение там, где требуется ответственная работа.
Аргонодуговая сварка неплавящимся электродом
Сварка аргоном – технология, пользующаяся большой популярностью на данный момент. Это обусловлено ее доступностью, а также возможностью работы с высоко и низколегированными сталями и цветными металлами.
Если существует необходимость сварить ответственную конструкцию или труднообрабатываемые металлы, вроде алюминия или титана, то вам не обойтись без аргоновой сварки.
Преимущества аргонно-дуговой сварки:
- Качественный шов;
- Долговечность соединений;
- Доступность;
- Разумная стоимость работ;
- Эстетичный вид шва.
Какие ГОСТы разработаны для аргонодуговой сварки
Под сваркой принято понимать такой тип соединения деталей, при котором образуются межатомные связи. Достичь такого эффекта можно частичным нагревом свариваемых поверхностей или их пластическим деформированием. Источником энергии может выступать электрическая дуга или газовое пламя. Известны технологии, при которых преобразовывается энергия трения, ультразвука, лазерного излучения.
Общие вопросы
Аргонодуговой сваркой называют сварку с образованием электрической дуги в среде аргона. Одним из электродов является поверхность детали. Второй электрод может быть плавящимся или неплавящимся. Неплавящийся электрода, как правило, изготавливается из вольфрама. В нормативных документах аргонодуговая сварка может обозначаться следующими аббревиатурами:
- РАД – ручная аргонодуговая сварка. В данном случае используется неплавящийся электрод.
- ААД – аргонодуговая сварка, ведущаяся неплавящимися электродами, но в автоматическом режиме.
- ААДП – автоматическая сварка плавящимися электродами.
В международной классификации данный вид сварки определен, как TIG — Tungsten Inert Gas или GTAW — Gas Tungsten Arc Welding, что в переводе означает «сварка в среде инертного газа». Зачастую этим газом оказывается аргон.
Инертный газ для создания защитной среды выбран по причине отсутствия химического взаимодействия с металлом и с другими газами. Так как аргон тяжелее воздуха, то он вытесняет атмосферный кислород и водород из зоны формирования шва, что исключает появление пор и трещин в металле, а также препятствует образованию слоя оксидной пленки.
Технология сварки сводится к тому, что между электродом из вольфрама и поверхностью образуется дуга. Через специальное сопло горелки в зону сварки попадает газ.
В отличие от сварки плавящимся электродом здесь присадка исключена из электрической цепи, а подается в зону ванны отдельно в виде прутка.Ручная сварка отличается от автоматической тем, что в первом случае сварщик сам держит горелку и вносит присадку, а во втором – процесс автоматизирован. Технология отличается и по способу образования дуги.
По ряду причин дуга не может быть образована обычным касанием электрода, поэтому в установке предусмотрена параллельная работа осциллятора.
Необходимо понимать, что сварка может вестись как постоянным, так и переменным током. По способу подключения электрода разделяют прямую и обратную полярность.
Перед проведением подготовительных работ необходимо подобрать нужные параметры для каждого конкретного метала.
Выше были рассмотрены основные вопросы, так как многие параметры подлежат стандартизации. ГОСТ на аргонодуговую сварку не ограничивается одним только документом. Определены нормативы для горелок, обработки и размеров швов, работы с алюминием, для присадочной проволоки, для оборудования и электродов. Но, прежде чем представить перечень этих документов, разберемся в вопросе стандартизации.
Технические условия и стандарты
Некоторые виды работ, товаров и услуг в плане качества контролируются государством. Причиной такого контроля стало межотраслевое значение.
Государственные стандарты (ГОСТ) содержат перечень требований к каждой продукции, к каждому результату деятельности, подлежащему стандартизации. Это документ, основывающийся на международных стандартах и учитывающий передовой опыт, а также все достижения науки и техники.
Стандартизация была введена еще во времена существования СССР. Стандарты не могут быть статичными, поэтому с течением времени они изменяются.
ГОСТы в России обязательны лишь для оборонной продукции, однако в строительстве они имеют огромное практическое значение, ведь основными показателями конструкция являются безопасность и надежность. Некоторые путают государственный стандарт с техническими условиями.На самом деле ТУ регламентируют производство тех товаров, которые не подлежат стандартизации по ГОСТ. Можно сказать, что ТУ – есть результат разработки предпринимателей, которые являются производителями.
Хоть ТУ не является гостом, но они не противоречат государственному документу, а наоборот, дополняют его.
В некоторых источниках по запросу можно встретить всего один документ. Однако он далеко не полностью отражает все стандарты, касающиеся аргонодуговой сварки, ее подготовки и проведения. Перечень всех нормативных документов содержит ГОСТы, принятые в разное время. На сегодняшний день насчитывается 9 документов.
- ГОСТ 5.917-71 определяет требования к ручным горелкам РГА-150 и РГА-400.
- ГОСТ 14806-80 содержит информацию о параметрах аргонодуговой сварки сплавов, содержащих алюминий.
- ГОСТ 14771-76 по своей структуре похож на предыдущий документ. Только здесь речь идет о дуговой сварке в защитном газе, как об обобщенном процессе.
- ГОСТ 7871-75 определяет параметры алюминиевой сварочной проволоки для сварки TIG.
- ГОСТ 2246-70 – документ, в котором прописаны требования к стальной проволоке.
- ГОСТ 23949-80 – стандарт, применяемый к вольфрамовым электродам для аргонодуговой сварки.
- ГОСТ 18130-79 и ГОСТ 13821-77 регламентируют работу оборудования, включая полуавтоматы и выпрямители.
- ГОСТ 10157-79 определяет стандарт для самого инертного газа (аргона).
5.917-71
Данный документ вышел в свет 13 мая 1971 года согласно постановлению Госкомитета стандартов СССР. Приведенные норы распространяются только на горелки типа РГА-150 и РГА-400. Они используются в аргонодуговой сварке вольфрамовым электродом алюминия, его сплавов и нержавеющей стали. Продукция, соответствующая ГОСТ, получала знак качества.
Сегодня производители сварочных инверторов, работающих в режиме TIG, не придерживаются указанных норм, однако, благодаря современным технологиям, качество устройств остается на высоком уроне.
документа:
- Параметры и размеры горелок для аргонодуговой сварки включают в себя такие показатели, как номинальное значение и максимальное значение тока. Горелка РГА-150 рассчитана на 150 А при допустимом значении 200 А. Горелка РГА-400 позволяет увеличить силу тока до 500 А. Используемые вольфрамовые электроды в диаметре варьируются от о,8 до 6 мм. Также в данном пункте определены габаритные размеры горелок.
- Технические требования указывают, в каком режиме допускается эксплуатация устройств. Здесь отражены допустимые критерии окружающей среды (температура, влажность), а также условия для испытаний.
- Правила приемки. Производитель обязан гарантировать качество и надежность оборудования. Перечень требований представлен в настоящем документе.
- В пункте «Методы испытаний» описано, каким образом определяется соответствие оборудования установленным требованиям.
- ГОСТом также определены все условия для хранения и транспортировки. Их необходимо выполнять на всех этапах, от производства до поставки покупателю.
14806-80 и 14771-76
Стандартизация непосредственной технологии сварки алюминия и алюминиевых изделий отражена соответствующим нормативным документом. Сюда включены соединения деталей с толщиной кромок от 0,8 до 60 мм. К сварке трубопроводов предъявляются несколько иные требования, поэтому данный стандарт на них не распространяется.
документа:
- Типы сварных соединений. Данный пункт реализован в виде таблицы. Из нее можно почерпнуть такие данные, как форма подготовленных кромок, форма шва и толщина деталей.
- Конструктивные элементы и размеры. Для каждого типа кромок и каждой формы сварного шва установлены параметры, включающие в себя толщину детали, диаметр отбортовки, зазор между кромками, ширину шва, глубину сварочной ванны.
ГОСТ 14771-76, как было указано ранее, имеет ту же структуру. Отличием является лишь то, что первый документ определен именно для алюминийсодержащих материалов, а второй – для сталей и сплавов на никелевой и железоникелевой основе.
7871-75 и 2246-70
Введенный ГОСТ касается проволоки из алюминия или сплавов. Им пользуются производители, так как в документе регламентируются возможные значения диаметра проволоки. Среди всех прочих требований определены нормы химического состава расходного материала.
Существует несколько видов проволоки, отличающихся друг от друга по количественному содержанию элементов (магний, марганец, алюминий, железо, кремний, титан, бериллий, цирконий). Наиболее популярные марки:
- СвА99;
- СвА97;
- СвА85Т;
- СвА5;
- СвАМц;
- СвАМг3;
- СвАК5.
Допускается наличие примесей. Изготовленная проволока проходит испытания, в том числе и на прочность. В таблице приведены значения предельных нагрузок, при которых происходит разрыв. Приемка материалов осуществляется партиями.
В одной партии должна присутствовать проволока с одними и теми же параметрами. В приложении к документу прописаны условия хранения и транспортировки проволоки.
Так как она поставляется в катушках, то размеры катушек также подлежат нормировке.
Стальная проволока должна отвечать требованиям ГОСТ 2246-70. Популярные виды:
- Св-08;
- Св-08А;
- Св-10ГА;
- Св-08ГСМТ.
Это далеко не полный перечень марок проволоки. Их разделяют не только по характеристикам, но и по применимости. Существуют материалы для изготовления электродов, проволоки для сварки омедненных поверхностей, проволоки для наплавки.
18130-79 и 13821-77
В настоящее время остаются актуальными ГОСТы, принятые еще в 1977 году. Они прописывают функциональные особенности сварочного оборудования, в частности, полуавтоматов для аргонодуговой сварки. В перечень требований включены такие, как функциональные возможности, устойчивость к внешним факторам, значения сварного тока, наличие измерительных и контрольных приборов.
Такое разнообразие требований не позволяет сформулировать все нормы в одном документе, поэтому данный ГОСТ ссылается на ряд второстепенных нормативных документов.
Таким образом, стандартизация процесса аргонодуговой сварки имеет комплексный подход.
Общее количество основных и второстепенных нормативов составляет несколько десятков утвержденных и принятых документов, имеющих силу и в настоящее время, за исключением некоторых несущественных изменений.
Ручная аргонодуговая сварка неплавящимся электродом гост — Станки, сварка, металлообработка

Сварка в среде защитных газов всегда считалась самой качественной. Здесь несколько технологий, из которых выделяется ручная аргонодуговая сварка неплавящимся электродом. Во-первых, она ручная, что дает возможность использовать ее в непромышленных условиях. Во-вторых, простота процесса дает возможность пользоваться ею неспециалистам.
Ведь в основе ее технологии лежит процесс нагрева металла электродом, расплавления его и подачи в сварочную ванну присадочного материала, которым ванна и заполняется. При этом аргон выступает в качестве защиты от химических элементов в воздухе, которые негативно влияют на сварочный шов, тем самым снижая качество стыка соединяемых заготовок.
Неплавящиеся электроды для дуговой сварки
Этот элемент сварки в среде аргона имеет два вида: угольные и вольфрамовые. Первый используется редко, им обычно варят неответственные конструкции. Второй используется сегодня повсеместно и часто.
Ведь вольфрам является тугоплавким металлом с очень низкой теплопроводностью и испаряемостью.
Он очень активно взаимодействует с кислородом, поэтому при сварке вольфрамовый стержень надо защищать, для чего и используется защитная газовая смесь.
Диаметр используемых неплавящихся электродов – 0,5-10 мм. При этом состав стержня может быть из чистого вольфрама или с примесями лантана, тория или иттрия.Сплавы обладают лучшими характеристиками, особенно это относится к эрозивной стойкости металла, плюс такие электроды хорошо держат токовую нагрузку.
Выбор диаметра стержня зависит от используемого сварочного тока и толщины свариваемых металлических заготовок.
Обычно процесс сварки неплавящимся электродом производится постоянным током прямой полярности. Именно такой режим позволяет максимально проплавить металл соединяемых деталей.
Кстати, в таком режиме почти 85% тепловой энергии уходит на проплавку заготовок, и всего лишь 7% на нагрев неплавящегося электрода. Остальные проценты – это лучевые потери на излучение электрической дуги. Сварка алюминия неплавящимся электродом производится при обратной полярности.
При таком режиме потери тепла составляют почти 50%, поэтому при сварке стальных заготовок данный режим неприемлем.
Сварку неплавящимся электродом можно проводить и переменным током. Для этого оборудование придется доукомплектовать стабилизатором, который будет стабилизировать электрическую дугу, и компенсатором тока.
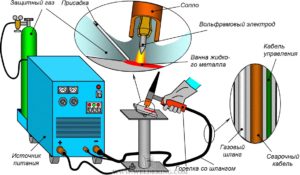
Оборудование
В зависимости от того, какой объем сварочных работ будет производиться, и какие конструкции будут собираться, можно использовать оборудование двух типов: универсальное или специальное.
Чаще всего используется первый класс аппаратов, потому что второй предназначен для больших объемов и чаще всего механизированных.
Универсальные ручные и автоматизированные сварочные агрегаты просты в использовании и обслуживании, поэтому их применяют и в небольших цехах, и в больших производствах.
Аппарат для дуговой сварки неплавящимся электродом в защитных газах состоит из:
- источника постоянного или переменного тока (есть аппараты, которые вырабатывают и тот, и другой ток);
- горелки разных размеров, предназначенных для разных величин токов;
- осциллятор для поджига первичной дуги;
- приспособления для газовой подачи аргона;
- средства управления сварочным процессом.
Чтобы свариваемые заготовки эффективно плавились под действием неплавящегося электрода и аргона, необходимо точно соблюдать некоторые особенности аргонодуговой сварки. Именно так можно добиться максимального качества конечного результата.
- Неплавящийся вольфрамовый стержень должен как можно глубже проникать в зазор между заготовками. Сварочная дуга должна быть максимально короткой. Таким способом можно глубже проводить плавку, что отразиться на размерах сварного шва. Он будет меньше, а качество выше.
- Движение электрода должно производиться строго по центру зазора, и посередине. Отклонения снижают качество шва и его внешний вид.
- Присадочная проволока не должна выходить за пределы сварного участка, и всегда находиться в зоне аргона. Именно таким образом достигается защита ванны от негативного воздействия кислорода и азота, находящихся в воздухе. Их воздействие приведет к повышению хрупкости сварного шва. Те же самые требования и к неплавкому электроду.
- Нельзя резко подавать присадку в сварную зону. Это приведет к большому разбрызгиванию металла и к его перерасходу.
- Подача проволоки при ручной сварке должна производиться под углом. Никаких поперечных отклонений.
- Нельзя при окончании сварки обрывать шов отводом электрода из зоны сваривания. Нужно просто погасить дугу с помощью реостата.
- Подавать защитный газ и выключать его после окончания сварки можно только через (за) 10 секунд. Таким способом защищается еще неостывший плавящийся металл, который при соприкосновении с воздухом тут же покроется оксидной пленкой.
- Обязательно перед началом сварочных работ производится подготовка соединяемых металлических заготовок. Это касается и стали, и алюминия, и других металлов. Нужно стыкуемые плоскости очистить от грязи, ржавчины и других материалов, используя железную щетку или болгарку с металлической щетковидной насадкой. Зачищать надо до металлического блеска. Если есть необходимость (жирные и масляные пятна), то соединяемые поверхности придется обезжирить растворителем или спиртом.
- Обязательно сопоставляются режимы сварки с толщиною стыкуемых заготовок, учитывая диаметр неплавящегося электрода.
Плюсы и минусы аргонодуговой сварки
Что касается преимуществ сварки неплавящимся электродом в защитных газах, то данная технология – оптимальный вариант, если соединяются между собой тонкие детали, а также заготовки из цветных металлов (алюминия, меди и так далее). Прекрасно показала себя сварка и при стыковке легированных материалов.
Сюда же можно добавить и практически ювелирно получаемый сварной шов, если правильно углубить в ванну неплавкий электрод и присадку. Очень тонкие заготовки можно варить и без присадочной проволоки. Все чаще аргонодуговую сварку используют для соединения труб, которая носит название орбитальная.
Если говорить о недостатках именно ручной аргонной сварки, то это низкая ее производительность. Есть возможность механизировать процесс, тем самым увеличить скорость сваривания. Но в таком режиме будет практически невозможно соединять разнориентированные и короткие стыки.
И все же сварка неплавящимися вольфрамовыми электродами становится все более популярной даже среди домашних мастеров. Ведь качество стыка двух заготовок, в независимости от соединяемых деталей (сталь, алюминий, титан, нержавейка и так далее), всегда будет на высоте.
Поделись с друзьями