Самодельная трехфазная сварка
Самодельная трехфазная сварка — Станки, сварка, металлообработка
Сварочные аппараты на 380 вольт распространены в производстве и строительстве из-за мощности и неприхотливости. Использование трехфазных устройств позволяет работать с электродами больших диаметров и металлами максимальной толщины.
Сварка по сравнению с однофазными аппаратами получается более мягкой. При работе в составе производственных линий также используется трехфазное оборудование.
Виды трехфазных устройств
Трехфазные сварочные аппараты бывают трех видов:
- трансформаторные;
- выпрямительные;
- инверторные.
Сварочное оборудование первого вида в основе имеет трехфазный трансформатор. Первичная обмотка состоит из трех обмоток соединенных звездой, а вторичная понижающая обмотка соединяется треугольником.
Если для сварки используется переменный ток, то с каждой фазы вторичной обмотки отдельным проводом к электроду через дроссель подается пониженное напряжение. По сравнению с однофазным сварочным трансформатором сварка получается более мягкой, электрическая дуга становится стабильней, просадка напряжения меньше.
Выпрямительные аппараты на выходе вторичной обмотки имеют три полумостовые схемы собранные из мощных диодов. Как и в первом случае с каждого выпрямителя ток подается на сварочный электрод.
Пульсации по сравнению с выпрямителем на одной фазе значительно меньше, соответственно сварочный ток более стабилен, что сказывается на качестве сварки.В инверторах на три фазы при одинаковой мощности сварки можно использовать менее мощные диоды и транзисторы, но это практически так не делают. Наоборот применение трехфазного напряжения позволяет получать аппараты большой мощности при малых габаритах и массе.
Преимущества и недостатки
Все трехфазное оборудование для сварки относится к категории профессиональных устройств. Многие из них способны производить сварку в непрерывном режиме, то есть ПВ равно 100%. На строительстве трехфазные трансформаторные и выпрямительные сварочные аппараты до сих пор не имеют альтернатив.
Они не боятся пыли, грязи, работают при низких температурах, что противопоказано инверторам. Однофазные приборы трансформаторного типа тоже могут работать в таких же условиях, но у них мощность меньше и пульсации тока больше.
Соответственно, они не могут сравниться с трехфазными устройствами по качеству сварки, диаметру электродов и толщине свариваемого металла.
Использование трехфазного тока в инверторах, тоже имеет свои преимущества. Применяя одинаковую элементную базу, получают более мощный прибор с большими сварочными токами, что позволяет работать практически с любыми изделиями.
Схема прибора отличается незначительно. Используется тот же широтно-импульсный модулятор. Преобразование высокого в пониженное напряжение происходит на частоте порядка 40-100 кГц.
Единственный недостаток этих устройств заключается в том, что не всегда и не везде можно подключиться к трехфазному источнику питания на 380 В, и цена у них значительно выше, чем у однофазных аппаратов.
Популярные модели
Сварочный инвертор полуавтомат 380 В – это наиболее распространенный прибор среди профессиональных аппаратов. В отличие от трансформаторных приборов они имеют небольшие габариты и массу.
Сварочный полуавтомат TESLA MIG 350 чешского производства хорошо зарекомендовал себя при работе в тяжелых условиях. При нестабильном или пониженном питающем напряжении обеспечивает стабильную сварочную дугу, работает от напряжения 380 В, а максимальный сварочный ток составляет 350 А.
Механизм подачи сварочной проволоки аппарата имеет два ролика, потребляемая мощность составляет 11,9 кВт. Запас мощности позволяет использовать длинные кабели до 20 м. Байонетные штекеры обеспечивают надежное и быстрое подключение горелки к аппарату. Производитель дает на оборудование трехгодичную гарантию.
Еще один пример профессионального трехфазного инвертора – это Сварог ARCTIC ARC 315 (R14). Он работает в жестких условиях, позволяет варить в интенсивном ручном режиме, выполнять наплавку. Благодаря использованию новейшей инверторной технологии аппарат может работать при температурах до -30 ⁰С. Имеется функция «горячий старт».
Раздельный монтаж силовых транзисторов повышает ремонтопригодность аппарата. При максимальном сварочном токе 315 А инвертор может использовать электроды диаметром 6 мм. Это позволяет сваривать металлы толщиной до 17 мм. При мощности 12 кВт имеет массу 22 кг.
Трехфазный инверторный сварочный аппарат «Ресанта САИ-315 380В» имеет примерно те же характеристики, что и «Сварог», но меньше дополнительных функций. Он более прост, поэтому дешевле и весит всего 10 кг.
Подключение
В отличие от однофазных, оборудование для сварки с использованием трех фаз на конце питающего кабеля имеют четырех или пяти штырьковую вилку. Если в помещении имеется соответствующая розетка, нужно просто подключить сварочный аппарат через нее.
Но, иногда, особенно в условиях строительства, когда нет соответствующих розеток, концы кабеля через болтовое соединение подключаются к фазам дизельного генератора или трансформаторной подстанции.
При выборе оборудования для сварки в условиях домашней мастерской и наличии на участке трехфазного электроснабжения стоит остановиться на трехфазном сварочном аппарате. При этом он должен обеспечивать режимы ручной дуговой сварки и в среде защитных газов (MMA, MAG/MIG).
Тогда он даст практически неограниченные возможности в сварочном деле. Так как они предусмотрены для профессионалов, то имеют много дополнительных функций и настроек.
Сварочный инвертор своими руками: схемы и инструкция по сборке
Изготовить сварочный инвертор своими руками, даже не обладая глубокими знаниями в электронике и электротехнике, вполне возможно, главное – строго придерживаться схемы и постараться хорошо разобраться в том, по какому принципу работает такое устройство. Если сделать инвертор, технические характеристики и КПД которого будут мало отличаться от аналогичных параметров серийных моделей, можно сэкономить приличную сумму.
Самодельный сварочный инвертор
Не следует думать, что самодельный аппарат не даст вам возможности эффективно проводить сварочные работы. Такое устройство, даже собранное по простой схеме, позволит вам выполнять сварку электродами диаметром 3–5 мм и на длине дуги, равной 10 мм.
Характеристики самодельного инвертора и материалы для его сборки
Собрав сварочный инвертор своими руками по достаточно простой электрической схеме, вы получите эффективное устройство, обладающее следующими техническими характеристиками:
- величина потребляемого напряжения – 220 В;
- сила тока, поступающего на вход аппарата, – 32 А;
- сила тока, формируемого на выходе устройства, – 250 А.
Схема сварочного аппарата инверторного типа с такими характеристиками включает следующие элементы:
- блок питания;
- драйверы силовых ключей;
- силовой блок.
Прежде чем начать собирать самодельный инвертор, надо подготовить рабочие инструменты и элементы для создания электронных схем. Так, вам понадобятся:
- набор отверток;
- паяльник для соединения элементов электронных схем;
- нож;
- ножовка для работы по металлу;
- резьбовые крепежные элементы;
- листовой металл небольшой толщины:
- элементы, из которых будут формироваться электронные схемы;
- медные провода и полосы – для намотки трансформаторов;
- термобумага от кассового аппарата;
- стеклоткань;
- текстолит;
- слюда.
Для домашнего использования чаще всего собирают инверторы, работающие от стандартной электрической сети с напряжением 220 В. Однако при необходимости можно сделать устройство, которое будет работать от трехфазной электрической сети с напряжением 380 В. Такие инверторы имеют свои преимущества, наиболее важным из которых является более высокий КПД, по сравнению с однофазными аппаратами.
Блок питания
Одним из важнейших элементов блока питания сварочного инвертора является трансформатор, который мотается на феррите Ш7х7 или 8х8. Это устройство, обеспечивающее подачу стабильного напряжения, формируется из 4 обмоток:
- первичной (100 витков провода ПЭВ диаметром 0,3 мм);
- первой вторичной (15 витков провода ПЭВ диаметром 1 мм);
- второй вторичной (15 витков провода ПЭВ диаметром 0,2 мм);
- третьей вторичной (20 витков провода ПЭВ диаметром 0,3 мм).
Чтобы минимизировать негативное влияние перепадов напряжения, регулярно возникающих в электрической сети, намотку обмоток трансформатора следует выполнять по всей ширине каркаса.
Процесс намотки силового трансформатора
После выполнения первичной обмотки и изоляции ее поверхности при помощи стеклоткани, на нее наматывают слой экранирующего провода, витки которого должны ее полностью перекрывать.
Витки экранирующего провода (он должен иметь такой же диаметр, как и провод первичной обмотки) выполняются в том же направлении. Такое правило актуально и для всех остальных обмоток, формируемых на каркасе трансформатора.
Поверхности всех обмоток, наматываемых на каркас трансформатора, также изолируются друг от друга при помощи стеклоткани или обычного малярного скотча.
Чтобы величина напряжения, поступающего от блока питания на реле, находилась в пределах 20–25 В, необходимо подобрать резисторы для электронной схемы. Основной функцией блока питания сварочного инвертора является преобразование переменного тока в постоянный. Для этих целей в блоке питания используются диоды, собранные по схеме «косого моста».Схема блока питания инвертора (нажмите для увеличения)
В процессе работы диоды такого моста сильно нагреваются, поэтому их обязательно надо монтировать на радиаторах, в качестве которых можно использовать охлаждающие элементы от старых компьютеров. Для монтажа диодного моста необходимо использовать два радиатора: верхняя часть моста через слюдяную прокладку крепится к одному радиатору, нижняя через слой термопасты – ко второму.
Выводы диодов, из которых сформирован мост, должны быть направлены в ту же сторону, что и выводы транзисторов, при помощи которых постоянный ток будет преобразовываться в высокочастотный переменный.
Провода, соединяющие эти выводы, должны быть не длиннее 15 см.
Между блоком питания и инверторным блоком, основу которого и составляют транзисторы, располагается лист металла, прикрепляемый к корпусу аппарата при помощи сварки.
Закрепление диодов на радиаторе
Силовой блок
Основой силового блока сварочного инвертора является трансформатор, за счет которого снижается величина напряжения высокочастотного тока, а его сила – увеличивается. Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
Обмотки такого трансформатора выполняются не из провода, а из медной полосы толщиной 0,25 мм и шириной 40 мм.
Каждый ее слой для обеспечения термоизоляции обматывается лентой от кассового аппарата, которая демонстрирует хорошую износоустойчивость.
Вторичная обмотка трансформатора формируется из трех слоев медных полос, которые изолируются между собой при помощи фторопластовой ленты.
Характеристики обмоток трансформатора должны соответствовать следующим параметрам: 12 витков х 4 витка, 10 кв. мм х 30 кв. мм.
Многие пытаются сделать обмотки понижающего трансформатора из толстого медного провода, но это неверное решение. Такой трансформатор работает на токах высокой частоты, которые вытесняются на поверхность проводника, не нагревая его внутреннюю часть. Именно поэтому для формирования обмоток оптимальным вариантом является проводник с большой площадью поверхности, то есть широкая медная полоса.
Самодельный выходной дроссель инвертора
Самодельная трехфазная сварка — Справочник металлиста

- Дата: 23-06-2015
- 669
- : 15
В современных специализированных магазинах представлены самые разнообразные сварочные аппараты.
Это и традиционные трансформаторы, и современные инверторы, и различные инструменты для специальных режимов сварки. Однако качественное изделие заводского производства стоит довольно дорого и не каждому по карману.
При большом желании выпрямители без особых проблем собираются своими руками.
Схема сварочного полуавтомата.
Простейшие самодельные сварочные аппараты
Самодельный сварочный выпрямитель прекрасно подойдет для выполнения небольших бытовых задач.
До полноценного инвертора он в некоторых моментах, конечно же, не дотягивает, но с обычными домашними работами справляется на ура.
Преимуществом самодельных сварочных аппаратов является то, что пользователь может самостоятельно вносить изменения в конструкцию, меняя характеристики агрегата и добавляя или исключая ненужные функции.
За основу можно взять конструкцию, представленную на рис. 1. Принципиальная схема такого агрегата показана на рис. 2.
Рисунок 1. Размеры самодельного сварочного аппарата.
Самые простые модели самодельных сварочных аппаратов представляют собой трансформатор с рабочей и сетевой обмоткой. Сетевая, как правило, создается под напряжением в 220-240 В.
Рабочую рассчитывают на напряжение 45-70 В. Изменение тока осуществляется путем изменения количества витков рабочей обмотки.
«Железную» часть можно собрать из деталей промышленных понижающих трехфазных трансформаторов либо же старых асинхронных двигателей.
Собираются самодельные сварочные аппараты с использованием:
- Отверток.
- Паяльника.
- Плоскогубцев.
- Ножниц, ножа и ножовки.
- Электродрели.
- Молотка.
- Шайб, винтов и гаек.
- Алюминиевых пластин и заклепок.
В процессе расчета и создания проекта агрегата нужно рассчитывать первичную обмотку на ток в 25 А. Рабочая либо вторичная обмотка рассчитывается на 160 А. Очень важно подобрать подходящее сечение проводов.
Как правило, используется расчет, в соответствии с которым на 1 мм² провода допускается подавать ток не более 10 А. В случае использования алюминиевых проводов данное значение необходимо уменьшить до 4 А.
Рисунок 2. Принципиальная схема самодельного аппарата для сварки.
Сначала определяется площадь сечения окна железа в см², после рассчитывается число витков обмоток. Сначала нужно рассчитать количество обмоток на 1 В, а затем для суммарного значения. На 1 В определите следующим образом: разделите 48 на площадь сечения окна железа трансформатора.К сборке самодельных сварочных аппаратов можно приступать только после полного завершения расчета. Созданное в соответствии с этой инструкцией приспособление представляет собой простейший сварочный агрегат. Для того чтобы перевести инструмент в режим работы на постоянном токе, нужно внести ряд изменений в конструкции и скорректировать расчет.
Возможные детали и необходимые расчеты
Для того чтобы самодельные аппараты могли работать на постоянном токе, в их конструкцию включаются высокомощные выпрямители.
Для максимально эффективной теплоотдачи используются радиаторы. Сами диоды имеют довольно большой размер, что оказывает непосредственное влияние на габариты конструкции. В некоторых ситуациях есть смысл использовать специальный диодный мост. Вы можете самостоятельно его запараллелить, увеличив за счет этого значение выходного тока.
Для сглаживания кривой формы напряжения применяется «электролит» 10 000 мкФ и больше. Его подключение выполняется при помощи резистора. Он обеспечит защиту появления К3 при возгорании сварочной дуги, в момент прикосновения электродом к свариваемым изделиям.
Рисунок 3. Схема сварочного аппарата.
При расчете самодельных сварочных аппаратов приходится корректировать и подстраивать все характеристики под доступные для сборки детали, которые при самостоятельном конструировании в большинстве случаев имеют не самое высокое качество. К примеру, домашние мастера часто используют магнитопровод от трансформатора низкой мощности или же статор давно отслужившего свое и проржавевшего двигателя.
По возможности нужно подобрать детали в хорошем состоянии. От этого напрямую зависит качество сварочных работ. Многим умельцам удается собирать в домашних условиях прекрасные самодельные сварочные аппараты с мягким зажиганием дуги, позволяющие сваривать тонкостенные изделия и практически исключающие разбрызгивание расплавленного металла.
Как работает схема сварки?
На рис. 3 показана принципиальная схема самодельного аппарата.
В данном случае позицией VD-VD4 обозначен сетевой мост. Он отвечает за выпрямление переменного сетевого потенциала. По контактам лампы HL1 начинается течение тока.
Она выполняет функции индикатора на протяжении всего сварочного процесса и одновременно заряжает «электролит», обозначенный на рассматриваемой схеме как С5. Дополнительно HL1 отвечает за ограничение тока заряда устройства.
Сразу после того как индикатор погаснет, можно начинать варить.
Одновременно с началом зарядки «электролита» С5 стартует зарядка батареи конденсаторов, обозначенных на схеме позициями С6-С17. Происходит это через контур дросселя L1. Загорается светодиод HL2.
Это позволяет пользователю понять, что на сварочный аппарат идет сетевое напряжение. Но сварки пока что не будет, т.к. тиристор под позицией VS1 закрыт. Потенциал на его управляющем выводе отсутствует.
Для подачи напряжения на генератор импульсов нужно включить кнопку SB1. Непосредственно генератор сделан на однопереходном транзисторе, обозначен как VT1. Генератор передает импульсы на тиристор под позицией VS2, он включается и открывает запараллеленные тиристоры. На схеме обозначены как VS3-VS7.
Происходит разрядка «электролитов» С6-С17 по обмотке трансформатора Т1, а также контур дросселя под позицией L2. Цепь с трансформатором, дросселем и упомянутыми «электролитами» представляет собой колебательный контур с переменным током.При нахождении контура в противофазе происходит передача тока по диодам под позициями VD8 и VD9. Запараллеленные тиристоры (на рассматриваемой схеме обозначены VS3-VS7) запираются и ждут подачи нового импульса узла на VT1.
Затем все происходит по новой, в той же последовательности.
На обмотке «III» трансформатора появляются импульсы, под воздействием которых отпирается VS1. Уже через него происходит соединение выпрямителя VD1-VD4 и преобразователя на тиристорах.
Схема сварочного трансформатора.
Светодиод HL3 сигнализирует о запуске генератора. За выпрямление напряжения отвечают VD11-VD34. Форма кривой сглаживается при помощи «электролитов» под позициями С19-С24. Они же отвечают за облегчение появления дуги.
Трансформатор под позицией Т1 состоит из трех «строчников» от телевизоров старых моделей, сложенных разом. Использован ферритовый сердечник ПК30х16. Обмотки «I» и «II» состоят из 2 секций с проводом ПСД 1,68 в стеклотканевой изоляции. Соединение последовательное. Присутствуют следующие витки:
- На «I» обмотке — 2х4.
- На «II» обмотке — 2х2.
Тепловой режим обмотки «I» несколько хуже, поэтому в процессе сборки самодельных сварочных аппаратов постоянного тока эта обмотка мотается с зазором (шагом), равным 1 мм. Во второй обмотке должен быть сделан отвод от середины.
Обе обмотки выставляются так, чтобы ничего не мешало работе диодов под позициями VD11-VD34. Обмотка «I», начиная от вывода на L2, наматывается против часовой стрелки. Вторую обмотку мотают по часовой стрелке, от вывода, подсоединенного на VD21-VD34. Обмотка «III» — виток 0,4-0,5-миллиметрового изолированного провода на напряжение от 500 В.
При распределении обмоток нужно знать и учитывать правильные зазоры, чтобы обеспечивалось требуемое охлаждение магнитопровода.
Из соображений безопасности устанавливаются 4 пластины из стеклотекстолита толщиной 1,5 мм. После подгонки их необходимо приклеить.Дроссель L1 наматывается на сердечник ПЛ 12,5х25-50. При этом необходимо соблюдать зазор в 0,3-0,5 мм. Наматываются 175 витков. Используется провод типа ПЭВ-2. Подходит калибр 1,32.
Дроссель L2 представляет собой бескаркасную спираль, намотанную с использованием провода 4 мм² в теплоизоляции. Всего нужно 11 витков. Намотка выполняется с диаметром в 14 мм. Через дроссель проходит сильный ток, поэтому он требует организации дополнительной обдувки.
В качестве выпрямителя VD11-VD34 в данной конструкции выступает алюминиевая этажерка. Для стяжки используются шпильки. Каждые 2 диода зажимаются между пластинами размером 4,4х4,2 см и толщиной 1 мм.
Рассмотренная схема позволяет собрать самодельный сварочный аппарат, который сможет качественно выполнять различные бытовые задачи, требующие применения сварки. Данный аппарат пригодится при ремонте в гараже и прочих хозяйственных и бытовых помещениях. В процессе использования придерживайтесь требований техники безопасности, актуальных для сварочных аппаратов любого типа.
Особенности работы трехфазного сварочного аппарата
Сварочные аппараты на 380 вольт распространены в производстве и строительстве из-за мощности и неприхотливости. Использование трехфазных устройств позволяет работать с электродами больших диаметров и металлами максимальной толщины.
Сварка по сравнению с однофазными аппаратами получается более мягкой. При работе в составе производственных линий также используется трехфазное оборудование.
Особенности работы трехфазного сварочного аппарата — Сварка Профи

Выпрямитель сварочный предназначается для питания электрическим током сварочного поста при ручной, электродуговой сварке. Его задача – преобразование тока переменной частоты в постоянный электрический разряд, необходимый для процесса плавления металла.
Устройство сварочного выпрямителя – начнем с теории
Бытовые сварочные аппараты – это выпрямители и инверторы малой мощности, со сравнительно низким номинальным сварочным током. Имея большую длительность паузы для охлаждения между периодами работы, они малоэффективны при выполнении больших объемов работ в промышленности и производстве. Единственная занимаемая такими агрегатами ниша – бытовое назначение, а также мелко-подрядный бизнес.
Классическая компоновка сварочного аппарата включает в себя:
- понижающий трансформатор;
- выпрямитель (мост из полупроводниковых элементов);
- конденсаторный блок (для сглаживания пульсаций на выходе преобразователя).
Перед изготовлением или приобретением любого инструмента, будь это строительный уровень или перфоратор, а у нас сварочный аппарат, необходимо определить, какие виды работ он будет выполнять. От этого напрямую зависят массогабаритные показатели устройства, типоразмер используемого электрода и, соответственно, толщина листов свариваемого металла.
Наилучшие показатели по качеству выходящего тока имеют трехфазные аппараты, подключаемые к сети 380 Вольт. Ими можно дольше работать без перерывов для охлаждения, а также производить работы с более массивными стальными конструкциями в пределах 200-400 Ампер. Идеально подойдут для сварки контейнеров, ларьков, гаражных ворот. Это то, что нужно, для малого бизнеса.
Существенным недостатком является ограниченный доступ к питающей сети. Не все дачные поселки и гаражные общества могут похвастаться доступом к таким силовым коммуникациям. К тому же, сварочный аппарат, обладающий трехфазным трансформатором, будет в 1,5-2 раза тяжелее однофазного собрата.
Суммарный вес устройства с легкостью перевалит за сотню килограмм. Одному человеку такой вес не под силу, возникает необходимость монтировать колеса для передвижения или же использовать тороидальный трансформатор, который снизит общий вес на 20-40 процентов.
Но стоит учесть, что его придется наматывать самому.
Однофазный сварочный выпрямитель для сварки, смонтированный на однофазном трансформаторе, рассчитанном на сеть 220 Вольт, значительно легче. Его масса на 90 % зависит от веса понижающего трансформатора и будет в пределах 30-80 килограмм.Данная техника может работать на токах 125-180 Ампер, обеспечивая качественный сварной шов при сварке несложных конструкций – ворот, навесов или ручной бетономешалки. Легкость и доступность электрической сети делают однофазные устройства крайне мобильными.
Ими можно работать не только на верхних этажах высоток, но и там, где электричества нет вообще, питаясь от бензинового генератора.
Самодельный сварочный выпрямитель для однофазной сети
Вспомним школьный курс физики и поговорим о теории. Переменный ток представляет собой синусоиду или волну, которая производит колебания с частотой 50 Гц. Это означает, что за 1 секунду электричество 25 раз течет в одном направлении и 25 раз в обратном. Для процесса сварки необходимо протекание электричества только в одном направлении.
Если цепь вторичной обмотки трансформатора дополнить полупроводниковым элементом, к примеру простейшим диод, то он будет пропускать электричество только в одну сторону, а значит мы получим постоянный ток. Однако он будет пульсирующим, с частотой 25 Гц, т.е. после каждой «волны» будет аналогичная по времени, безтоковая пауза, а это нас не устраивает.
Если диод поставить наоборот, то он будет пропускать поток электронов в другую сторону, так называемую обратную полуволну.
Поставив два диода по направлению друг к другу, между ними мы получим ток, представляющий собой волны, возрастающие от нуля до максимального значения напряжения, на которое рассчитана вторичная обмотка трансформатора и спадающие до нуля, после достижения которого начнется новая волна.
Таким образом получается положительный полюс источника тока, отрицательный полюс будет располагаться в центре вторичной обмотки трансформатора. Именно поэтому данная схема применима только, если у силового трансформатора есть соответствующий вывод.
Если мы наматываем трансформатор самостоятельно, то вывод можно сделать, остальные случаи заставят нас частично разбирать обмотку, что нежелательно.
Преимущество данной схемы – это малое количество используемых полупроводников, их всего два, а также то, что вторичная обмотка устройства разделена на две части, и, по сути, половину времени работы задействована одна часть обмотки, а другую половину – другая.
Самым распространенным вариантом рассматриваемых двухполупериодных схем выпрямления является мостовая. Она представляет собой квадрат, в каждую из сторон которого включен диод. С двух противоположных углов квадрата снимается постоянное напряжение, а на два других оно подается со вторичной обмотки трансформатора.Преимущество такого выпрямителя – это отсутствие необходимости выводить отдельный провод со вторичной обмотки, недостатком же является использование аж четырех полупроводниковых вентилей.
Обе вышеупомянутые схемы, без дополнительной конденсаторной батареи, на выходе будет иметь среднее напряжение меньшее чем выходящее со вторичной обмотки.
- Ucp=2*Uво/pi;
- где: Ucp – действующее среднее значение напряжения;
- Uво – напряжение на вторичной обмотке трансформатора;
- pi – константа, число Пи (3,14).
Соответственно, ток сварки будет меньше, отсюда и меньший диаметр применяемого электрода и толщины свариваемого металла. Для уменьшения колебания напряжения на выходе сварочный выпрямитель, собранный своими руками, должен иметь параллельно включенный нагрузке конденсатор, расчет его параметров приведен ниже:
Время зарядки конденсатора:
- t(зар)=(arccos(Umin/Umax))/(2*pi*f);
- где t(зар) – время зарядки конденсатора.
- Umin – минимальное значение, до которого разрядится конденсатор (выбираем сами, исходя из колебаний напряжения на выходе, примем равным 30 В);
- Umax – амплитудное сетевое напряжение (Umax = 1,41* Uво=1,41*25=35,25 В);
- f – частота сети, 50 Гц;
- t(зар)=(arccos(30/35,25))/(2*3,14*50)=0,00176 секунд.
Определяем время разрядки конденсаторной батареи:
- t(раз)=T-t(зар);
- где Т=0,01с (для данных схем выпрямления);
- t(раз)=0,01-0,00176 = 0,00824 с.
Находим ток нагрузки, на который рассчитан наш сварочный аппарат, его можно взять из расчета трансформатора или же определить по старой школьной формуле:
- Iнагр= Uво/R;
- где R – сопротивление цепи сварки, для расчета можно принять равным в пределах 0,13-0,18 Ом;
- Iнагр= 25/0,18=139 А.
Определяем емкость конденсатора, на которой за время t(раз) при токе нагрузки Iнагр напряжение уменьшится с Umax до Umin:
- C=Iнагр*t(раз)/(Umax-Umin);
- C=139*0,00824/(35,25-30) = 0,217 Ф = 217 000 мкф.
Для выбора конденсатора важно знать и пиковый зарядный ток, находим его:
- Ipic=C*(Umax-Umin)/t(зар);
- Ipic=0,217*(35,25-30)/0,00176=647 А.
Осталось определить среднеквадратичное значение импульсного тока через конденсатор, оно вычисляется по формуле:
- Isi=√(I(зар)²+I(разр)²);
- где I(зар) — среднеквадратичный ток через конденсатор на цикле заряда;
- I(разр) — среднеквадратичный ток через конденсатор на цикле разряда.
- I(зар)=Ipic*√((t(зар)/T)/3);
- I(зар)=647*√((0,00176/T)/3)=156,7 А;
- I(разр)=Iнагр*t(раз)/T;
- I(разр)=139*0,00824/0,01=114,5 А.
Итак, имеем:
- Isi=√(156,7²+114,5²)=194 А.
Рассчитанная нами емкость достаточна велика, единичного электролита на такую емкость не найти, а если собирать батарею, то она будет внушительных размеров. Есть смысл поставить батарею меньшей емкости, но при этом падение напряжения между волнами будет больше.
Выбирая конденсатор, ориентируйтесь сначала на значение Isi, а уже после на его емкость. Isi показывает, успеет ли зарядиться конденсатор за время прохождения тока, если нет, то ставить конденсатор вообще бессмысленно.
Если электролита необходимой емкости нет, то ставим несколько, соединяя их параллельно.
Схема сварочного выпрямителя, работающего от трехфазной сети
Выпрямители, построенные для питания от трехфазной электрической сети, имеют меньшую пульсацию выходного напряжения, благодаря тому, что фазы сети перекрывают друг друга, и напряжение не опускается до нуля.
Один из вариантов построения трехфазного выпрямителя – это включение в каждую фазу, за обмоткой трансформатора, полупроводникового элемента, по направлению от обмотки.
Далее эти выходы от диодов коммутируются в один вывод – положительный полюс источника питания, отрицательным полюсом является нулевой вывод с обмоток трансформатора.
Диодный мост пропускает только одну полуволну от каждой фазы, смещенную на 120 электрических градусов относительно друг друга.
Пульсации у данной схемы в три раза чаще, чем у схем с одним включенным диодом, но амплитуда колебаний значительно меньше.
Преимущества такой конструкции – это использование всего трех полупроводников, а вот недостаток все тот же – нулевой вывод с обмотки трансформатора, а значит соединение обмоток питающего трансформатора только по схеме «звезда».
Диоды располагаются последовательно один за другим, а между ними к цепи подключается фаза трансформатора. Выходы с полупроводников после каждой фазы соединяются, образуя положительный полюс источника питания.
Соединив входы диодов, располагающиеся до соединения цепи с фазой, получим отрицательный полюс.
Такая схема идеальна с точки зрения изготовления сварочного выпрямителя своими руками без дополнительных электронных составляющих.
Вводить в цепь параллельно нагрузке конденсатор можно, но не целесообразно, качество напряжения на выходе и так высокое.Еще одним преимуществом данной схемы является возможность соединять обмотки, как по схеме «треугольник», так и по схеме «звезда», не используя «нулевой» провод.
Многопостовые сварочные выпрямители – считаем рабочие места
Трехфазные сети также позволяют подключать многопостовые сварочные аппараты. Мощности бытовой, однофазной сети на 220 Вольт попросту не хватит для столь мощной нагрузки. Для обеспечения работы всех постов выпрямители имеют жесткую внешнюю Вольт-Амперную характеристику. Каждый вывод для сварки имеет собственный реостат и дроссель, для индивидуальной регулировки.
Их преимущество в меньших затратах на обслуживании оборудования, а сфера применения – сварочные площадки с большим объемом работы.
Это могут быть строительные площадки, на которых производится монтаж сложных металлоконструкций или судостроительные верфи. То есть область применения промышленность, но никак не быт.
Количество подключаемых сварочных постов для многопостового выпрямителя рассчитаем по формуле:
- n= Iвыпр/k* Iнагр;
- где Iвыпр – номинальный ток, на который рассчитан выпрямитель;
- Iнагр – ток, необходимый для одного поста;
- k – коэффициент, учитывающий одновременную работу постов, для механической сварки берется в пределах 0.5-0.7.
Сварочный выпрямитель своими руками
Выпрямитель для сварочного аппарата строится вокруг полупроводниковых элементов, суть которых – пропускать электрические потоки только в одном направлении. На сегодняшний день использовать в схемах выпрямления можно три устройства:
- диод (самый лучший, потому что самый простой, при его использовании в схему выпрямительного устройства не надо вводить блоки управления);
- тиристор (для протекания тока он должен получить сигнал от системы управлении, когда проходящий ток опускается до нуля или напряжение на нем становится меньше, чем в следующей фазе, вентиль запирается);
- транзистор (полностью управляемый «вентиль», для открытия и закрытия которого необходимо подавать сигнал на управляющий электрод, к тому же, самый дорогостоящий элемент).
Использовать диод лучше всего, подумаете вы, он проще и удобней в эксплуатации. Однако есть одна особенность, при использовании диодов электрическая цепь потребует введения резистора, для регулирования силы тока.
При использовании транзистора или тиристора регулировка напряжения может осуществляться блоком управления, через задержку открытия-закрытия «вентилей», уменьшая напряжение на выходе выпрямителя и тем самым снижая ток.
Самодельный сварочный аппарат: однофазный инвертор СВАРОГ в трехфазный . Ч.2
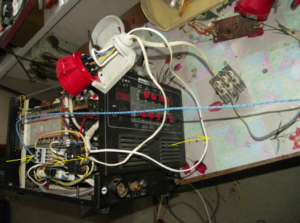
Схема подключения 3-х фазной сети к инвертору Сварог TIG 200P AC_DC
Алгоритм работы будет таким:
1. Если воткнуть штатную вилку в 220v, то срабатывает пускатель К1 (25А на контакт), который одной парой контактов восстанавливает разрезанный нами провод идущий к переключателю ВКЛВЫКЛ сварочного аппарата.
А его вторая пара контактов замкнет сделанные нами разрезы дорожек на печатной плате, которые подводят силовое напряжение к штатному однофазному полноволновому выпрямителю.
ВСЕ!
Больше ни для чего К1 не нужен. Он лишь восстанавливает исходную схему питания сварочного аппарата после перерезания двух проводов и двух дорожек. (хотя, есть еще одна функция – К1 не позволяет быть штатной вилке сварАппа под напряжением, когда он подключен к трехфазному питанию. Это очень хорошо!)
2. Пускатель К2 (10А на контакт) используется для подключения трех фазной части питания в схему аппарата. Он поменьше и подешевле, так как от него требуется замыкание всего двух проводов, которые мы пропустим через спаренные 10А-ные контактны е группы. Собственно, это все.
Сначала, я купил трехфазные розетки 3р+N+E, что означает четыре контакта фаз и нуля и пятый земля. Провод купил четырехжильный диаметром 2,5мм на жилу. Выпрямительные диоды на радиаторе я планировал разместить внутри сварАппа.
Однако, в процессе работы, мне пришло в голову более изящное и безопасное решение.
Смысл сводился в том, что я размещу 3х-фазный выпрямитель в отдельном боксе непосредственно около входного щитка, и на сварочный пущу уже выпрямленное напряжение по одному проводу, по второму любую из фаз на схему запуска электроники сварАппа (без этого никак), по третьему пущу NULL, и у меня остается еще четвертый провод, по которому я приделаю от входного щитка настоящую честную ЗЕМЛЮ на корпус аппарата (она у меня во входном щитке реально есть).
Таким образом у меня получается обеспечение всех типов безопасности для пользователя и сварАппа, вилки и розетки можно поставить четырехпиновые, т.е. 3р+Е. Это я счел более удобным.
Чтобы диоды не были «день и ночь» под напряжением в щитке, ну и для удобства, конечно, я подключил их через дешевый отключатель нагрузки на 40А. Это не автомат, их хватает вместе с УЗО в основном щитке, это просто трехконтактный выключатель.
Диоды подойдут «на любой вкус и цвет», у меня на помойке были Д242Б из одной партии, я их запараллелил и ввернул на радиатор от какого-то старенького компьтерного процессора.Провода брал медные, тоже обрывки пособирал в хозяйстве, те которые потоньше складывал парой – одним концом в шуруповерт и закручиваем: выходит красивенько жесткой косичкой.Общее сечение меди достаточно 2мм2. Больше не имеет особого смысла. Очень удобно брать медь одной толстой жилой. Она сразу будет служить жестким конструктивом и грамотнее зажимается в клемниках. Да, и приготовьте паяльник ватт на 60-100, чтобы делать сборку культурно там где потребуется, мы же не китайцы.
Теперь, призываем в помощь всю нашу внимательность и делаем, как я сказал:(для тех , кто до сих пор плавает в нашей теме и подзабыл правила саперной техники)
ШАГ 1.
Апгрейд ШАГ 1
Самодельный трехфазный сварочный аппарат: ШАГ 1
Размещаем пускатель 25А в удобном для него месте (даже не крепим его, если провода у нас будут жесткие), прикидываем на глаз на каком расстоянии лучше обрезать фазу и нейтраль в презервативе, идущие на выключатель ВКЛВЫКЛ и… смело срубаем шашкой!
Образовавшиеся культи зачищаем от оплетки, красиво залуживаем и зажимаем в двух верхних на фото клемниках К1.
Самодельный трехфазный сварочный аппарат: ШАГ 1
Подсказка – перед шагом 1, приготовьте и прикрутите подходящий проводок к катушке К1 и сразу спаяйте его с концами нейтрали и фазы идущей от фильтра ВЧ помех (это нижний на фото разрезанный кусок).Смело зажимайте эти концы на клеммах катушки пускателя в любом
порядке.
Если вы сделали шаг 1, то можно включить провод сварочника в розетку и убедиться, что он продолжает работать как и прежде, единственное, что нас сначала выводит из себя то, что при включении провода в розетку раздается щелчок пускателя.
От этого поначалу вздрагиваешь, но потом привыкаешь.
Апгрейд ШАГ 2
Самодельный трехфазный сварочный аппарат: ШАГ 2
Берем в руки ножовочное полотно и аккуратно, шириной не меньше 1,5мм, поглубже в текстолит, разрезаем дорожки, которые идут к паре четверок из желтых проводов в разъемах.
Здесь поближе, обратите внимание – желтый маленький кружок вокруг контакта варистора, который мы перерезали (черная черточка обозначает бывшую дорожку).
А красная полоска, это перемычка, которую необходимо не забыть позже припаять! Иначе не будут гаситься переходные импульсные всплески напряжения.
Справа, овалом обведены контакты релюшки (белая), которая с некоторой задержкой замыкается после подачи питания на сварАпп.
Это, собственно и есть все контрольные точки, на которых будет обращено наше внимание в манипуляциях дальше. А дальше – мы раскладываем от К1 провода, чтобы замкнуть ее контактами разрез, сделанный нами. Не полностью отключая голову доверяемся нашим прямым ручкам…
Вот там мы разложили, а здесь концы припаяли. (НЕ ЗАБЫВ ПРО ПЕРЕМЫЧКУ ОТ ВАРИСТОРА! Не видно на фото ?)
Самодельный трехфазный сварочный аппарат: ШАГ 2
Снова включаем девайс и убеждаемся в его полной работе от однофазной сети.
А сейчас, простой, но очень ответственный момент. Припаиваем к концам разрезанных дорожек (самые слева по фотке, идущие на выпрямитель) двухжильный не толстый проводок, который идет на катушку К2. Соединяем четырьмя коротенькими (оранжевые) перемычками контакты К2 попарно.
Самодельный трехфазный сварочный аппарат: ШАГ 2
На фото, правые контакты К2 короткими проводами скручиваем и зажимаем вместе с контактами К1, идущими туда же, откуда бросили провод на катушку К2.
Провод, который в «обычной жизни» идет сначала на «белую релюшку» тот черный, на него мы посадим (в трехфазном подключении) любую нами выбранную фазу для запитывания пусковой электроники сварАппа. А провод, который идет без разрыва от ВКЛВЫКЛ (толстый красный) на штатный выпрямитель через желтые повода в белых разъемах, мы спаяем с NULLевым проводом от нашей трехфазной розетки.
Самодельный трехфазный сварочный аппарат: ШАГ 2
Внимательно смотрим на схему и с умным выражением лица тыкаем тестером в клеммы, проверяя соответствие разводки проводов схеме.Если вы полностью убеждены что « все по схеме», то соберитеподогните аккуратненько повода с К1 и К2, уложите вовнутрь СварАппа, полюбуйтесь и еще раз убедитесь, что он до сих пор работает от одной фазы! Лениться не стоит..
Апгрейд ШАГ 3
Самодельный трехфазный сварочный аппарат: ШАГ 3
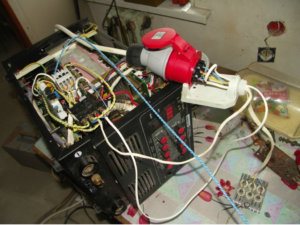
ШАГ 3. Самый интересный и захватывающий.
Я сначала сделал его прямо на операционном столе.
Синий плетеный провод подрезанный рамкой кадра – спаян с плетеным желтосиним и прикручен к радиатору (плюсу) трехфазного выпрямителя (он временный).
Этот силовой плюс , уходит к спаренным контактам пускателя К2 (на фотке хорошо видно). На К1 от 3-х фазной розетки идет пара фазаноль и силовой ноль.
ВНИМАНИЕ!
Напоминаю, что на этом ФОТО розетка с 5-ю контактами, позже, когда я вынесу выпрямитель в щиток, розетка будет четырехконтактной. (см.схему)
Самодельный трехфазный сварочный аппарат: ШАГ 3
ИТАК, подаем три фазы на самодельный сварочный аппарат, и переключаемВКЛ/ВЫКЛ на ВКЛ! Щелкнули пускатели…. И все заработало!!
Апгрейд ШАГ 4
Втыкиваем силовые кабели, выкручиваем ..
Самодельный трехфазный сварочный аппарат: ШАГ 4
Ого! на 202А ручку тока, в сарае находим самый толстый и древний электрод. У меня таким оказалась протухшая в плесени со времен перестройки 4-ка.
Самодельный трехфазный сварочный аппарат: ШАГ 4 — Самодельная сварка
Хватаем черную железяку, в месте где она толщиной 10мм, бессовестно упираем и давим электрод… В первое мгновение он подлипает, с шипением выкипает из него вода с грибами(реально, прямо супом запахло!) и…… при полном нажиме секунды за три-четыре жжем сквозную дырку! Переживаем первую радостьгордость, и следующие пару вечеров уже вдумчиво и неспешно экспериментируем с нашей прелестью в разных позах и режимах…..
Апгрейд ШАГ 5 (Уборка и упаковка собранной схемы)
Аккуратно и окончательно укладываем провода, пускатели. Не жалея сил, подергаем в разные стороны симулируя жесткое падение сварАппа с крыши. Если никакой пускатель не цепляет контактами окружающие железочки – то все у нас надежно.
Самодельный трехфазный сварочный аппарат: ШАГ 5 Уборка и упаковка собранной схемы
Последний штрих – затягиваем где есть возможность, жгутами (у меня зеленые были, уже не помню где экспроприировал). Любуемся, и принимаемся за оформление вывода проводов для трехфазной розетки.
Выводим четыре провода примерно в центр верха самодельного трехфазного инвертора.
Это провод +250v от трехфазного выпрямителя, NULL, одна любая фаза, и прикручиваем желтый с зеленой полосой провод к корпусу устройства, это он будет нашей «честной землей».
Снимаем с силового кабеля небольшой кусок оплетки и обхватываем все кабеля в том месте, где они будут проходить через отверстие в крышке инвертора, ну, и обматываем изоляцией.Ниже – фото новых четырехпиновых розетоквилок, выкл ючателя нагрузки на 40А и уютный домик для радиатора с выпрямительными диодами от MAKEL (кстати, с поэтическим названием – «сива-остю-сигорта-кутусю»). По русски, все более прозаично – Электрощиток Накладной.
Сверлим 14-м сверлом отверстие в крышке сварАппа под вывод наших силовых поводов, прикручиваем одну из розеток, прикручиваем концы проводов и т.д. и т.п…
Самодельный трехфазный сварочный аппарат: Завершающий этап
Самодельный трехфазный сварочный аппарат: Завершающий этап
Вот что получилось:
Самодельный трехфазный сварочный аппарат: Что получилось…
Самодельный трехфазный инвертор из Сварога
Делаем предподготовку соединения второй розетки и щитка с выпрямителем и отключателем нагрузки, тестером проверяем чтобы в розетках не было перепутывания проводов и идем прикручивать щиток на стенку.
Подготовка соединения второй розетки и щитка с выпрямителем и отключателем нагрузки
Щитовая
Вот что получилось в «щитовой».
Левый разъем для самодельного сварочника
Правый разъем – есть розетка 3ф+N+E – это для подключения обычных 3-х фазных девайсов. А вот левый – исключительно для нашей прелести.
На этом, собственно все. На текущий момент спалил баллон аргона балуясь с сварАппом на 3-х фазах. Работает безукоризненно.
Начало статьи : Апгрейд: однофазный инвертор СВАРОГ в трехфазный. Ч.1