Сварка чугуна электродом в домашних условиях
Сварка чугуна электродом в домашних условиях инвертором: каким, как правильно

Чугун представляет собой сплав углерода и железа, который также содержит легирующие добавки и примеси.
Детали из чугуна широко применяются не только в промышленной и производственной областях, но и в быту.
Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ.
Основные сложности сваривания чугуна, с которыми сталкиваются домашние мастера:
- из-за жидкотекучести сплава рекомендуется проводить сварку в нижнем пространственном положении;
- несоблюдение температурных режимов приводит к перекаливанию чугуна, что может стать причиной образования пор и возникновения напряжения в сварных швах;
- чугун в расплавленном состоянии может выделять газы, что отрицательно скажется на качестве соединения;
- ускоренное или неравномерное нагревание или охлаждение может способствовать появлению трещин.
Чтобы в домашних условиях получить качественное соединение чугунных изделий необходимо учитывать данные специфические характеристики, а также правильно подготовить рабочую поверхность, верно выбрать режим сваривания и электрод.
Подготовка к сварке
Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
- конструкция очищается от загрязнений, мусора и пыли;
- затем следует обезжирить детали растворителем, например, ацетоном;
- при работе с тонким чугуном нужно использовать подкладки для отведения тепла;
- разделку кромок следует производить перед свариванием толстостенных изделий, для этого применяется напильник или болгарка;
- трещины необходимо засверлить по краям и разделать на всю длину; альтернативный метод – вырезать трещины, концы закруглить;
- в зависимости от выбранного метода сварки (горячий или холодный) изделие подвергается подогреву или нет. Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.
Методы сварки
Специалисты выделяют 3 метода сварки чугуна:
- Горячая осуществляется посредством прогрева чугунных деталей перед выполнением соединения, температура – 600-650°С. Данный способ невозможно использовать в домашних условиях.
- Полугорячая практически не отличается от предыдущего метода, различие состоит только в температуре нагрева, изделие прогревается до 300-350°С.
- Холодная подразумевает отсутствие нагрева рабочих изделий. Сварка чугуна электродом в домашних условиях осуществляется именно по этой технологии.
Как варить чугун инвертором и плавящимся электродом
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания.
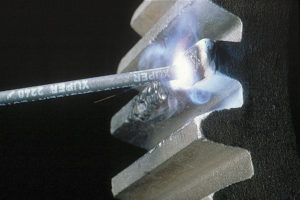
Электроды ОЗЧ-3
Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
- ОЗЖН-1;
- ОЗЧ-2;
- ОЗЧ-3;
- ОЗЧ-4;
- ОЗЧ-6;
- МНЧ-2;
- ЦЧ-4.
Рекомендуемые режимы сварки для некоторых перечисленных марок:
| Марка электрода | Сила тока для электрода диаметром 3 мм. | Сила тока для электрода диаметром 4 мм. | Сила тока для электрода диаметром 5 мм. | Сила тока для электрода диаметром 6 мм. |
| ЦЧ-4 | 65-80 | 90-120 | 130-150 | – |
| ОЗЧ-2 | 90-110 | 120-140 | 160-190 | 220-250 |
| ОЗЖН-1 | 100-120 | 130-150 | 160-180 | – |
| МНЧ-2 | 90-110 | 120-140 | 160-190 | 210-230 |
Также следует выделить следующие технологические особенности:
- длина одного непрерывного шва не должна 30-50 мм;
- частые перерывы в сварочном процессе помогут исключить возможность перегрева, температура более 80°С недопустима;
- полярность – обратная.
Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.
1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
- диаметр – 0,3-0,4 толщины изделия, но не более 12 мм.;
- глубина вкручивания – 1,5 диаметра шпильки, но не более половины толщины изделия;
- высота выступающей части шпильки – 0,75-1,2 диаметра.
После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.
2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
Сварка обычными электродами
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой.
Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны.
Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Внимание! Сварка чугуна не предназначенными для этого электродами возможна, но мы не рекомендуем применять ее в сколько-нибудь ответственных соединениях! Данную информацию приводим лишь для сварки с экспериментальными целями.
Сварка чугунными электродами
Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня.
[ads-pc-3][ads-mob-3]
Сварка неплавящимися электродами
Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Наиболее распространенным методом является аргонодуговая сварка (AC TIG). Чтобы работы прошли удачно, следует придерживаться нескольких правил:
- тщательная очистка поверхности от мусора и загрязнений;
- заготовку нужно зафиксировать в нескольких точках;
- рекомендуется использовать небольшой предварительный нагрев изделия, для этого можно использовать подручные средства. Следует помнить, что наличие или отсутствие нагрева зависит от вида свариваемого чугуна;
- присадка подается под углом в 20-30 градусов;
- необходимо использовать небольшие величины тока;
- соединение следует проводит поэтапно: исполнитель варит небольшой отрезок в 2-3 см. и проковывает наплавленный металл, чтобы
- избежать остаточного напряжения. Проковка производится небольшим молотком, вес которого не превышает 1,2 кг.,боек – закругленного типа.
- охлаждение детали после сварки осуществляется постепенно.
Данный способ является неосновным при соединении чугунных изделий. Это обусловлено определенными сложностями, возникающими в процессе работы, а также повышенным уровнем трудовых и финансовых затрат.
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
Предупреждение!
Сварка чугуна в домашних условиях с использованием электрода
Методы работы с чугуном имеют свои особенности. Они имеют ряд свойств, в отличных от стали. Сварка чугуна электродом может вызывать некоторые сложности у начинающего мастера или самоучки. Как варить чугун электросваркой – узнаете из этой статьи.
Особенности материала
Чугун является смесью железа с углеродом. Выделяют несколько видов чугуна с примесями:
- Серый (1,9% — 2,5% кремния, 3,2% — 3,5 % углерода, присутствуют еще марганец, фосфор и сера) – пластичный и вязкий, обрабатывается резкой, используется в художественном литье;
- белый (2,14% — 6,67% углерода) – хрупкий, но твердый, в дальнейшем переплавляется на сталь;
- ковкий (2,4% -3,0% углерода) – получают из белого чугуна с помощью нагрева;
- высокопрочный (3,2% — 3,8% углерода) – получают при помощи добавки магния, свойства этого материала близки к свойствам углеродистых сталей.
Сложность обработки чугуна заключается в следующем:
- на поверхности образовываются микротрещины и поры, что влияет на прочность сплава;
- появляются каленые образования;
- инструмент для резки металла стремительно затупляется;
- тонкий слой материала рассыпается под воздействием высокой температуры.
Для сварки используется серый чугун.
Технология сварки
Специалисты выделяют 3 технологии электросварки:
- холодная;
- полугорячая;
- горячая.
При наплавке шва мастер должен учитывать следующие моменты.
- Не стоит быстро охлаждать поверхность детали. При выполнении мастером стыковки совместно со сталью продлевается интервал охлаждения последней. Для этого посыпают поверхность детали углем или сухим песком. Быстрое уменьшение температуры чревато возникновением трещин.
- Жидкому состоянию чугуна свойственна текучесть. Это следует учитывать во время работы.
- При сварке TIG необходимо обеспечивать плотный шов. Сложным считается электросварка двух неоднородных металлов. При проведении действий стоит учитывать свойства всех задействованных материалов.
Профессиональные сварщики строго выполняют технологию сварки чугуна электродами. Они ознакомлены со всеми документами, в которых описан процесс и алгоритм работы с чугуном и другими металлами. Перед ними не стоит вопрос о том, как заварить чугун.
Для инвертора (источник тока) используются электроды. Их можно приобрести или создать самостоятельно.
Характерные свойства реконструкции чугунных деталей электросваркой состоят из следующих моментов:
- Подготовка поверхности – удаление недостатков. Это делается вручную или механически. Если повреждения находятся на расстоянии больше 20 мм друг от друга, их удаляют отдельно. При нахождении ближе их стоит удалить вместе.
- Важно правильно определить состав металла, от этого зависит спектр всех работ. Опытный сварщик выявляет, насколько материал устойчив к тепловому воздействию. Серый чугун поддается к обработке лучше, дополнительные меры предпринимаются при потемнении металла. Черный хуже всех поддается электросварке. Если материал промаслен, то вопрос «как сваривать чугун» отпадает. Это становится невозможным. Ковкий чугун разогревается перед произведением действий над ним, другие варианты не приведут к желаемому результату.
- Для поддержания качественной сцепки шва в некоторых случаях применяются стальные шпильки: в обрабатываемую поверхность вставляется их необходимое количество. Они помогают усилить сварной шов, снизить долю углерода в материале шва. Объем графита в электроде стоит контролировать самостоятельно.
- При проведении сварочных манипуляций необходимо, чтобы немного расплавленного материала находилось в сварной ванне. При осуществлении задачи его равномерно перемешивают.
- Для сварки могут пригодиться присадочные прутки из чугуна.
- При завершении деталь покрывается слоем песка или измельченного угля, чтобы предотвратить быстрое остывание. Качество проверяется визуально. На шве не должно остаться непровареных мест. Если выявлены неточности, прожоги и трещины, поверхность зачищается, действия выполняются повторно. При соединении чугуна с другими металлами накладывается двойной шов.
Допускается использование детали после охлаждения.
Электроды для сварки
При совершении действий над сплавами возникают вопросы: можно ли варить их, как сочетать различные металлы. Опытные мастера знают, как варить чугун так, чтобы деталь прослужила долго.
В процессе электросварки обычным электродом сгорает углерод сплаве, поэтому часто в электрод дополнительно добавляется графит. Широкое распространение получили материалы, которые содержат никель и медь. Использование такого рода материалов оправдано их свойствами.
- Никель растворяется в железе. Образовавшийся шов не закаляется, получается податливым для последующей обработки.
- Медь не растворяется в железе, а образует очень прочный шов. Мастера специально выбирают этот вид, чтобы добиться высокой прочности.
Современный рынок предлагает десяток различных электродов, которые имеют уникальные свойства. Они употребляются в подходящих ситуациях.
Распространенные марки электродов:
Последний вид помогает получить добротный шов. Он используется для холодной и горячей сварки.
Первый вариант хорошо зарекомендовал себя при использовании во время холодной сварки, а также для соединения швом чугуна и стали.
Электрод в своем составе может иметь такие вещества, как:
- ферросицилий;
- термит;
- мрамор;
- алюминий;
- жидкое стекло;
- титановый порошок.
Вместо электрода иногда применяется присадочная проволока. Она имеет графитовый стержень.
Резка
Выделяют 2 вида резки чугуна – термический или механический. Рассмотрим несколько способов:
- резка с помощью болгарки является простым методом;
- при необходимости разрезать трубы используют труборезы;
- сабельная пила;
- резка при помощи электрода;
- газокислородная резка;
- плазменная резка.
Вариантов много, в домашних условиях чаще всего используется болгарка.
Меры безопасности
Важно заботиться о сохранности своего здоровья во время взаимодействия с металлами и электрическими приборами. Перечислим важные моменты:
- работа должна проводится в помещении, которое освещается и проветривается;
- аппарат для электросварки должен быть заземлен;
- нельзя резко охлаждать материал, поэтому нужно защищать его от попадания влаги;
- используйте личные средства защиты: перчатки, очки и специальная одежда.
Для улучшенного восприятия информации стоит посмотреть видео.
[Всего : 0 Средний: 0/5]
- Около сварных стыков трубопроводов, металлокаркасов, газового оборудования и т.д. нередко можно увидеть вытисненные буквы и цифры….
- Перед тем как сдать экзамены НАКС, начинающему сварщику стоит узнать, какие же виды аттестации существуют. От…
- Специалисты сварочного производства, имеющие небольшой стаж, рано или поздно могут столкнуться с необходимостью получить удостоверение НАКС….
Сварка чугуна в домашних условиях инвертором: технология и маркировка электродов

Выполнение сварочных работ с металлом не вызывает особых трудностей. А вот когда дело касается сварки чугуна, то с этой задачей может справиться не каждый, особенно если за дело берется любитель.
В данном случае необходимо строго соблюдать технологию подготовки и сварки, иначе материал можно перепалить, что сделает его хрупким или приведет к другим проблемам. Давайте рассмотрим процесс сварки более подробно.
Технология сварки электродами
Сварка чугуна полуавтоматом выполняется в соответствии с маркой материала, его размерами и наличием дефектов. Марка электрода для сварки чугуна выбирается по-разному в каждом конкретном случае.
Например, если используется холодная или горячая сварка чугуна, то выбирают электроды ЦЧ-4. Они используются как подготовка чугуна к сварке и позволяют наплавить 1-2 слоя на изношенную часть детали для последующей наплавки специальными стержнями.
ОЗЧ-2 наиболее часто применяются в ремонте тонкостенных конструкций. Они позволяют заварить чугун, чтобы убрать дефекты литья. МНЧ-2 также используется для устранения дефектов литья.
Сварка чугуна в домашних условиях – задача посильная каждому человеку. Тем не менее важно соблюдать некоторые рекомендации. Также потребуется наличие определенных навыков у того, кто выполняет работу. Если подобная процедура осуществляется впервые, тогда она может получиться не сразу.
При производстве чугуна выдерживается температура на уровне 1200°C – 1500°C. В связи с этим высокотемпературная обработка этого материала не представляется возможной, а его свойства определяются содержанием углерода.
Подогрев при сварке чугуна.
В каждом из отмеченных способов технологии сварки чугуна следует руководствоваться следующими правилами:
- Быстро охлаждать поверхность изделия строго запрещено.
Если необходимо деталь приварить к металлу, тогда увеличить продолжительность остывания последнего можно, засыпав его песком. - В жидком состоянии металл становится текучим, поэтому необходимо применять подформовку.
- Сварка чугуна ТИГ методом сопряжена с рядом трудностей.
В частности должно быть обеспечено прочное прилегание шва. К наиболее трудоемким операциям следует отнести процесс соединения неоднородных изделий. В связи с эти в работе следует учитывать параметры каждой детали.
Если необходимо сделать сварку с помощью сварочного аппарата, обычно используются определенные марки электродов, доступные к покупке в строительных магазинах. Также существует и альтернатива стержням в виде сварочной проволоки.
Проволока для сварки чугуна с графитовым стержнем позволяет формировать достаточно надежное соединение.
В независимости от метода, будь то технология сварки аргоном с использованием полуавтомата или ручная дуговая сварка, необходимо придерживаться следующей последовательности действий:
- подготовить поверхность чугунной детали, удалив с нее дефекты механическим или ручным способом;
- определить марку материала;
- использовать способ, позволяющий обеспечить наилучшее соединение, например, в некоторых случаях можно применять металлические шпильки;
- сварочные работы: данный материал можно варить с применением аргонодуговой сварки, но для этого следует соблюдать некоторые условия;
- после завершения работы детали засыпаются песком или другим материалом, не позволяющим изделию быстро остывать.
Если с первым пунктом, указанного выше перечня, все понятно, то второй следует рассмотреть подробнее. Дело в том, что подготовка включает в себя не только механическую обработку, но и определение всех возможных процедур, которые предстоит выполнить в работе.
Сначала рабочий визуально осматривает изделие и по срезу определяет стойкость к термическому воздействию. Исходя из такого визуального осмотра выбираются режимы сварки.
Что касается формирования надежного соединения, то тут можно применить метод с использованием шпилек. Суть отмеченной технологии заключается в том, что в деталь предварительно устанавливаются шпильки, укрепляющие ее.
Схема наплавки при сварке чугуна.Далее во время работы важно выполнять следующее условие: в сварочной ванне следует постоянно поддерживать небольшое количество расплавленного материала, а также его равномерное перемешивание в процессе работы.
Также в процессе формирования соединения часто используют присадки. Может понадобиться применение смеси, состоящей из азотнокислого натрия, соды и технической буры.
Если следовать простым правилам, то дуговая сварка не доставит много проблем и, при наличии определенных навыков, будет достаточно проста. Главное правильно выбирать варящие электроды. В некоторых случая стоит отдать предпочтение стержням марки РДС, а в некоторых – ЭСАБ.
Стоит помнить о том, что электросварка наиболее эффективна не только при правильном выборе электродов для чугуна, но и правильном определении марки материала. При наличии должных навыков сваривание и починка радиатора чугунной батареи не будет вызывать никаких проблем.
Как правильно сваривать чугунные детали?
Холодная сварка чугуна – это метод формирования соединения на материале без подогрева. Сварка чугуна аргоном по данной технологии осуществляется в случаях отсутствия возможности выполнения предварительного прогрева деталей.
Влияние режима электрошлаковой сварки на размеры проплавления чугуна.
Причиной возникновения подобной ситуации может быть, например, слишком большой размер изделия или же специфическая форма детали.
Осуществляется сварка чугуна электродом с верхним слоем из стали с низким содержанием углерода. Также нередко используются электроды из нержавейки или медные электроды.
При выполнении сварки чугуна электродом в домашних условиях следует иметь ввиду, что применение стержня без покрытия не позволит достичь высокого качества соединения.
Это связано с неоднородным составом наплавленного металла, а именно, в процессе соединения нижние слои будут обогащаться углеродом и станут близки к чугуну, а верхние, наоборот, станут низкоуглеродистыми и более близкими к металлу.
Не стоит забывать и об усадке чугуна и стали, так как она у данных материалов сильно различается, поэтому не стоит допускать слишком больших объемов наплавленного материала.
Чем резать?
Необходимость выполнения подобной процедуры чаще всего связана с демонтажем чугунных труб, батарей отопления и других коммуникаций. На первый взгляд может показаться, что выполнение данной работы не вызовет много труда. Тем не менее в Советском Союзе трубы соединяли добротно, поэтому резать их не так уж и просто.
Аргонная сварка чугуна позволяет формировать надежные соединения этого вещества со многими другими. Например, это может быть сварка чугуна со сталью или алюминием. В любом случае разобрать заваренную конструкцию не просто.
Тут главное правильно выбрать способ резки. Можно использовать хорошо знакомые инструменты, такие как труборез, зубило, лобзик, газовые резаки и так далее.
Каждый приведенный метод обладает своими достоинствами и недостатками. Например, в некоторых случаях можно спокойно обойтись обычным молотком и зубилом. Особенно если технология сварки чугуна была нарушена и сформированное соединение оказалось слабым.В других случаях лучше использовать более продуктивные механические, а не ручные, инструменты, для которых электродуговая сварка чугуна – не помеха.
Разделка кромок
После того, как были выбраны электроды по чугуну, необходимо подготовить кромки детали к свариванию. В первую очередь следует позаботиться о чистоте поверхности изделия, о чем уже упоминалось ранее.
Далее, перед тем, как варить чугун электросваркой, следует разделать кромки. Особенно это касается ремонта различных приспособлений. В таких случаях разделка дефектных мест крайне необходима. Она осуществляется с одной или с двух сторон в Х-образной форме.
Сварка стали с чугуном будет более надежной, если перед началом работы сделать наплавку на кромку последнего никелевой присадки. Это позволит сформировать так называемый переходной слой, который положительно скажется на качестве шва.
Конечно же, маркировка электродов по чугуну в данном случае будет отличаться. Подходящими вариантами для соединения со сталью будут стрежни марок ЦЧ-4, ОЗЧ-2.
Марки электродов для сварки
Маркировка электродов по чугуну включает в себя следующие самые распространенные варианты: МНЧ-2, ЦЧ-4, ОЗЧ-2, ОЗЖН. Существуют и другие обозначения, например, т590. Эта марка электрода по чугуну также способна обеспечить качественное соединение.
Электроды для сварки чугуна выбираются в зависимости от решаемой задачи. Например, уже упоминалось о том, что соединение со сталью лучше осуществлять с помощью ЦЧ-4.
Стоит отметить, что не только сварочные электроды для чугуна дают наилучший результат. Приемлемого качества можно добиться и с использованием УОНИ-13/55.Тем не менее сварка чугуна инвертором данными стержнями требует определённой осторожности, так как чрезмерный нагрев может привести к формированию трещин в области термического воздействия.
Итоги
Сварка изделий из чугуна может стать проблемой для любого новичка. Тем не менее достаточно следовать нескольким несложным правилам и соблюдать технологию рабочего процесса, и тогда сваренное соединение будет обладать хорошим качеством и надежностью.
Сварка чугуна в домашних условиях электродом и способы сварки

Сварка чугуна в домашних условиях – электроды, способы сварки
Чугун — это сплав железа с углеродом, содержащий большое количество различных примесей. Изделия из чугуна пользуются широким спросом, как в промышленной области, так и в быту.
Именно активное использование чугуна последние 50 лет, привело к тому, что все чаще возникает необходимость что-то ремонтировать. При этом сварка чугуна остаётся одним из самых практичных способов привести изделие в работоспособное состояние.
Чтобы варить чугун в домашних условиях потребуется инвертор и специальные электроды по чугуну. Ранее на сайте mmasvarka.ru уже рассказывалось, как их сделать кустарным способом с использованием обычной медной проволоки. Поэтому в данной статье будут освещены вопросы касательно различных нюансов сварки чугуна, поскольку данная работа сильно отличается от работ, связанных со сваркой стали.
Основные сложности при сваривании чугуна
Чугун обладает гораздо большей текучестью, чем у стали, поэтому варить различные изделия из чугуна в домашних условиях, рекомендуется только в нижнем положении. Если сильно перегреть чугун во время сварки, то это приведёт к образованию больших пор и напряжения в сварочном шве. Поэтому не рекомендуется сильно перегревать чугун и подвергать его быстрому остыванию.
Основные дефекты при сварке чугуна связаны именно с неравномерным нагреванием и охлаждением свариваемых изделий. Появление трещин при этом, самый сложный дефект, от которого очень трудно избавиться в дальнейшем. Кроме того, при сварке чугуна очень важно осуществлять правильную подготовку материалов.
Подготовка чугуна к сварке
Чтобы получить качественное сварное соединение, поверхность чугуна перед сваркой должным образом подготавливается. Во-первых, её нужно очистить от любых загрязнений, после чего обезжирить, например, ацетоном или растворителем.
Если необходимо варить тонкий чугун, то обязательно следует предусмотреть специальные теплоотводящие подкладки под места сварки. Обязательным условием при сварке чугуна, является и разделка кромок изделий. Для этих целей ещё перед свариванием, их кромки обрабатываются напильником или УШМ с диском по металлу.
В том случае, когда нужно заварить трещину в чугуне, то она обязательно засверливается по краям, после чего, как и с кромками, разделывается по всей своей длине. Некоторые сварщики сначала вырезают трещины, после чего засверливают края, чтобы не допустить их дальнейшего распространения.
В зависимости от выбранного способа сварки чугуна, а их бывает всего лишь три (горячий, полугорячий и холодный метод), требуется нагрев изделия. Рассмотрим более подробно технологический процесс сваривания чугунных изделий в домашних условиях.
Способы сварки чугуна
Существует три способа сварки чугуна:
Горячий способ — требует нагревания чугунных изделий перед соединением до температуры не менее 600°С.
Полугорячий способ — мало чем отличается от горячего способа сварки чугуна, за исключением температуры, которая почти что вполовину ниже (300-350°С).
Холодный способ — осуществляется штучным электродом без предварительного прогрева чугунных заготовок. Сварка чугуна в домашних условиях осуществляется как раз данным методом соединения.
Сварка чугуна электродом
Для сварки чугуна в домашних условиях потребуется инвертор и электроды со специальным стержнем. В составе электродов по чугуну содержится медь и никель. Ну а о том, как сделать самодельные электроды для чугуна уже рассказывалось в прошлых выпусках сайта.
Самыми популярными заводскими электродами для сваривания чугуна, являются:
- Электроды ОЗЖН-1, ОЗЧ-2, а также ОЗЧ-3, ОЗЧ-4, ОЗЧ-6;
- Электроды МНЧ-2;
- Электроды ЦЧ-4.
При этом очень важно выбрать правильный режим сварки для всех вышеперечисленных марок электродов. Для электродов ЦЧ-4 (3 мм), сила тока должна быть выставлена на инверторе в пределах 70А. Для электродов ОЗЧ-2, порядка 90А. Для электродов ОЗЖН-1 диаметром в 3 мм, примерно 100А, а для электродов МНЧ-2 такого же самого диаметра, силу тока на инверторе следует выставлять в районе 90А.
Технологические особенности сварки чугуна заключаются вот в чем:
- Варить чугун нужно короткими швами, длиной не более 5 см;
- Следует избегать сильного перегрева чугунных изделий при сварке. Поэтому помимо сварки коротким швом, следует давать заготовкам достаточное количество времени на охлаждение;
- При сварке чугуна электродом, инвертор следует переключать в обратную полярность.
Если придерживаться всех вышеперечисленных правил, то можно будет варить чугун в домашних условиях, без особых трудностей.
Еще статьи про сварку:
- Непровар сварного шва — что это такое и как его избежать
- Первая помощь при ожоге глаз сваркой
- Сварка инвертором для начинающих и азы электросварки
Технология и особенности сварки чугуна: выбор оборудования

Чугун — сплав железа с углеродом, отличается от сталей содержанием последнего (более 2,14%), а также особенностями кристаллической структуры.
Первоначально, являлся побочным продуктом получения стали, точнее — отходами. Его даже называли «свинским железом».
Со временем, благодаря температуре плавления на 300ºС меньшей чем железа, материал начали использовать для литья. И сегодня чугун важная составляющая современной промышленности. Его используют станкостроители, автомобильная промышленность. Применяют в строительстве, бытовых изделиях.
Виды чугуна и особенности сварки изделий
Чтобы разобраться, как сварить чугун, решить возникающие при этом сложности, нужно знать, что он собой представляет, чем отличается от стали.
Существует два основных вида этого металла:
Первый отличается хрупкостью, которую придают ему включения цементита — карбида железа (Fe3C). Он же дал чугунам этого типа название, окрашивая излом металла белым или светло-серым цветом.
Используют их для переделки на сталь (передельный), получения ковкого чугуна.
Серый получил название от излома темно-серого цвета, с блесками, который придает графит. Возможность получать материал разной степени прочности и пластичности, высокие литьевые качества, сделала его основным сырьем промышленных изделий.
Одновременно, текучесть усложняет сварку чугунных деталей. Металл стремиться вылиться, не образуя шва. Помимо этого, температура дуги приводит к появлению тугоплавких окислов. Графит на стыке выгорает, образуя поры.
На этом проблемы того, как сварить чугун электросваркой не заканчиваются.
При снижении температуры от 750ºС, графит соединяется с железом, образуя цементит. При этом шов из серого становится белым и хрупким.
Методы
Несмотря на сложность процесса, сварка чугунных изделий возможна и распространена. При этом, чаще всего выполняется сварка чугуна с чугуном. К примеру, при монтаже канализационных труб.
Различают две основных технологии:
Отличается предварительным нагревом деталей нагревают. Это делают индукционными и газовыми печами. Для небольших изделий используют горны, газовую горелку, паяльную лампу.
После того, как детали удалось приварить, охлаждают изделие не сразу, выдерживая материал иногда до трех – шести суток.
Сваривание предварительно раскаленного металла позволяет избежать локальных напряжений, перекаливания шва. Процесс технологически сложен, занимает много времени, требует дополнительного оборудования.
Это метод дает менее прочный шов, но быстрее и проще. Используют для холодного метода как газовую, так электросварку. Разумеется, понятие «холодная» достаточно условно. Температуры создаваемые при этом методе ничуть не меньше.
Способ позволяет как варить чугун электросваркой в домашних условиях, так применять его в самых неприспособленных для этого местах: трюмах кораблей, моторных отсеках тяжелой техники и т.п.Используют его для соединения не ответственных деталей, ремонта небольших повреждений.
Подготовка деталей
Прежде чем перейти к сварке, детали необходимом зачистить до блеска. Выполняют это ручными или механическими щетками со стальным ворсом.
Края трещины, либо соединяемых деталей разделывают, снимая фаску под углом 40-45 градусов, на глубину 0,5-0,7 от их толщины. Трещины прорезают на всю глубину, для полного провара.
Соединяемые края не должны быть острыми. Каверны и раковины рассверливают на всю глубину повреждения.
Чтобы предотвратить дальнейшее распространение трещины, ликвидировать места возникновения напряжений поступают следующим образом.
От места, где разлом заканчивается, отступают 6-7 мм, по направлению его развития и сверлят сквозное отверстие. Сверло используют диаметром порядка 4 мм.
Процесс
После того, как все для сварки чугуна готово, приступают к самой сварке. Работы как по горячей, так холодной технологии производят:
Зона шва, или сплавления деталей наиболее «капризная» часть соединения. Распространенный дефект при этом отслаивание наплавленного материала. Избежать его помогает методика сварки по шпилькам.
Их завинчивают в отверстия с нарезанной метрической резьбой. Количество зависит от размера деталей. Правильный диаметр принимается по специальным таблицам.
Сварка ведется инверторными аппаратами, в том числе полуавтоматическими. Последние, за счет охлаждающего эффекта углекислоты дают качественное соединение
При сварке сначала обваривается каждая шпилька, затем заполняются пространство между ними.Подобным способом удается справиться даже со столь сложной задачей, как заварка чугунного блока двигателя электросваркой.
Газовая
Нагрев газовой горелкой выполняют медленно для того, чтобы при доведении стыка до жидкого состояния графит успел растворится в жидкой ванне. Его выгорание и выдувание приведет к отбеливанию, а значит повышения хрупкости стыка.
Горелку держат на большем расстоянии, чем при сварке сталей, чтобы получить равномерный прогрев по возможности большей поверхности.
Для поглощения выделяющейся окиси углерода (угарный газ) используют специальные флюсы. Самый простой — плавленая бура (гидрат тетрабората натрия).
Для присадки используют сварочные прутки из чугуна. По мере расплавления их вводят в свариваемую зону, распределяя колебательными или спиральными движениями.
При работе с легированными чугунами, в состав присадок вводят аналогичные добавки (из простых — нержавейка).
Холодная
Поскольку при холодной сварке неизбежно отбеливание металла в месте стыка, качественное соединение, аналогичное горячему способу, получить нельзя. Тем не менее, ряд методов дает прочность достаточную для большинства случаев.
Чтобы решить задачу как заварить чугун обычным электродом в домашних условиях, воспользуйтесь простым способом. Намотайте на его стержень медную проволоку, толщиной не менее миллиметра, виток к витку. После чего варите на минимально возможном токе.
Прочность подобного стыка невысока, поэтому на производстве используют специальные электроды.
Они представляют собой стержень, имеющий покрытие из двух или трех слоев. Первый состоит из легирующих добавок, графита, различных присадок. Второй и третий содержат флюсы, обеспечивающие защитное газообразование, а также шлаковое покрытие.
При соединения полуавтоматами используют проволоку, создающую шов с высоким содержанием серого чугуна. Защитная среда образуется подачей углекислоты.
Горячая и полугорячая
Способ включает в себя три стадии:
- Нагрев свариваемых деталей и заготовок до температуры 600÷650ºС.
- Сварку с использованием специальных электродов.
- Постепенное охлаждение готового изделия.
Там, где горячая сварка является частью промышленной технологии (к примеру, изготовление сварных картеров двигателей), нагрев выполняют в специальных тоннельных печах.
Чтобы заготовки не остывали, их укрывают специальными асбестовыми полотнами.
Работу ведут на большом токе, не прерываясь. При работе с крупногабаритными изделиями сварщики сменяют друг друга.
Одним из вариантов является сварка угольным электродом, в том числе автоматическая. Присадка вводится порошковой проволокой, куда включены все необходимые легирующие добавки и флюсы.
Методом горячей сварки удается получить соединения по прочности равноценные цельному металлу.
Полугорячий вид соединения считают промежуточным между горячей и холодной. Детали нагревают, но до температуры всего 300÷350ºС. При этом, уменьшаются напряжения металла,
Многослойная
Сварку чугуна можно вести электродами для обычных углеродистых сталей, укладывая металл в несколько слоев. Первый благодаря быстрому охлаждению окажется наиболее хрупким и твердым.
Во втором, количество основного металла еще более снизится. При этом закалка его будет по-прежнему давать высокий риск трещинообразования.
В третьем и последующих слоях содержание углерода будет снижаться, а пластичность возрастать.При этом прочность шва невелика и рекомендовать подобный метод можно для соединений носящих скорее декоративных характер.
Электроды и проволока
Метало-порошковая проволока представляет собой слой флюса, «обернутого» в металл. Различные ее типы применяют как для горячего, так и для холодного процесса. Обозначается она аббревиатурой ППЧ-1 (проволока порошковая для чугуна), ППЧ-2 и т.д.
Для сваривания деталей с помощью полуавтоматов используют проволоку типа ESAB OK Nicore 55. Работать ей можно лишь в аргоновой среде. Применяется для ковких и высокопрочных чугунов, позволяя получить прочный, легкообрабатываемый шов.
Для электродной сварки используют электроды типа ЦЧ-4 со стержнем из низкоуглеродистой проволоки и покрытием из шлакообразующей смеси флюса. Кроме них существуют и другие виды, в частности ОЗЧ, ОЗЖН и т.д.
Какими электродами варить чугун решают в каждом конкретном случае, в зависимости от условий, марки металла, необходимой прочности, и т.п.
Как делать шов?
Процесс сварки чугуна, в связи с его высокой текучестью производится как правило в нижнем положении свариваемых деталей. Исключение — использование специальных электродов.
Поэтому, при необходимости выполнения с нескольких сторон изделие приходится кантовать. Чтобы при этом не происходило разрушение уже выполненного шва, детали помещают в общий каркас, не дающий им сдвигаться.
При значительной толщине изделий, выполнить их соединение либо заварить трещину с одного раза невозможно. В таких случаях первый шов кладут непосредственно по разрезу. Затем, отступив вправо и влево, с промежутком укладывают еще два шва. После чего заполняют расстояние между ними.
Если стык не заполнен операцию повторяют, накладывая еще один слой, и так далее.
Чтобы снизить перегрев деталей, шов по чугуну ведут отдельными отрезками.
Техника безопасности
Безопасность производства при сварке чугунных изделий регламентируется общими «Правилами по охране труда при выполнении газосварочных и электросварочных работ».
В частности, место проведения работ должно быть оборудовано устройством по удалению продуктов сгорания.
Кроме того, при выделении при значительного количество опасных газов работа производится с использованием шлангового противогаза.