Технология производства тротуарной плитки вибропрессованием
Изготовление тротуарной брусчатки как бизнес

Материалы по теме:
10 вариантов бизнеса на тротуарной плитке
Производство тротуарной плитки
Изготовление резиновой плитки и брусчатки из резиновой крошки
Актуальность бизнеса
В организации городского благоустройства на смену асфальту пришел новый, более удобный и эстетичный вариант – брусчатка. Это популярный строительный материал для создания красивого дорожного покрытия.
Сфера применения очень широка – от оформления торговых и административных зданий до детских площадок, коттеджей и частных дворов. Еще сотни тысяч дворов и тротуаров требуют более прочного и надежного покрытия.
И если для оформления городской инфраструктуры власти сотрудничают с крупными подрядчиками, частные лица выбирают малые предприятия. Организовав даже небольшое производство, можно быстро окупить затраты и построить надежный стабильный бизнес.
Разработка концепции
Так как брусчатка – популярный и востребованный материал, функционирует много предприятий по его производству. В некоторых городах данная ниша практически заполнена. Перед началом организации для построения стратегии важно оценить емкость рынка, проанализировать деятельность конкурентов. Для этого нужно сделать следующие шаги:
- Оценка работы конкурентных организаций – в каких объемах они производят брусчатку, по какой цене реализуют продукцию, существуют ли сопутствующие услуги?
- Определение потенциальных покупателей – строящиеся объекты, частный сектор, ремонтные бригады.
- Поиск поставщиков сырья.
- Примерные расчеты рентабельности и сроков окупаемости.
Если мониторинг рынка покажет большую насыщенность, не спешите вкладывать большие инвестиции. Бизнесмену без опыта в данной сфере лучше не идти на большой риск и докупать дополнительную технику и производственные мощности по мере поступления новых заказов.
Финансовая часть
Примерные стартовые расходы на организацию бизнеса:
- подготовка помещения – 20 тыс. руб.;
- покупка и монтаж оборудования – 500 тыс. руб.;
- регистрация бизнеса, получение сертификатов – 10 тыс. руб.;
Итого – 530 тыс. руб.
Постоянные затраты (в месяц):
- арендные платежи – 20 тыс. руб.;
- фонд заработной платы (3 работника) – 60 тыс. руб.;
- коммунальные и налоговые платежи – 15 тыс. руб.;
- маркетинг – 5 тыс. руб.
Ежемесячные расходы составят 100 тыс. руб.
Приведенная в статье информация является лишь кратким введением в суть бизнеса. Если вы решите перейти к реализации, тогда вам нужно скачать профессиональный бизнес-план производства тротуарной плитки с подробными расчетами:
СКАЧАТЬ
Расчет рентабельности
Для производства 1 м² брусчатки потребуется:
- цемент – 90 руб.;
- песочно-гранитная смесь – 40 руб.;
- пластификатор бетона, красители – 30 руб.
Себестоимость составит 160 руб./ м².
Если работать по 8 часов в день с двумя выходными за смену можно производить 400 м² продукции. Стоимость брусчатки варьируется в пределах 700 руб./ м².
При стопроцентной реализации размер выручки составит 280000 рублей (700 руб. х 400 м²). Чистая прибыль: 280000 руб. – (160 руб. х 400 м²) – 100000 руб. = 116000 руб. Срок окупаемости проекта составит 5-6 месяцев.
Технология изготовления
Существует два вида технологии производства брусчатки – вибролитье и вибропрессование. Рассмотрим каждый из них детальнее.
Для вибролитья нужно приобрести вибростол, что состоит из автоматической линии с пневмотранспортером. Процесс производства:
- смазывание форм;
- приготовленная смесь заливается в формы, что размещаются на вибростоле;
- формы выдерживаются на вибрирующем столе некоторое время;
- формы размещают в сухом теплом помещении на 12 часов;
- полученную плитку аккуратно выбивают из форм.
Производство брусчатки вибропрессованием:
- приготовление бетонной смеси в смесителе;
- пневмотранспортер подает смесь в вибропресс;
- поставленное вещество проходит этап прессования и формируется в блоки;
- блоки перемещаются на поддоны, где формируются готовые изделия в течение 12 часов;
- упаковка плитки.
На сегодня более распространенным методом является вибропрессование. Он дает возможность получить более прочный материал, минимизировав ручной труд. Метод основан на использовании автоматизированной линии, где работники просто засыпают все необходимые компоненты.
Сырьевая база
Срок эксплуатации тротуарной плитки составляет более 25 лет. Изготовление брусчатки происходит в соответствии с ГОСТом «Тротуарные бетонные плиты». Для получения качественного морозостойкого материала нужно выбирать правильное соотношение компонентов и соблюдать технологию.
Состав брусчатки (на 30 м²):
- 800 кг цемента;
- 2500 кг песочно-гранитной смеси;
- 2,3 кг пластификаторы бетона;
- пигменты, красители.
Персонал
Для производства 30 м² брусчатки за смену необходимо 3 рабочих. От них требуется только внимание, аккуратность и трудоспособность, никаких особенных навыков и знаний. Их основные функции:
- соблюдение соотношения ингредиентов;
- замешивание смеси;
- отправка на прессовочный стол;
- передача в сушильную комнату;
- упаковка;
- складирование.
При увеличении заказов можно нанять дополнительных рабочих.
Регистрация документов
Для оформления разрешительной документации достаточно зарегистрироваться в качестве индивидуального предпринимателя. Если намечается крупный масштабный проект или же вы являетесь соучредителем, лучше выбрать общество с ограниченно ответственностью как организационно-правовая форма.
Данная деятельность не требует оформления ни лицензии, ни обязательной сертификации. Но желательно включить в бизнес план производство брусчатки затраты на получение сертификата.
Проведение такой экспертизы не займет много времени, будет стоить 6-18 тыс. руб. В результате покупатель будет уверен в качестве и надежности приобретаемой продукции.
Перечень документов, необходимых для работы предприятия:
- Документ, подтверждающий личность и местожительства предпринимателя;
- Идентификационный код;
- Свидетельство о регистрации ИП (или ООО);
- Выписка из ЕГРИП (ЕГРЮЛ для ООО);
- Сертификат соответствия товара ГОСТу.
Требования к помещению
Разместить цех по производству тротуарной плитки можно в любом удобном месте. Перенося мощности за город, вы экономите на аренде. Обязательные требования:
- площадь от 60 м²;
- зонирование помещения на производственный цех, место для сушки готовых изделий и складирования продукции.
- мощность напряжения – не меньше 380 Вт;
- допустимая температура в производственном цеху – 30-45°С;
- допустимая температура на складе – не меньше 15°С;
- система водоснабжения;
- трехфазная линия электроснабжения.
Как правило, частные лица предпочитают найти подрядчика, предоставляющие полный спектр услуг. Поэтому если вы наймете дополнительных рабочих для предоставления услуг по выкладке брусчатки, можно увеличить прибыль и избежать простоев.
Сбыт
Брусчатка – востребованный строительный материал. Потенциальными покупателями являются:
- частные лица;
- торговые точки строительных материалов;
- любые учреждения, что имеют прилегающую территорию.
Самый выгодный вариант – сотрудничество с оптовыми компаниями. Для этого предложите им хорошие условия и попытайтесь заключить долгосрочный контракт. Для сотрудничества с частными лицами необходима реклама:
- раздача листовок в местах с потенциальными клиентами;
- расклейка объявлений в коттеджных и дачных поселках, частных секторах;
- размещение информации в периодических зданиях и в интернете.
Самый эффективный и бесплатный метод – сарафанное радио. Если ваш покупатель останется довольным качеством и ценой, он обязательно порекомендует вашу компанию знакомым.
Оборудование
На современном рынке существует много различных вариантов. Недорогое неавтоматизированное оборудование для производства брусчатки предполагает ручной труд и изделия низкого качества.
В среднем полноценная линия будет стоить от 300 тыс. до 1 млн. рублей.
Комплект оборудования:
- бетономешалка;
- формы;
- гидравлическая рокла;
- станок вибропрессовочный;
- дозаторы;
- поддоны;
- упаковочный аппарат.
Возможность совмещения с другим видом бизнеса
Для того чтобы расширить производство и увеличить клиентскую базу можно диверсифицировать производство и перейти к изготовлению:
- полимерной плитки;
- 3D плитки;
- резиновой плитки;
- светящей плитки;
- плитки из пластика.
Своими руками
Заняться производством брусчатки можно в домашних условиях. В таком случае необходимо приобрести формы для заливки и стройматериалы. Все автоматизированные процедуры необходимо выполнять вручную. Объемы производства будут небольшими. Данный метод выгодно использовать для укладки плитки на своем участке или реализации знакомым.
Коммерческие предложения
Если вы являетесь производителем или поставщиком оборудования, экспертом или предоставляете франшизу в данной сфере, тогда напишите нам через страницу Контактов.
Ниже мы разместим информацию о вашем предложении и ваши контакты.
Сохраните статью в закладки. Пригодится;) → 08.09.2016
Внимание!
На странице публикуются только полезные для других отзывы, в которых указано что человек имел опыт в этом деле.
Заранее большое спасибо, если поделитесь с нашими читателями своим драгоценным опытом!:)
Этапы изготовления вибропрессованной тротуарной плитки

Технология производства тротуарной плитки вибропрессованием намного проще, нежели метод: вибролитье. Это происходит из-за того, что данный процесс требует намного меньшего участия человека – вся работа выполняется вибропрессом, который полностью управляется автоматически.
Работник только лишь засыпает в машину все необходимые материалы, а на конечном этапе производства забирает готовую плитку. Машины же могут иметь различия внешние, а также отличаться по техническим характеристикам, но сам процесс производства тротуарной плитки от этого не измениться.
Технология вибропрессования
Мелкоштучные изделия из бетона получается изготовлять благодаря технологии обьемного вибропрессования. Тем самым обеспечивая им разнообразную форму, толщину, цветовую палитру.
Плитки получаются в соответствии строгой геометрической форме и параллельной поверхности, тем самым обеспечивая продукции высокий уровень прочности и точности в обозначенных размерах.
При использовании в процессе работы данной техники, можно уменьшить до минимума влияния человеческого фактора, а также существенно увеличить темпы производства.
Вибропрессованием изделия можно производить не только на песчано-бетонной основе, но и также применять разные материалы, которые представляют собой отходы основного производства, такие как шлаки от топлива, осколки кирпича, деревянные опилки. Та тротуарная плитка, что изготавливается сегодня на профессиональной технике, прослужит более 16 лет. Подробнее о процессе можно узнать в видео интернет-сообществах, посвященных строительной тематике.Вибропресс
Есть два основных метода изготовления плитки из бетона:
- Вибропрессование низкосодержащих смесей жесткого типа;
- Вибролитье, где в процессе работы будут использованы пластифицирующие добавки.
Не важно, каким методом была изготовлена плитка, готовые бетонные изделия в обоих случаях будут низкопористые, так как процент воды в них минимален, и тем самым обеспечивая плотную укладку. Стоит сказать, что нельзя выделить какой-то один преимущественный метод изготовления. Для разных областей и условий применения плитки соответствуют и различные технологии.
Технологические особенности производства тротуарной плитки
Данный процесс – это укладка готовой бетонной смеси в специальную пресс-форму, что расположена на станине (деталь постоянно находится в процессе вибрации). Далее на бетон опускается пуансон и через определенное время давящими движениями полностью уплотняет смесь. Также в непрерывной вибрации работает и пуансон.
Как только основные детали поднимаются вверх – можно забирать уже готовые плитки. Данный метод очень высокой производительности и отличается тем, что может работать на полной автоматизации. Такая технология в работе помогает легко выпускать большие объемы продукции, ведь здесь не задействован ручной труд в большом количестве.
В сети интернет можно посмотреть множество информативных видео о том, как работает и как устроена данная машина.
Готовая тротуарная плитка из бетона
При помощи стационарных вибропрессов происходит плиточная формовка.
Так как в работе используются полусухие бетонные смеси, которые имеют пониженное водоцементное отношения, то готовые плитки обладают высокой прочностью, повышенным уровнем морозостойкости и низкий процент водопоглощения (менее пяти). Такие изделия имеют точные геометрические размеры и стабильные основные эксплуатационные параметры.
Основные детали машини – матрица и пуансон. На поверхность пуансона нанесен определенный рисунок, который в свою очередь будет отпечатан на тротуарной плитке, ее лицевой части. Задача матрицы – следить за тем, чтобы стенки изготавливаемого изделия формировались без дефектов. Плитки изготавливаются на специальных поддонах, которые сменяются и подаются на участки суши.
Тротуарная плитка, различные по форме бордюры и водоотливы – вся эта продукция изготавливается при помощи метода: вибролитье.
При покупке вибропресса стандартной комплектации, его стоит оснастить еще некоторыми деталями, ведь без них он будет неавтоматизированный и его уровень производимости будет крайне низким.
Подробнее о том, как автоматизировать вибропресс, можно узнать в обучающих видео на страничках строительных сайтов.
Основные мифы, относительно работы вибропресса в производстве
- Первое заблуждение: Ценовая политика данной машины очень высока и у предприятий малого бизнеса нет возможности его приобрести.
- Второе заблуждение: Высокая стоимость сменных деталей машины, и для того, чтобы идти в ногу со временем и выпускать новые плитки – нужно постоянно докупать и обновлять оснастки.
- Третий миф: Управление вибропрессом – дело сложное, к которому нужно привлекать только профессионалов с высокой квалификацией.
- Ошибка номер четыре: для того, чтобы переналадить машину на изготовление новых плиток необходимо нанимать обученных специалистов.
Модель вибропресса 800 мини
Но не стоит поддавать панике наперед, нужно подробно проанализировать процесс изготовления тротуарной плитки, и вскоре выяснится: все вышеперечисленные пункты – все лишь стереотипы, придуманные людьми, которые не понимают нюансов работы современных машин вибропрессования на небольших заводах, что специализируются на выпуске всеразличных строительных материалов. Также, в нижепредставленном видео можно найти подробную инструкцию о том, как своими руками сделать станок для выпуска бетонных изделий:
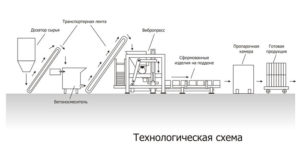
Поэтапная схема технологии производства тротуарной плитки
Данная схема будет рассмотрена на примере классической сборки вибропресса с рычажным типом управления. Данная машина оснащена вибраторами электромеханического типа с рычажными приводами подъема двигающихся деталей пресса. Специалисты условно разделяют процесс изготовления продукции на три основных этапа:
- Приготовление бетонной смеси
Для данного процесса необходим бетоносмеситель. Если изготовляются однослойные плитки, то одного будет достаточно, соответственно, двухслойные изделия требуют работы двух бетоносмесителей. Когда бетон уже приготовлен – смесь далее отправляется в матрицу пресса.
Далее в работу подключается необходимая деталь – пуансон, под действием виброимпульсов которого смесь уплотняется. Процесс выбропрессования не занимает больше 4-6 секунд.
Следующий шаг – двигающиеся детали при помощи рычажного управления поднимаются вверх, и на площадке с технологическим поддоном можно наблюдать отформированные плитки.
При необходимости процесс изготовления повторяется: поддон отправляется на сухой участок, а на его место сразу же загружается следующий.На участке суши бетонные плитки должны обязательно быть обработаны тепловлажным воздействием. Для этой цели как нельзя лучше подойдет водяной пар. Если площадь помещения позволяет, то плитки могут затвердевать на портландцементе, таким образом существенно снижая затраты на обработку изделий тепловым воздействием. Готовыми плитки будут по прошествии 8-9 часов.
Схема изготовления продукции на вибропрессе
Для того чтобы изготовление продукции не просто состоялось, а было качественным и быстрым, необходимо в своем арсенале иметь такой набор оборудования:
- Бетономешатель автоматического управления;
- Пресс-машина рычажного типа;
- Набор специальных поддонов (для того, чтобы на начальных этапах изготовительные работы были менее затратными, можно сделать данные поддоны своими руками, посмотрев обучающие видео в интернете).
Технология производства вибропрессованной тротуарной плитки, плюсы и минусы
› Изделия из Бетона › Тротуарная плитка
20.01.2019
Вибропрессованная тротуарная плитка – один из наиболее популярных и оптимальных вариантов оформления тротуаров, садовых дорожек и других участков придомовой территории.
Часто плитку используют для мощения городских площадей и улиц, где ежедневно проходит огромное число людей.
Это говорит о том, что материал способен выдерживать серьезные нагрузки и сохранять первоначальный внешний вид на протяжении многих лет.
Несмотря на то, что метод вибропрессования более сложный и требует немалых финансовых затрат, специального оборудования, высокое качество итогового материала полностью оправдывает все расходы и трудности. Прежде, чем сделать выбор в пользу вибропрессованного производства или материала, желательно изучить плюсы и минусы, особенности метода.
Способы производства тротуарной плитки
Стандартная тротуарная плитка производится с использованием двух основных методов – это вибролитье и вибропрессование.
Разница в способах заключается в воздействии на материал – в случае вибролитья готовая смесь формуется на вибростоле в формах из пластика и потом высыхает, вибропрессование предполагает еще и воздействие пресса (давления) на плитку, что обеспечивает большую прочность и плотность.
Вибролитье может стать прекрасным выбором для организации частного производства изделий – оборудование сравнительно недорогое, все можно делать самостоятельно, быстро и просто.
Для производства понадобятся вибростол, бетономешалка, формы из пластика и бетонная смесь, приготовленная из составляющих в определенной пропорции.
Но таким методом изготовить большие объемы материала не получится – максимум 100 метров тротуарной плитки за смену (обычно около 50-60).
Для изготовления вибропрессом понадобится купить дорогое оборудование, использовать полусухие смеси бетона. Формовка изделий осуществляется благодаря матрице и пуансону, воздействию вибропресса. Продукция создается на сменных поддонах, в них и сушится плитка.
Достоинства способа вибропрессования изделий
При условии соблюдения рецептуры смеси и всех важных этапов технология производства тротуарной плитки вибропрессованием более предпочтительна и дает возможность получать стойкие к морозу, высокой температуре, воде, износу плитки, которые соответствуют ГОСТу 17608-91.
Основные преимущества вибропрессования:
- Очень высокий показатель прочности плитки (М200-М400) при условии меньшего расхода цемента
- Получение плитки, стойкой к морозу – показатель находится в пределах Мрз 200-300 циклов
- Существенная экономия на модифицирующих добавках, пластификаторах
- Возможность сэкономить на оплате труда сотрудников (процесс на многих этапах автоматизирован)
- Возможность организовать масштабное производство, снизив общие расходы за счет двусменной работы и сокращения технологического цикла
- Наличие возможности дооснащать вибропресс разными устройствами и приспособлениями с целью получения разной плитки, увеличения производительности
- Получение изделий со строго обозначенными геометрическими формами, цветом, размером
- Шершавая поверхность плитки – благодаря чему ее можно класть на городских территориях, терминалах, складах, полосах торможения и разгона транспорта и т.д.
- Возможность обработки поверхности вибропрессованной плитки – материал допускает бучардирование, полировку, шлифовку
Оборудование и материалы
Вибропрессование тротуарной плитки в промышленных масштабах требует покупки серьезного оборудования. В первую очередь, это вибропресс, который используется для уплотнения смеси.
Вибропресс может отличаться по мощности, степени автоматизации, мобильности, быть с разными размерами формовочной площадки. Также понадобятся специальные формы из полиуретана, пластика, резины, силикона, формопласта и т.д.
В массовом производстве используют стальные формы.
Для организации процесса производства тротуарной плитки понадобятся бетономешалки для приготовления смеси, вибросита для просеивания сыпучих материалов, штабелеры для подъема и укладки форм с плиткой. Если производство осуществляется в холодное время года, понадобится обеспечить еще и источник тепла для быстрой и качественной сушки изделия.
Материалы для производства плитки:
- Цемент марки М500
- Крупный наполнитель – щебень мелкой фракции, отсев, галька или шлак
- Мелкий наполнитель – песок фракции 0.5-0.6 миллиметров
- Вода
- Пигмент – чтобы придать плитке нужный цвет
- Смазка для форм, что упрощает процесс работы
Технология производства
Вибропрессованная тротуарная плитка производится в соответствии с технологией под воздействием давления и вибрации. Метод автоматизирован, высокопроизводителен, позволяет делать плитку с нужными характеристиками (цвет, размер, вес изделия).
Процесс производства плитки:
- Приготовление бетонной смеси – в бетономешалке принудительного действия. Если слоев у плитки два, смеси для них готовятся в разных емкостях.
- Формовка – бетон заливается в поддон, прижимается матрицей вибропресса к площадке, потом пуансон опускается и запускается процесс вибрирования. В течение 3-5 секунд материал уплотняется под давлением и вибрацией, после чего паунсон и матрица поднимаются, поддон с изделиями снимается и отдается на сушку, вместо него устанавливается следующая форма.
- Сушка – изделия проходят обработку теплом и влагой (обычно водяным паром). Если же есть место для установки плиток, их могут сушить и без обработки теплом. Изделия снимают с поддонов, как только бетон достигает показателя прочности в 1.5-2 МПа, после чего поддоны можно использовать дальше. В среднем бетон твердеет в течение 6-7 часов.
Покупка качественной вибропрессованной плитки
При выборе плитки нужно учитывать несколько важных нюансов. Так, для мощения участков, которые будут испытывать постоянные нагрузки, лучше выбирать вибропрессованную плитку, которая с легкостью выдержит воздействие. Выбрать качественный материал поможет знание нескольких правил.
От чего зависит качество будущего тротуара
Качество покрытия тротуара или садовой дорожки также будет зависеть от правильности укладки плитки, надлежащей подготовки основания, соблюдения технологии мощения.
Правильно сделанный и уложенный материал прослужит десятилетия – так, настеленная когда-то в Москве брусчатка служит до сих пор, а материал и не думает разрушаться.
И если укладка плитки – процесс, на который можно повлиять, то покупка некачественного материала может привести к быстрому разрушению слоя, в связи с чем данному вопросу стоит уделить больше внимания.
Почему плитка может быть негодной:
- Использование дешевых красителей, окраска плитки после производства – довольно быстро тротуар потеряет свою внешнюю привлекательность, так как слой краски сотрется неравномерно и в этих местах проявится серый бетон
- Плитка слишком яркого цвета – обычно это результат переусердствования с красителями, из-за чего материал может быть менее прочным
- Переизбыток воды в составе – тогда изделие получается хрупким, нестойким к износу, морозу, солнцу
Критерии выбора
Что же касается качества материала, то тут есть некоторые нюансы.
Как выбрать качественную плитку:
- Слои прессования – может быть один слой или два: двуслойная плитка предполагает наличие первого, более грубого и надежного, слоя из диабазового или гранитного щебня, а также второго декоративного, гладкого и ударопрочного, износостойкого. Однослойная плитка менее красивая и прочная.
- Внешний вид изделия – не должно быть трещин, раковин, непроформовок, скопления зерен материала и т.д. Плитка из плотного и прочного бетона предполагает сплошную равномерную структуру.
- Цвет – должен быть также равномерным и стойким. Если через сутки после воздействия воды на материал бетон все еще темный и сам камень мокрый – материал слишком пористый, с низкой плотностью, будет непрочным.
- Вертикальные полосы на торце и по бокам – говорят об оптимальной влажности бетонного раствора и долговечности камня.
- Наличие сложноустранимого руста по верхней грани, утолщения снизу – это дефекты, говорящие о большом износе пресс-формы на производстве.
- Ударная прочность – если бросить камень с высоты роста человека на ровный бетон или асфальт без усилия, камень должен остаться целым (в крайнем случае могут появиться минимальные дефекты).
- Звук при ударе – если ударить плитки друг о друга, звук должен быть звонким, а не глухим.
- Подбор влажностей слоев двуслойного материала – качественная плитка проектируются из двух слоев, каждый из которых обладает определенной влажностью. Если нужные параметры не соблюдены, части плитки могут откалываться одна от другой. Оценить параметр просто: нужно поставить плитку на торец в поддон, погрузив в воду на 2-3 сантиметра. Выждать 5 минут. Если в лицевом слое уровень подъема воды превысил половину длины изделия, качество плитки низкое.
- Наличие сертификата качества у продавца или производителя.
Вибропрессованная тротуарная плитка – качественный и красивый материал для оформления дорожек, улиц, площадей, стоянок авто и т.д. При условии выбора сделанной по ГОСТу, прочной и надежной, плитки создать оригинальное и долговечное покрытие не составит труда.
Технология производства вибропрессованной тротуарной плитки, плюсы и минусы Ссылка на основную публикацию
Состав бетона для тротуарной плитки — основные компоненты и тонкости изготовления

Проблема мощения дорог стояла перед людьми всех эпох. Смена сезонов, дожди и отрицательные температуры быстро приводили в негодность любое покрытие. Наиболее стойким к перемене погоды остается натуральный камень, но его использование требует существенных вложений и не гарантирует идеальной поверхности дороги.
Искусственный камень позволяет получить не только долговечное, но и весьма привлекательное покрытие, именно поэтому весьма востребованы бетонные элементы мощения. Состав бетона для тротуарной плитки определяет не только эксплуатационные особенности изделий, но и эстетику будущего покрытия. Тротуар из бетона востребован как при оформлении городских улиц, так и на частных участках.
Основные свойства и способы производства
Бетонная тротуарная плитка, как и любой другой элемент мощения, должна соответствовать требованиям ГОСТ 17608-91. По нормативу все виды изделий должны:
- изготавливаться из тяжелого или мелкозернистого бетона;
- обладать классом по прочности от В22,5;
- отличаться прочностью на растяжение при изгибе не менее 3,2 МПа;
- обладать морозостойкостью не менее F100 и водопоглощением не более 6%.
Кроме того, при производстве тротуарной плитки применяются технологии, позволяющие выпускать изделия в один или два слоя, с использованием пигмента или без него.
Требования к составу
Цемент не должен содержать минеральные добавки свыше 5%, а также трехкальциевый алюминат свыше 8%. Водоцементное отношение не может превышать 0,4, а количество воздуха в смеси должно находиться в пределах 4 – 5%. Для обеспечения высоких показателей по морозостойкости в бетонную смесь вводятся специальные добавки с воздухововлекающим эффектом.
Подобные требования накладывают существенный отпечаток на состав искусственного камня. Рецепт бетона для тротуарной плитки во многом зависит от технологии производства и применяемых материалов. Так, основными способами изготовления элементов мощения считаются вибропрессование и вибролитье.
Специфика прессования с одновременной вибрацией
Наиболее распространенным методом при промышленном производстве тротуарной плитки можно назвать именно вибропрессование. Такая технология позволяет получать значительный объем продукции за рабочую смену, но требует большого опыта работников и оператора, отвечающего за производство бетонной смеси.
Особенности рецептуры
Рецепт искусственного камня для вибропрессования отличается отсутствием инертных заполнителей крупностью более 5 мм. Технология предполагает уплотнение при прессовании смеси с одновременной вибрацией, что сказывается на требованиях по содержанию воды.
Композит для вибропрессования должен быть однородным, но жестким для предотвращения расслоения при уплотнении.
Для создания такой системы крупный заполнитель противопоказан, так как требует большего количества подвижной растворной части для однородного распределения.Именно поэтому пропорции цемента, песка или отсева, воды, пигментов и добавок существенно отличаются от классических для тяжелого искусственного камня. Такой материал называется мелкозернистым бетоном.
Основные пропорции
Специфика уплотнения смеси не позволяет выпускать подобную плитку в домашних условиях, ведь обеспечить должную нагрузку своими руками очень сложно.
Чаще всего пропорции цемента и мелкого заполнителя принимаются 1:3 или 1:4 соответственно, а количество воды не превышает 30% от массы цемента.
Для окрашивания изделий применяются минеральные и органические пигменты с дозировкой в пределах 1 – 3% от веса цемента.
Технология вибролитья
Такой способ производства не отличается производительностью, но позволяет выпускать изделия сложной геометрии и рисунка. Благодаря использованию подвижной смеси и умеренному уплотнению, композит заполняет все изгибы формы, поэтому узор любой сложности проявляется четко и практически без изъянов.
Состав раствора
Состав смеси для тротуарной плитки, изготовленной вибролитьем, отличается большим количеством заполнителя, а также возможностью применения щебня с размером зерен 3 – 10 или 5 – 20 мм. В этой технологии важно добиться подвижности смеси, поэтому рецепт отличается присутствием эффективных пластификаторов и стабилизаторов.
Кроме того, при введении щебня из плотных горных пород, например, гранита, количество цемента можно уменьшить, ведь каменный каркас обеспечит получение плотной и прочной структуры бетона.
Фактически состав композита и основные пропорции сырьевых компонентов при производстве тротуарной плитки по технологии вибролитья очень близки к рецептам классического тяжелого бетона. При наличии специальных форм такие изделия несложно произвести в домашних условиях, а изготовление смеси легко осуществить своими руками при помощи гравитационного смесителя.
Подбор базового соотношения компонентов
При производстве тротуарной плитки собственными силами лучше всего отойти от классической схемы. Так, если увеличить подвижность смеси, то можно уменьшить интенсивность вибрации, что существенно упрощает изготовление изделий в домашних условиях. Состав бетона при таком подходе следует немного видоизменить.
Основные пропорции бетона, применяемого для заливки тротуарной плитки можно представить в виде следующей схемы:
- 1 массовая часть цемента;
- 1,5 – 1,7 массовые части песка;
- 2,5 – 3 массовые части щебня;
- 0,35 – 0,4 массовые части воды;
- пластификатор + пигмент.
При увеличении класса бетона пропорционально возрастает расход цемента, и уменьшаются пропорции заполнителей. В результате состав композита меняется, но искусственный камень сохраняет плотную структуру и весь набор свойств.
Выбор материалов
Для создания тротуарной плитки с высокой прочностью, морозостойкостью и водонепроницаемостью важно подобрать материалы соответствующего качества.
Цемент
Основным элементом любого бетона является цемент. Для изготовления элементов мощения следует выбирать среднеалюминатные цементы с содержанием минеральных добавок не более 5%, а также с классом по прочности 42,5.
На упаковке подобного вяжущего указана марка ЦЕМ I 42,5 Н или Б. К среднеалюминатным цементам относятся вяжущие с содержанием С3А от 5 до 8%. Узнать содержание алюминатов можно у продавца, спросив паспорт на цемент.
Мелкий заполнитель
В качестве мелкого заполнителя лучше всего применять мытый карьерный песок с модулем крупности 2 – 2,5.
Такой материал относится к пескам строительным первого класса, при его использовании состав бетона отличается меньшим расходом вяжущего и низкой себестоимостью при более высоких показателях качества.
Крупный заполнитель
При использовании крупного заполнителя лучше всего приобрести гранитный щебень с размером зерен 3 – 10 мм. Такой материал обеспечит повышение прочности и долговечности при высокой подвижности смеси. Но его стоимость высока, поэтому можно приобрести стандартную смесь зерен диаметром 5 – 20 мм и скорректировать рецепт, сократив содержание крупного заполнителя.
Такой подход обеспечит высокую подвижность и однородность при формировании каменного каркаса в теле композита.
Самостоятельное изготовление
Производство элементов тротуара своими руками необходимо начать с подготовки места для формовки и хранения изделий. Даже при высокой подвижности полученной смеси после заливки форм их необходимо уплотнить. Подойдут погружные или самодельные вибраторы.
Уплотнение следует вести не более 5 – 10 с, иначе произойдет расслоение смеси и ухудшение внешнего вида элементов тротуара.
Стандартная рецептура
При изготовлении композита с классом по прочности В25 можно использовать следующий состав на 1 м3:
- цемент = 390 – 420 кг;
- песок = 700 – 750 кг;
- щебень = 1000 – 1050 кг;
- вода = 155 – 165 кг;
- пластификатор + пигмент (при желании окрасить изделия).
Технология смешивания
При смешении компонентов сначала загружается песок, затем вода с добавками и цемент, и в последнюю очередь щебень. Перемешивание осуществляется не менее 2 – 3 минут до получения однородного материала.
Тротуарная плитка из бетона такого состава будет обладать интенсивной кинетикой твердения, поэтому очень важно предотвратить потерю влаги с ее поверхности.
Уход за изделиями
После укладки смеси все формы необходимо накрыть пленкой, предотвращающей испарение влаги с поверхности изделий.
Через 2 – 3 суток можно произвести распалубку и поместить плитку на стеллажи с влажными опилками или ветошью в помещении с постоянной температурой не менее 17 0С.
Изделия необходимо постоянно увлажнять, и через 28 суток они наберут проектную прочность и будут готовы к использованию.
Технология изготовления тротуарной плитки методом вибропрессования

Вибропрессованная брусчатка – прекрасный материал для мощения тротуаров, улиц, площадей, пешеходных дорожек, автостоянок и др., так как обладает рядом достоинств, а именно:
Технология производства тротуарной плитки методом вибропрессования позволяет получить изделия, устойчивые к высокой влажности и колебаниям температур.
Такая плитка выдерживает значительные механические, а также локальные нагрузки. Поэтому ее используют не только для мощения пешеходных зон, но и для площадей с интенсивным движением транспорта.
Благодаря точности геометрических размеров и форм, вибропрессованная брусчатка легко укладывается, имеет ровные стыки.
Шершавая структура плитки более безопасна для передвижения.
Возможно производить как однослойную, так и двухслойную тротуарную плитку. Изготовление двухслойной брусчатки вибропрессованием позволяет снизить себестоимость изделия за счет введения красящего пигмента только в верхний облицовочный слой бетона.
Устойчивость к истиранию, сохранение насыщенности цвета на протяжении многих лет эксплуатации.
Технология производства тротуарной плитки вибропрессованием
Технология вибропрессования заключается в одновременном воздействии на бетонную смесь вибрации и давления. При этом из раствора удаляются воздушные пузырьки, что позволяет ему лучше обволакивать частицы твердого заполнителя. В результате произведенная тротуарная плитка имеет более ровную поверхность.
Приготовление бетона
Создание вибропрессованных изделий соответствующих требованиям ГОСТа начинается с подбора материалов необходимого качества.
В состав бетонной смеси для вибропрессования входят следующие компоненты:
- Вяжущее: цемент марки М500. Он обладает более высокой прочностью и ранним схватыванием по сравнению с цементом марки М400 и ниже.
- Наполнитель: крупнозернистый песок – в качестве мелкого заполнителя (оптимальная фракция 2.5 мм.), и щебень – в качестве крупного заполнителя (фракция от 5 до 10 мм.).
- Вода
- Добавки: красители, пластификаторы
Приготовление бетонной смеси осуществляется в бетоносмесителях принудительного типа.
Требования к бетонному составу для изготовления брусчатки вибропрессованием
Технология изготовления тротуарной плитки вибропрессованием предполагает использование жестких/сверхжестких бетонных смесей.
Растворы с низким водоцементным соотношением применяют для производства изделий с высокими показателями морозостойкости (F-200 и выше), а также низким водопоглощением.
Кроме того, вибропрессованные материалы отличаются точностью геометрических размеров и правильностью форм.
Жесткость бетона можно определить по осадке конуса бетона. Это самый простой, быстрый и практичный метод, который дает достаточное представление о подвижности бетонной смеси. Для того чтобы провести испытание, необходим специальный усеченный конус, сделанный из листового металла (конус Абрамса).
Емкость в три приема заполняют подготовленным бетонным раствором, уплотняя его металлическим стержнем. После этого конус переворачивают, устанавливают на ровную поверхность, форму снимают.
Когда смесь перестанет давать усадку, измеряют разницу между изначальной высотой раствора, находящегося в форме и высотой осевшего бетонного раствора после ее снятия. Если эта разница менее 50 мм., то смесь считается малоподвижной.
Такой раствор применяют в изготовлении тротуарной плитки вибропрессованием, так как процесс формования материалов из жестких и малоподвижных смесей требует воздействия давления и вибрации для устранения пустот, нарушающих монолитность и, как следствие, прочность бетонного изделия.
Нарушение водоцементного соотношения (разбавление раствора водой) может значительно снизить прочность бетона.
Формование
Формование происходит на специальном оборудовании — вибропрессе (о видах вибропрессов мы говорили в этой статье).
o Процесс начинается с того, что на вибростол вибропресса помещается деревянный поддон, на который устанавливается матрица. Это специальная металлическая форма, которая определяет внешний вид и размеры будущего изделия.
o Далее матрицу заполняют уже готовым бетонным раствором.
o Для того, чтобы смесь лучше заполнила форму, кратковременно включают вибрацию.
o Формование изделия происходит под действием вибрации и пуансона, который, опускаясь, входит в матрицу и оказывает давление на смесь.o После окончания формования матрица с пуансоном поднимаются, а на поддоне остается готовая тротуарная плитка, которую, не снимая с поддона, перемещают в зону сушки.
Сушка
Процесс сушки и окончательного затвердевания может происходить как в естественных условиях, так и в специальных пропарочных камерах с поддержанием необходимой температуры и влажности.
Сушка в естественных условиях – процесс длительный, занимает до двух суток, в зависимости от температуры и влажности окружающей среды. В пропарочных камерах сушка происходит от 4 до 8 часов.
Тротуарная плитка: вибропрессование и вибролитье
Оборудование для производства тротуарной плитки методом вибропрессования
ZV — 1000. Преимущества вибропресса
Вернуться в раздел
Технология производства вибропресcованной продукции

Производство ДорСтройЭлемент находится в Кургане, в его основе высокопроизводительная машина отечественного производства «КВАДР». Производство «ДорСтройЭлемент» почти полностью автоматизировано. 3 оператора контролируют весь цикл работ от приготовления формовочной смеси до укладки и складирования готовой продукции на транспортный поддон.
Применение такого метода, как вибропрессование дает возможность изготавливать не только тротуарную плитку, но также водостоки, бордюры, стеновые камни.
При изготовлении изделий методом вибропрессования бетонная смесь требует гораздо меньше воды, чем при обычной заливке бетона в формы. Известно, что слишком большое количество воды в бетоне уменьшает его прочность.
Полусухое прессование исключает лишнюю влагу, а значит, потом в плитке не будет опасных воздушных полостей и проблем с морозостойкостью.
1) Приготовление бетона
Основными материалами для приготовления смеси служат песок, щебень, цемент, вода и пигменты, если плитка будет цветная. Песок и щебень используются в качестве заполнителя, цемент – как вяжущее вещество. Обычно используется серый цвет, но если необходимо получить яркие, чистые цвета, то используется белый цемент.
Цемент обеспечивает высокую прочность и влагоустойчивость изделий.
Щебень повышает прочность изделия на сжатие, увеличивает его долговечность, уменьшает ползучесть, усадку и расход цемента.
Песок обеспечивает пластичность смеси, уменьшает количество трещин в изделиях и делает их поверхность более гладкой.
Смесь обязательно должна быть жёсткой, в ней должно быть мало воды. Сырьевые материалы взвешиваются на высокоточном оборудовании, на весовых дозаторах с погрешностью не более 1%. Процесс изготовления почти полностью автоматизирован. Оператор задаёт в программу компьютера рецептуру приготовления «теста» для изделий.
И затем компьютер сам регулирует подачу цемента, песка, щебня, воды и красителей. Также с его помощью отслеживается уровень влажности и определяется готовность. Для хорошего перемешивания смеси используется специальный бетоносмеситель или, проще говоря, бетономешалка. Раствор вымешивается 5 минут.
Готовая бетонная смесь похожа на консистенцию мокрой земли, при сжатии она образует комок.Как только бетон готов, его сразу же переправляют на вибропресс.
2) Формование
При формировании плитки работают две из частей вибропресса – это матрица (пресс-форма) и пуансон («зеркальное отражение пресс-формы). На поверхность пуансона нанесен узор — рисунок, он и оказывается на лицевой части плитки, формируя её поверхность, а матрица образует стенки плитки.
Полученный полусухой раствор засыпается в матрицу. Вибропресс равномерно и плотно распределяет все частицы смеси по ней, вытесняя пузырьки воздуха. Затем, опускается пуансон и под высоким давлением запускается процесс вибропрессования. Под действием виброимпульсов происходит уплотнение материала. Длится он порядка 20 секунд. Сила пресса такая, что плитка сразу каменеет.
За счет этого, удаётся избавиться от лишней воды и воздуха. Сама смесь максимально уплотняется, что придает изделию высокую прочность, низкое водопоглащение и как следствие – морозостойкость. Затем пуансон с матрицей поднимаются, оставляя на виброплощадке технологический поддон с отформованными изделиями.Этот поддон снимается и подаётся на участок сушки, а его место занимает другой и операция повторяется.
3) Сушка изделий
Важно, что именно на этом этапе достигается желанная прочность продукции. Сформированные изделия уезжают в пропарочную камеру, где подвергаются тепловлажной обработке при температуре 50°C в течение 8 часов. В качестве теплоносителя используется водяной пар.
Бетон как клейковина муки, затвердевая, склеивает всю смесь без выпечки. В этом случае после остывания и высыхания они приобретают 70% марочной прочности. На этом этапе с помощью специального оборудования контролируются показатели качества готовой продукции.
Сложенную на поддоны плитку фиксируют при помощи упаковочных механизмов лентой и металлическими скобами. В таком виде она набирает прочность на складских площадках ещё 2-3 дня, происходит дозревание продукции. Затем освободившиеся поддоны повторно подаются на формовочный участок и цикл повторяется.
За смену с конвейера сходит около 300 кв.м тротуарной плитки или 1000 кв.м бортовых камней.
Мы не останавливается на достигнутом и постоянно совершенствуем качество нашей продукции. Все изделия «ДорСтройЭлемент» жестко отвечают всем требованиям ГОСТ.