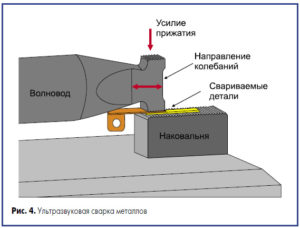
Ультразвуковая сварка металлов
Основные правила использования ультразвуковой сварки металла

Первая в истории ультразвуковая сварка металлов была проведена в середине прошлого века. С тех пор этот способ сварочных работ успел широко распространиться во многих сферах, в большей степени найдя своё применение в промышленном производстве.
Процесс сварки металлических поверхностей ультразвуком предполагает под собой соединение нескольких конструкций при помощи вибраций с высоким уровнем частотности.
Свариваемые при этом детали крепятся друг к другу с умеренно высоким давлением. Соединяемые детали в процессе УЗ-сварки не подвергаются чрезмерному плавлению.
Благодаря этому материал, из которого произведены свариваемые конструкции, не меняет форму и не деформируется под действием высоких температур.
Как проходит сварка ультразвуком?
Сварка металла ультразвуком проводится за счет влияния высокочастотных колебаний поперечного направления, происходящих по краям нескольких металлических поверхностей. Параллельно с этим свариваемые конструкции монтируются друг с другом под умеренно высоким давлением.
В итоге нарастающее внутри деталей напряжение приводит к появлению упругопластических деформаций по контуру поверхности.
Конкретно локализованное стыковое скольжение между фазами постепенно начинает разрушать оксиды металла и расположенные на поверхности плёнки, что позволяет конструкциям контактировать друг с другом сразу в десятках точек соприкосновения.
Колебания длительной периодичности за короткий промежуток времени полностью разрушают все границы стыковки между деталями, увеличивая площадь их контакта и обеспечивая соединение, структурно напоминающее сварку посредством диффузии.Ультразвуковые сварочные работы вызывают повышение температуры отдельных участков металлических деталей. Этого удаётся достичь при помощи комбинации пластического гистерезиса, скольжения между фазами и пластичных деформаций. Если правильно настроить мощность используемых приборов, то процесс ультразвуковой сварки проходит без переплавки металла на границе соединяемых конструкций.
СОВЕТ: такой тип сварочных работ больше всего подходит для металлов с низким уровнем проводимости тепла (к примеру, для стали).
Причиной этого является высокое сопротивление таких материалов – на их сварку при помощи ультразвука уходит гораздо меньше энергии, чем на обычную сварку.
Поэтому для соединения конструкций, изготовленных из материалов с низкой теплопроводностью, рекомендуется использовать ультразвуковое оборудование.
Сферы применения УЗ-сварки
Сварка металла ультразвуком нашла своё применение в промышленном производстве и при монтаже технического оборудования. Данный способ сваривания нескольких конструкций оказался незаменим при работе с материалами, обладающими высокой проводимостью тепла. Наибольшее распространение сварка металла ультразвуком получила в следующих ситуациях:
- изготовление электропроводящих систем (проводится на промышленных предприятиях, которые специализируются на производстве бытовой техники, электроники и комплектующих элементов для электроприборов);
- изготовление жгутов электропроводов и кабельных систем (широко распространено для нужд автомобильной промышленности, медицинских исследований, производства авиационной и космической техники, информационных систем);
- сваривание шинопроводов, предохранительных элементов, соединительных контактов и устройств включения/выключения (осуществляется при изготовлении элементов питания, а также осветительных систем);
- сварка пластин и фольги для элементов питания (проводится для производства аккумуляторов с разным уровнем ёмкости. Чаще всего сваривают детали из меди и алюминия – металлов, которые имеют низкую теплопроводность. Это приводит к тому, что для сварки пластин и фольги приходится затрачивать больше времени и энергии);
Читайте так же: Расчет катета сварного шва от толщины металла
- изготовление конденсаторов, теплоизоляционных покрытий и уплотнённых проводов (покрытия, изготовленные при помощи УЗ-сварки, особенно востребованы среди производителей продуктов, нуждающихся в защите от высоких температур. В частности, такие комплектующие элементы нашли своё применение в производстве взрывных устройств. Уплотнённые провода и конденсаторы получили высокий спрос среди компаний из микроэлектронной сферы);
- сваривание труб (используется при изготовлении систем отопления или кондиционирования воздуха. С помощью УЗ-сварки их составные элементы удаётся более надёжно соединить друг с другом).
Оборудование для ультразвуковой сварки
Устройства для ультразвуковой сварки металлических поверхностей состоят из стандартного набора компонентов. Базовыми элементами таких аппаратов указанного типа являются:
- источник энергии (соединяет устройство для УЗ-сварки с системами подачи электрического тока. Основная задача этого элемента – преобразование электроэнергии в высокочастотные импульсы и повышенное напряжение, которое необходимо для стабильной работы сварочного преобразователя);
- преобразователь (эта деталь трансформирует поступающие от источника питания напряжение и импульсы с высокой частотой. С их помощью компонент создаёт высокочастотные колебания, необходимые для сварки. Преобразователь является одним из составляющих элементов сварочной головки);
- сварочная головка (нужна для обеспечения нужного способа сжатия свариваемых деталей. Всего существует три варианта работы сварочной головки. Она может сжимать поверхности механическим, гидравлическим или пневматическим способами. После сжатия начинается сам процесс сварки, в котором одну из главных ролей играют волноводы);
- волноводы (создают колебания в точках соприкосновения между соединяемыми деталями. Благодаря этому, они постепенно разрушаются и конструкции монтируются друг с другом более плотно. Также волноводы ответственны за деформацию поверхностей свариваемых деталей посредством, которая даёт возможность скрепить их с помощью процесса диффузии).
СОВЕТ: стабильная работа всех компонентов аппарата для ультразвуковой сварки металла гарантируется только при наличии постоянной подачи электроэнергии. Поэтому рекомендуется дополнительно укомплектовать сварочное устройство источником бесперебойного питания. Этот прибор сможет гарантировать постоянную работу оборудования для сварки независимо от наличия систем подачи электрического тока.
Плюсы и минусы сварки ультразвуком
Читайте так же: Приемы, позволяющие снять напряжение металла после сварки
Процесс ультразвуковой сварки металлов отмечается рядом преимуществ. К их числу можно отнести такие аспекты:
- УЗ-сварка помогает соединять тонкие детали вместе с конструкциями, изготовленными из более плотного материала;
- возможно проведение сварочных работ по присоединению элементов, изготовленных из разных материалов;
- сварка ультразвуком помогает в производстве изделий, обладающих высоким уровнем тепловой и электрической проводимости;
- при проведении сварочных работ при помощи ультразвука не используется тепло – свариваемые детали соединяются друг с другом без плавления поверхности;
- энергия, расходуемая в процессе сварки, используется более экономно;
- сварка ведётся без использования присадочных материалов и не требует создания особой атмосферы в месте, где будут идти работы;
- перед ультразвуковой сваркой металлические конструкции не нужно предварительно очищать.
Впрочем, у сварки металлических деталей с помощью ультразвука, есть и свои недостатки. Самый главный из них – возникающие сложности при работе с конструкциями, изготовленными из материалов, которые обладают высокой проводимостью тепла. Также к минусам УЗ-сварки стоит отнести немалую стоимость необходимого для неё оборудования, которое к тому же нуждается в особо тщательном уходе.
В итоге, становится очевидно, что ультразвуковая сварка способна обеспечивать столь же высокопрочное и надёжное соединение металлических деталей, которое достигается при обычном способе сваривания. Преимущества сварки металлов ультразвуком очевидны.
Она не только помогает грамотно расходовать энергию, затрачиваемую на сварочный процесс, но и позволяет работать с конструкциями, обладающими разной толщиной и изготовленными из различных материалов.
Несмотря на то, что процесс УЗ-сварки сопровождают некоторые недостатки, к нему рекомендуется прибегнуть для получения прочно сваренных металлических деталей.
Ультразвуковая сварка

Метод ультразвуковой сварки был разработан в XX веке. Он предназначен для создания неразъемных соединений различных материалов. Для сваривания детали сдавливают друг с другом и подвергают воздействию интенсивных ультразвуковых колебаний.
Ультразвуковая сварка
Таким способом можно сваривать термопластик и большинство металлов. По сравнению с другими способами сварки, ультразвуковые установки отличаются простотой конструкции, а сам процесс — низкой себестоимостью и трудоемкостью.
Принцип действия ультразвуковой сварки и классификация
С физической точки зрения, ультразвуковая сварка проходит в три стадии:
- нагрев изделий, активизация диффузии в зоне соприкосновения;
- образование молекулярных связей между вязкотекучими поверхностными слоями
- затвердевание (кристаллизация) и образование прочного шва.
Существует несколько классификаций ультразвуковой сварки ультразвуковой сварки.
По степени автоматизации различают:
- Ручная. Оператор контролирует параметры установки и ведет сварочный пистолет по линии шва.
- Механизированная. Параметры задаются оператором и поддерживаются установкой, детали подаются под излучатель.
- Автоматизированная. Применяется на массовом производстве. Участие человека исключается.
Схемы колебательных систем для сварки ультразвуком
По методу подведения энергии к рабочей зоне выделяют:
- односторонняя;
- двусторонняя.
По методу движения волновода классифицируют:
- Импульсная. Работа короткими импульсами за одно перемещение волновода.
- Непрерывная. Постоянное воздействие излучателя, волновод двигается с постоянной скоростью относительно материала.
По споосбу определения количества энергии, затрачиваемой на соединение, существуют:
- по времени воздействия;
- по величине осадки;
- по величине зазора;
- по кинетической сотавляющей.
В последнем случае количество энергии определяется предельной амплитудой смещания опоры.
По способу подачи энергии в рабочую зону различают следующие режимы ультразвуковой сварки:
- Контактная. Энергия распределяется равномерно по всему сечению детали. Позволяет сваривать детали до 1,5 толщиной. Применяется для сваривания внахлест мягких пластиков и пленок.
- Передаточная. В случае высоких значений модуля упругости колебания возбуждаются в нескольких точках. Волна распространяется внутри изделия и высвобождает свою энергию в зоне соединения. Используется для тавровых швов и соединений встык жестких пластиков.
Схема точечной ультразвуковой сваркиСхема установки для роликовой сварки ультразвуком
Способ подачи энергии колебаний в зону контакта заготовок определяется модулем упругости материала и коэффициентом затухания механических колебаний на ультразвуковых частотах.
Суть получения швов ультразвуком
Процесс сварки ультразвуком для пластиков и металлов имеет общие физические основы, но существенно различается по параметрам.
Для ультразвуковой сварки металлов требуется нагрев до высоких температур и приложение больших усилий сжатия. Для пластиков можно обойтись намного меньшими значениями этих параметров. Схема установки ультразвуковой сварки пластика также существенно проще.
Последовательность действий следующая
- Подключают генератор ультразвука.
- Ультразвук, проходя через конвертер, преобразуется в продольные механические колебания волновода.
- Волновод подсоединяется перпендикулярно плоскости шва и передает заготовкам колебательную энергию.
- Механическая энергия преобразуется в волновую, что обуславливает интенсивный нагрев области соприкосновения волновода и заготовки.
- В нагретом поверхностном слое возрастает текучесть.
- Динамическое усилие, прикладываемое со стороны излучателя, способствует нагреву зоны крнтакта.
- Статическое усилие, приложенное в том же направлении — перпендикулярно поверхности контакта, понуждает к образованию прочные связи.
Сварной шов после ультразвуковой сварки
Таким методом удается соединять ультразвуком даже разные по своему строению материалы, такие как металлические сплавы и пластики.
При этом разница в температурах плавления может быть многократной.
Преимущества
Анализируя особенности ультразвукового сварочного производства, нельзя не отметить следующие его достоинства:
- не требуется защитная газовая среда;
- нет нужды в тщательной механической зачистке зоны сварки;
- нет ограничений по форме деталей;
- экологичность и ничтожный объем выделяющихся вредных веществ;
- небольшие температуры нагрева по сравнению с другими способами;
- не требуются сварочные материалы;
- высокая производительность, сравнимая только с контактной сваркой — доли секунды.
- низкие затраты энергии.
Полученный шов имеет эстетичный внешний вид и редко нуждается в дополнительной обработке.
Существуют у способа и минусы:
- Размер заготовки ограничен 25-30 см. На больших расстояниях волны рассеиваются и поглощаются материалом.
- Невозможность сварки деталей большой толщины.
- Чувствительность к влажности.
Сочетание достоинств и недостатков метода позволяет применять его в самых различных производствах.
Воздействие ультразвука на материал деталей
Атомы твердых тел, как кристаллических, так и аморфных, расположены в определенном порядке, между ними установлены более или менее прочные связи, позволяющие телам сохранять свою форму. Атомы и молекулы способны колебаться относительно своего начального положения.
Чем выше амплитуда этих колебаний, тем выше внутренняя энергия тела. Если амплитуда превышает определенный предел, установившиеся связи могут разорваться.
Если к телу приложено усилие, не дающее ему потерять целостность, вместо разорванных связей возникают новые, этот процесс называют рекомбинацией.
Ультразвуковые волны высокой интенсивности, сообщая атомам тела большое количество энергии за короткое время, увеличивают амплитуду колебаний атомов и молекул в зоне воздействия. Связи между ними рвутся, и под приложенным давлением возникают новые, с частицами из поверхностных слоев второй заготовки. Так возникает чрезвычайно прочное соединение, превращающее детали в единое целое.Высокой эффективностью отличается применение ультразвуковой сварки к деталям небольших размеров. Особенно удачно применяют метод в микроэлектронике и приборостроении.
Соединение металлов проходит при существенно более низких температурах, чем при использовании «горячих» сварочных технологий, таких, так электродуговая или газовая сварка. Это открывает широкие возможности для быстрого и надежного соединения компонентов, чувствительных к перегреву.
Кроме того, метод способен сварить пары металлов, с трудом соединяемые другими способами: Cu+Al, Al+ Ni и т.д.
Прочностные характеристики шва достигают 70% от значений для исходного сплава.
Метод также позволяет сваривать металл, пластик, керамику, композиты, стекло в любых комбинациях. Применим он и к тугоплавким сплавам.
Преимущества и недостатки при работе с пластиками
При работе с пластмассами существуют следующие достоинства метода:
- высокая производительность;
- низкая себестоимость операции;
- герметичность швов на толстостенных заготовках;
- отсутствие необходимости в подготовке поверхности;
- отсутствие перегрева;
- отсутствие электрических наводок и электромагнитного излучения;
- совместимость операции с другими операциями технологического процесса, напыления, разреза в других плоскостях и т.п.;
- универсальность по типам пластиков;
- отсутствие расходных материалов и химикатов.
- эстетичность и малозаметность шва.
Ультразвуковая сварка пластмасс
Выделяют и недостатки:
- Малая мощность излучателя заставляет подводить энергию с двух сторон.
- Сложность контроля качества шва.
Качество соединения стильно зависит от точности подбора и стабильности параметров установки во время работы.
Особенности сваривания полимеров с использованием ультразвука
Для соединения пластмасс ультразвуком используется специализированное оборудование. Его основные компоненты следующие:
- Рама, на которой закреплены все основные узлы и детали.
- Блок питания.
- Система управления.
- Генератор ультразвука
- Привод давления.
- Преобразователь колебаний.
- Сварочная головка.
В промышленных моделях существует также рабочий стол с механизмом подачи деталей.
Используемое оборудование
Учитывая высокую стоимость аппарата УЗ-сварки, многие домашние мастера подумывают о самостоятельном изготовлении установки.
К сожалению, это не сварочный трансформатор и даже не выпрямитель, и для проектирования и создания аппарата потребуются серьезные знания и навыки в области акустики и электроники.
Кроме того, для изготовления деталей излучателя и волновода нужны станки высокого класса точности, недоступные в домашних условиях.
Пресс для ультразвуковой сварки
Оборудование для ультразвуковой сварки разделяют на три категории:
- точеное;
- шовное;
- шовно–шаговое.
Диапазон мощности — 50 ватт до 2 киловатт, рабочая частота в районе 20-22 килогерц
Основной узел установки ультразвуковой сварки — генератор колебаний и преобразователь электрических колебаний в механические той же частоты.
Механические колебания ультразвукового генератора преобразуются магнитострикционным преобразователем. Для отведения излишнего тепла используется водяная система охлаждения
Волновой трансформатор согласует параметры взаимодействия преобразователя и волновода. Он повышает частоту колебаний на выходе волновода.
Волновод транспортирует энергетический поток к месту сваривания. На его рабочем окончании смонтирована сменная сварочная головка. Ее геометрические параметры выбирают, исходя из материала заготовки, его толщины и вида шва. Так, для приваривания выводов микросхем берут головку, заканчивающуюся тонким жалом.
Волновод
Опорная рама служит для размещения всех узлов и деталей. На ней также монтируется механизм перемещения заготовки или головки волновода.
Параметры сварочного оборудования
Чтобы получить прочный и долговечный шов, необходимо точно рассчитать и тщательно соблюдать параметры работы аппарата. Они зависят от типа материала заготовок, его толщины, требований к прочности шва.
Точная настройка параметров для каждого нового изделия проводится в лабораторных условиях, с многократными испытаниями на разрушение соединения.
Наилучшее сочетание параметров фиксируется и используется в производственном процессе.
К основным параметрам относят:
- Амплитуда колебаний. Определяет поток энергии и время операции.
- Усилие прижима. От него зависит прочность шва.
- Частота работы генератора.
- Статическое давление. Определяется амплитудой механических колебаний.
- Продолжительность и скважность импульсов. Также определяет продолжительность операции.
К вспомогательным параметрам относят температуру начального прогрева для заготовок большой толщины, возвышение сварной головки над заготовкой и некоторые другие.
Установка для точечной сварки ультразвуком
Выделение тепла при сварке ультразвуком
Тепло, выделяющееся при проведении сварочных работ, образуется вследствие пластических деформаций, а также механического трения свариваемых поверхностей.
Температура нагрева не является неизменной, она определяется физико-механическими характеристиками: твердостью, теплоемкостью и теплопроводностью. Влияет также и пространственная конфигурация заготовок.
Влияние этого тепла на протекание технологического процесса незначительно.
Возможности ультразвука
Использование ультразвука дает возможность прочно и долговечно соединять различные, даже сильно отличающиеся друг от друга материалы толщиной от нескольких микрон до нескольких миллиметров. При использовании ультразвука к минимуму сводятся искажения формы свариваемых заготовок.
Использование точечных швов дает возможность с высокой скоростью выполнить соединение на больших площадях. Шаг точек подбирается исходя из толщины заготовок и требований к прочности шва.
В областях изделия, подвергающихся высоким напряжениям, шаг уменьшают. Применение роликовых насадок на излучатель позволяет выполнять сплошные герметичные швы любой конфигурации.
Такие соединения применяются в упаковочных изделиях и надувных конструкциях.
Листовые и пленочные заготовки соединяют внахлест. Для заготовок в форме стрежней применяют тавровые швы.Ограничены возможности метода по работе со сверхтонкими материалами. Вследствие высокой скорости работы, экологической безопасности и обеспечения нормальных условий труду персонала, популярность ультразвука продолжает расти.
Сферы использования ультразвуковой сварки
Области применения ультразвука для создания сварных соединений определяются исходя из характерных особенностей технологии:
- соединяемые материалы должны быть пластичными;
- их размеры ограничены, прежде всего — толщина;
- температура нагрева намного ниже, чем при использовании «горячих» сварочных технологий.
Применение ультразвуковой сварки в производстве стройматериаловИспользование ультразвуковой швейной машины
Технология проучила широкое распространение в следующих областях:
- приборостроение;
- электроника;
- производство пластиковых оболочек;
- выпуск пластмассовых изделий.
Применяется метод и в других отраслях для присоединения малогабаритных деталей к крупным.
Ограничения
Основное ограничение, накладываемое на применимость технологии – это размер свариваемых заготовок. Он ограничен 25-30 см.
Это обуславливается малой мощностью генератора и высоким затуханием и рассеянием ультразвуковых колебаний в твердой среде.
При прямом увеличении мощности и амплитуды колебаний потребуется непропорциональное увеличение размеров установки и потребляемой мощности. Это сведет на нет все экономические преимущества метода.
Кроме того, материалы, свариваемые ультразвуком, должны иметь минимальную влажность, причем ка на поверхности, таки по всему объему. Если этого невозможно добиться, то следует использовать другие технологии.
Процесс ультразвуковой сварки металла
Использование сваривания ультразвуком не имеет экономического смысла и для толстостенных изделий.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Ультразвуковая сварка металлов и пластмасс
Для получения неразрывного соединения на тонких деталях требуется метод сварки, позволяющий выполнить шов, но не перегревающий тонкостенные элементы для избежания деформации. Поэтому была изобретена ультразвуковая сварка металлов.
Она дает возможность накладывать точечные или продольные швы не только на металлических частях, но и изделиях из пластика. Сварочный метод реализуется благодаря специализированному оборудованию по работе с высокочастотными колебаниями.
В чем суть технологии, и каковы ее преимущества и возможности?
Детализация метода
Сварка ультразвуком возможна благодаря техническим устройствам, которые преобразуют электрические колебания напряжения в механические. Последние достигают высокой частоты до уровня ультразвука. Его параметры могут варьировать от 18 до 180 кГц. Он воздействует на свариваемые поверхности, прижатые друг к другу без зазора.
Первое действие — это вызывание трения мельчайших частиц от высокочастотных колебаний. Так, удаляются оксидные пленки и другие примеси с поверхности соединения. Этот процесс называется сухим трением, предшествующим основному.
Вторая стадия — повышение температуры в зоне трения и образование перемешивания молекул до создания однородной структуры. Это достигается за счет чистого трения в зоне сварки. Происходит стирание границ между материалами в области воздействия ультразвука.
Третий этап — это физическое прижимания свариваемых элементов для более плотного контакта сторон и образования большей зоны соприкосновения.
Если предстоит сваривать толстые детали, то чтобы уменьшить время воздействия и амплитуду колебаний, используют предварительный подогрев изделий. Для этого заготовки подсоединяют к аппарату индукционного нагрева и доводят до определенной температуры. После чего выполняется сваривание ультразвуком.Рабочим инструментом является сварочный наконечник на аппарате или в руках сварщика. Технологическая схема может варьировать в зависимости от типа колебания. Он может быть продольным, крутильным или изгибным.
Ультразвуковая сварка выделяется несколькими преимуществами, благодаря чему широко применяется в промышленности. А именно:
- высокая скорость выполнения работ, оптимизирующая производственный процесс;
- отсутствие вредных испарений для дыхательной системы человека;
- нет необходимости в использовании инертных газов для защиты места соединения;
- экономичность метода ввиду отсутствия расходных материалов (электродов, присадочной проволоки);
- самостоятельная предварительная очистка поверхности от мусора и оксидных пленок благодаря воздействию высокочастотных колебаний;
- метод позволяет аккуратно выполнять швы, оставляя малозаметные следы прижима сварочного стержня;
- отсутствие деформаций конструкции благодаря точечному и кратковременному влиянию механических колебаний;
- возможность выполнять разнообразные швы во всех пространственных положениях;
- сварочному методу поддается большинство видом металлов и полипропилена;
- простота обучения;
- отсутствие электрического напряжения на свариваемой детали.
Применение ультразвука
Сваривание материалов высокочастотными колебаниями нашло широкое применение в областях промышленности с использованием пластичного сырья.
Ультразвуковая сварка пластмасс позволяет создать любое соединение, по форме и сложности, не требующее классического плавления материала. Точечный или продольный шов будет надежно удерживать стороны вместе.
Это активно используется в производстве игрушек и плотных упаковок из полипропилена. Сварка пластмасс ультразвуком нашла отображение и в изготовлении тонких оправ для очков.
Метод соединения успешно воздействует на сваривание: меди, алюминия, золота, никеля, серебра, вольфрама, циркония, молибдена, ниобия. Это нашло отображение в ювелирном деле и радиоэлектронике. Ультразвук можно задействовать в креплении микросхем и создании мелкой механики. Благодаря регулируемым настройкам, высокочастотными колебаниями возможно соединять даже проволоку и фольгу.
Ультразвуковой метод позволяет связывать однородные материалы не только друг с другом, но и с разными видами. Например, стальную пластину можно соединить со стеклом, керамикой, или полупроводниками. В некоторых случаях требуется алюминиевая прослойка, когда соединение напрямую будет менее прочным. Но чем выше твердость используемого материала, тем ниже качество сваривания.
Оборудование для сварки
Оборудование для ультразвуковой сварки имеет различные формы, но его общие черты следующие:
- кронштейн для крепления корпуса сверху;
- подставочная часть где выполняются рабочие манипуляции;
- источник питания;
- преобразовательная колебательная система;
- привод для увеличения давления;
- управляющая часть.
Источником тока может быть генератор колебаний с рабочей частотой от 18 кГц. Преобразователь изменяет электрические колебания в механические с продольным действием.
Сварочный наконечник может крепиться стационарно на аппарат, и изделие необходимо подносить между ним и платформой, либо рабочий может манипулировать ручкой с наконечником перемещая его по изделию. Последний прикладывается к свариваемой поверхности всегда под прямым углом.
Некоторые установки способны сваривать детали только с одной стороны, другие осуществляют двухстороннее воздействие.
Сварка может выполняться точечно, благодаря продольным колебаниям и небольшому прижиму. Второй вариант — это шовное соединение, которое выполняется на продолжительном режиме работы аппарата и изделии, перемещаемом под сварочным наконечником на роликах.
Регулируемые параметры
Для получения качественного соединения существуют различные параметры, которые устанавливаются индивидуально, в зависимости от вида материала, его толщины, и будущей возможной нагрузке.
Подбор настроек для каждого нового вида соединения осуществляется в лабораторных условиях, путем экспериментов и проверок качества шва при давлении на разрыв и смещение.
Оптимальные данные по настройке передаются на производство и запускаются в процесс.
Среди регулирующихся значений выделяются следующие:
- амплитуда колебаний сварочного наконечника от которой зависит время сваривания и степень прочности соединения;
- механическое давление, которым прижимается головка сварочного наконечника к материалу (при использовании пресса выставляется точно, а при ручном нажиме рассчитывается приблизительно);
- частота электрических колебаний;
- статическое давление, образовываемое во время сварки благодаря установленной амплитуде;
- продолжительность импульса в течении которого ультразвук будет воздействовать на место стыковки материалов (от этого параметра зависит скорость сварки);
- второстепенные настройки: установка температуры предварительного подогрева в случае толстых деталей, настройка высоты сварочного наконечника исходя из размеров изделия и т. д.
Технологический процесс
Сварка ультразвуком различных материалов производится в простой последовательности. А именно:
- Включается аппарат для начала выработки тока нужной частоты и преобразования в механические колебания.
- На подставку агрегата выставляется нижняя сторона свариваемого изделия.
- Сверху накладывается ответная часть. Важно соблюсти точное расположение деталей, чтобы сохранить симметрию и правильность сборки.
- Стороны зажимаются прессом и фиксируются.
- В случае работы с твердыми материалами запускается предварительный подогрев индукцией.
- На конце пресса установлена сварочная головка, которая начинает излучать импульс заданной временной длины.
- По окончанию воздействия ультразвука пресс отводится вверх, а изделие проверяется на качество соединения.
- Для выполнения не точечного, а продольного соединения, используется аналогичная последовательность, но с применением включения роликового механизма, по которому перемешаются свариваемые детали.
При аналогичной работе на ручном аппарате, где сварочная головка находится на специальной рукоятке или пистолете, процесс выполняется похожим образом. Поскольку в этом виде нет прижимного пресса, рабочему важно использовать твердую подложку для установки на нее участка под сварку. Производится фиксация материалов нажимом пистолета, и только после этого включается подача импульса.
Ультразвуковая сварка: оборудование и схемы сварки меди и других металлов

Широкие массы общественности чаще всего сталкиваются с многочисленными видами услуг, связанных с ультразвуком в медицине, которые обозначаются популярнейшими тремя буквами – УЗИ, то есть ультразвуковыми исследованиями самых разных органов в самых разных режимах. Мы с вами имеем дело с другими тремя буквами: это УЗК – аббревиатурой, обозначающей ультразвуковые колебания.
Они используются в промышленности весьма широко и в течение многих лет. Более того, научно-технический прогресс не стоит на месте, технологии и оборудование совершенствуются, область применения расширяется. Если говорить о сварочном деле, то ультразвуковая сварка – дело далеко не новое, но чрезвычайно быстро меняющееся и развивающееся.
Все дело в оборудовании
Схема сварки ультразвуком.
Эта динамика развития делится на два направления:
- Низкоэнергетические колебания, или волны малой интенсивности, которые с успехом применяются в областях измерений, сигнализации, дефектоскопии и т.д.
- Высокоэнергетические колебания, или волны высокой интенсивности, которые великолепно используются в сварке металлов и пластмасс и процессах очистки деталей.
Вот в каких направлениях используется ультразвуковая сварка:
- В качестве вспомогательного средства, влияющего на процесс кристаллизации в сварочной ванне для улучшения механических свойств сварочного шва. Это влияние заключается в удалении газов и измельчении структуры сварочного металлического шва.
- В качестве энергетического ресурса в микроэлектронике и других областях, где требуется неразъединимое соединение тончайших металлических слоев фольги или чего-либо подобного. Такое соединение возможно благодаря разрушению пленок ультразвуковыми колебаниями у металлов с окисленной поверхностью.
- Для снижения степени деформации и напряжения в процессе. Ультразвук стабилизирует структуру шва и, таким образом, минимизирует самопроизвольное деформирование, которое нередко возникает впоследствии.
- Для контроля качества швов с помощью специальной дефектоскопии.
- Соединение пластмасс – термопластических полимеров, где ультразвуковая сварка не имеет альтернативы.
Процесс ультразвуковой сварки
Принципиальная схема сварки.
Суть процесса – действие на обе свариваемые поверхности механических колебаний высочайшей частоты в комбинации с умеренным сдавливанием. Механические колебания такой частоты образуются в результате магнитострикционного эффекта: некоторые металлические сплавы меняют свои размеры из-за действия переменного магнитного поля.
Никель и железнокобальтовые сплавы – лучшие ультразвуковые преобразователи, это хорошие магнитострикционные материалы. Изменение их размеров чрезвычайно мало, поэтому для концентрации энергии и увеличения амплитуды применяются специальные волноводы специфической суживающейся формы.
Эти волноводы имеют средний коэффициент усилия 5,0 с амплитудой примерно 20 – 30 мкм при условии холостого хода. А такой амплитуды колебаний с лихвой хватает для качественного соединения: по многим опытам экспериментальных ультразвуковых процессов даже колебания в 1,3 мкм дают вполне надежный сварочный шов.
Функция волноводов – передача энергии волнового колебания к наконечнику сварочного инструмента от преобразователя магнитострикционной природы. Магнитострикционный преобразователь считается главным компонентом оборудования для ультразвуковой сварки.
В него входят следующие технические компоненты:
- волновод;
- опора в виде маятника;
- диафрагма;
- подвод тока для преобразователя;
- привод механического сжатия;
- система водяного охлаждения в виде кожуха.
Сама же установка для УЗС состоит из следующих составных частей:
- магнитострикционный преобразователь;
- сам волновод;
- ролик для сваривания;
- токоподвод;
- водоподвод для охлаждения;
- прижимной ролик;
- защитный кожух преобразователя;
- механический привод вращения.
Схема контактной ультразвуковой сварки.
Ток высокой частоты поступает от ультразвукового генератора на обмотку магнитострикционного преобразователя. Волновод со специальным рабочим выступом усиливает и передает механические колебания к наконечнику сварочного инструмента.
Выступ на волноводе во время процесса принимает высокочастотные колебания, которые по своей природе являются механическими горизонтальными движениями высокой частоты.
Длительность сварочного процесса напрямую зависит от толщины и природы свариваемого металла. Если край металла тонкий, образование шва занимает буквально доли секунды.
Высокочастотные колебания наконечника сварочного инструмента имеют свойство поляризоваться в одной плоскости с поверхностью пластины сверху. Колебания передаются на пластины и опоры с нужными амплитудами с учетом того, что на всех точках передачи энергия колебаний гасится.Сам процесс соединения начинается с момента соприкосновения микронеровностей поверхностей, которые соединяются, в результате чего происходит их деформация. Как только включаются ультразвуковые колебания, эти микронеровности дополнительно сдвигаются, появляются зоны схватывания.
Если с самого начала ультразвукового воздействия на соединяемых поверхностях возникает трение по сухому типу, разрушающее окисные пленки из жидкостей и газов, то впоследствии сухое трение превращается в чистое трение, которое образовывает и укрепляет зоны схватывания.
Дополнительному укреплению схватывания способствует характер колебаний: возвратно-поступательные движения при малой амплитуде.
В рабочей зоне при УЗС образуется тепло вследствие процесса трения и деформации на соединяемых поверхностях. Температура в рабочей зоне зависит от характеристик металла: его твердости, теплопроводности и теплоемкости.
Соблюдение режима технологии УЗС дает сварочный шов, равный по своей прочности основному металлу.
Преимущества ультразвуковой сварки
Устройство ультразвуковой сварки.
С учетом своей специфики ультразвуковая сварка имеет ряд отличных преимуществ:
- Нет нужды нагревать предварительно рабочую зону, что чрезвычайно полезно при работе с химически активными металлами или парами металлов, которые склонны к образованию специфических и хрупких соединений по ходу сварки.
- Есть возможность соединения тонких и ультратонких кромок металлических деталей. Также можно приварить фольгу или тонкие листы к любым деталям, можно варить даже пакеты из фольги.
- Уникальная техническая «лояльность» к различного рода изоляционным и оксидным пленкам на поверхности металлов и другим загрязнениям – к примеру, плакированным поверхностям.
- Малое по силе сдавливание приводит к тому, что деформация свариваемых поверхностей незначительна.
- Энергетическая эффективность благодаря малой мощности сварочного оборудования, его простая конструкция.
Область применения
Технология УЗС постоянно совершенствуется, и, как следствие, ее применение расширяется постоянно и самым радикальным образом.
Ультразвуковая сварка отлично справляется с соединением металлов с низкой пластикой, металлов с керамикой и стеклом. Тугоплавкие металлы типа вольфрама или молибдена также легко свариваются УЗС. Возможна сварка с прослойкой из третьего металла, пластмасс.