Анодирование металла в домашних условиях
Анодирование металла
- Характеристики
- Процесс
- Материалы
- Алюминий
- Титан
- Сталь
- Медь
- Анодирование дома
В современном мире имеется большое количество методов обработки металлов и металлических изделий. Они применяются и в промышленных масштабах, и в домашних условиях.
Характеристики анодирования
Анодирование представляет собой процедуру образования на поверхности различных металлов оксидной пленки путем анодного окисления. Наращивание оксидной пленки осуществляется в проводящей среде. На поверхности металла такая пленка держится достаточно хорошо.
Наращивание оксидной пленки может осуществлять и благодаря методу повышения температурного режима. Однако при этом она получается низкой по прочности и не держится длительное время. Благодаря электрохимическому способу образования оксидной пленки она получается оптимальной толщины и отлично держится на поверхности материала.
Анодированию можно подвергать разные виды металлов. Основным требованием является то, что они должны иметь возможность образовывать только один оксид. Он должен обладать максимальным уровнем устойчивости.
Если металл обладает способностью образовывать сразу несколько оксидов, это может привести к тому, что пленка просто начнет трескаться и не появится защитного эффекта.Именно по этой причине только на редких промышленных объектах встречаются случаи анодирования железа или меди.
Кроме того оксидная пленка на поверхности металлов должна обладать пористой структурой. Это необходимо для того, чтобы электролиты лучше в нее проникали.
В результате получается, что лишь небольшая часть всех имеющихся на земле металлов способны удовлетворять данным параметрам. К ним относятся алюминий, тантал, титан.
В промышленной и бытовой сфере чаще всего встречается обработка при помощи анодирования алюминиевого материала.
Процесс анодирования
Технология анодирования различных видов металлов является несложной. Главное только иметь под рукой все необходимое для ее осуществления.
Она осуществляется в несколько этапов:
- Подготовка металлов к образованию оксидной пленки.
На данном этапе проводятся подготовительные работы для анодирования. Они заключаются в том, чтобы тщательным образом очистить и отмыть поверхность металла. Сначала удаляются все загрязнения и налеты. Затем при помощи воды или специальных растворов проводится промывка материала. После этой процедуры его необходимо высушить.
На данном этапе осуществляется подготовка раствора с кислой или любой другой средой и подключают к положительному плюсу источника тока.
- Покрытие поверхности металлов или их сплавов оксидной пленкой.
На данном этапе осуществляется погружения металла или изделии я из него в приготовленный раствор.
Материалы для анодирования
Сегодня для анодирования используются различные металлические материалы.
В настоящее время выделяются такие виды анодирования в зависимости от используемых материалов, как:
Анодирование алюминия
Данный процесс сегодня встречается чаще всего. Он заключается в покрытии оксидной пленкой алюминиевого материала. Алюминий в процессе опускается в кислую среду, и к нему проводится положительный плюс источника тока. В результате на материале появляется тонкая оксидная пленка.
Анодирование титана
Всем известно, что титан относится к категории металлов, которые нашли широкое применение в промышленности, но они обладают низким уровнем износостойкости. Для придания ему прочности и устойчивости к разным условиям окружающей среды применяется процедура анодирования. При этом вся анодная обработка металла осуществляется в кислой среде при температуре от 40 до 50 градусов Цельсия.
Анодирование стали
Анодирование стали является сложным процессом. Для этого используется либо щелочная среда, либо кислая. В результате образуется оксидная пленка, которая придает высокий уровень прочности.
Анодирование меди
Медь является достаточно гибким видом металла. Для придания ей прочности используются различные методы. Одним из них является анодирование. Благодаря помещению медного материала в кислую среду, на поверхности образуется плотная пленка оксида, которая придает материалу большое количество полезных характеристик.
Таблица. Таблица совместимости металлов и сплавов
| Алюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Бронза | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Дюралюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Латунь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Медь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Никель | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Совм | нет данных | Совм |
| Олово | Не совм | Пайка | Не совм | Пайка | Пайка | II | Совм | Совм | Совм | нет данных | Совм |
| Оловянно-свинцовый сплав(припой ПОС) | Не совм | Пайка | Не совм | Пайка | Пайка | Пайка | Совм | Совм | Совм | нет данных | Совм |
| Сталь нелегированная (углеродистая)/ чугун | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |
| Хром | Не совм | Совм | Не совм | Совм | Совм | нет данных | нет данных | нет данных | Совм | Совм | Совм |
| Цинк | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |
Анодирование в домашних условиях
В современном мире в бытовой сфере используется большое количество металлических предметов, которые используются для различных целей. Каждому их владельцу хочется защитить их появления коррозии, чтобы они прослужили длительный период времени. Для этой цели подходит анодирование в домашних условиях.
Важно: Процедуру домашнего анодирования любого металла необходимо осуществлять на улице или на балконе.
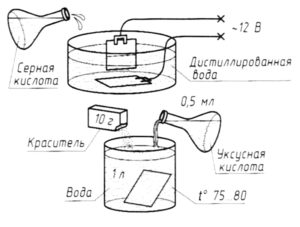
Сначала необходимо приготовить раствор. Для этого нужно смешать дистиллированную воду и кислоту в определенной пропорции. С серной кислотой важно обращаться предельно аккуратно, потому что она при попадании в глаза и на кожу может привести к появлению неприятной ситуации.
После этого можно подготовить детали из металлов для обработки. Для этой цели используются всевозможные вещества. Они способны очистить их для проведения процедуры.
На последнем этапе домашнего анодирования осуществляется погружения металлических деталей в раствор и подключение электрического тока.
анодирования в домашних условиях
Анодирование в домашних условиях — способы и технология

У многих красивое и непонятное слово «анодирование» ассоциируется со сложным физико-химическими технологиями, лабораторными условиями и прочей научной атрибутикой.
Мало кто знает, что этот полезный и несложный процесс можно провести при помощи подручных средств: сделать анодирование титана и других металлов реально даже в домашних условиях.
Но что это такое, и зачем это нужно для металла?
Название анодирования носит процесс, протекающий при использовании электролита и электрического тока различной величины и позволяющий получить на изделии прочную оксидную пенку, которая повышает прочность стали и обеспечивает защиту от коррозии. Прочностные и механические характеристики меняются в зависимости от состава металла, плотности и вида электролита, величины анодного и катодного воздействия, рассчитываемых по специальным уравнениям.
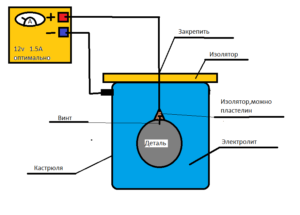
Собственно защитное покрытие не наносится, а образуется из самого железа в процессе электрохимической реакции. Технология, используемая в домашних условиях, схематично выглядит так:
Схема процесса анодирования в домашних условиях
- В диэлектрическую (не проводящую ток) емкость заливается электролит.
- Берется блок питания, способный обеспечить необходимое напряжение постоянного тока на выходе (это может быть аккумулятор или несколько батареек, соединенных в электронные цепи).
- К обрабатываемому предмету подключается зажим «+», и предмет погружается в емкость с раствором.
- Зажим «–» крепится на пластинку из свинца или нержавеющей стали и тоже опускается в жидкость.
- Подключается электрический ток нужной величины, согласно электрохимическому уравнению.
Благодаря ему на поверхности изделия начинает выделяться кислород, способствующий образованию прочной защитной пленки.
Анодное оксидирование (анодирование) различных металлов, проведенное в домашних условиях, конечно, сильно уступает тому, что проводится с применением промышленного оборудования.
Но, все же, оно способно обеспечить изделию ряд преимуществ:
- Повысить устойчивость к коррозии — благодаря тому, что оксидная пленка препятствует проникновению влаги к металлической основе, обеспечивая надежную защиту. Применение такого процесса на быстро ржавеющих предметах обихода или дисках и деталях бытовой техники способно значительно продлить срок их службы.
- Увеличить прочность металла и стали: оксидированное покрытие намного устойчивее к механическим и химическим повреждениям.
- Обработанная таким образом посуда нетоксична, устойчива к длительному нагреву, пища на ней не пригорает.
- Металлические изделия после анодированной обработки приобретают диэлектрические свойства (совсем или почти не проводят ток).
- Возможность провести гальваническое напыление другого металла (хромовое, титановое). Выполненное своими руками, оно способно значительно увеличить прочностно-механические характеристики или повысить декоративные качества (напыление под золото).
Кроме того, процесс дает возможность декорирования. Можно сделать цветное анодное оксидирование.
Такой результат можно получить, изменяя уравнения силы подаваемого тока и плотности электролита (это возможно, когда проводится анодирование титана и других твердых материалов) или с использованием краски (чаще для алюминия и других мягких металлов, но этот процесс применяется и на твердых основах). Окрашенные таким образом предметы имеют более ровный и глубокий цвет.
Промышленный метод дает более высокую прочность покрытия, возможность провести глубокое анодирование с одновременным нанесением катодной электрохимической пенки, дающей дополнительную защиту от коррозии. Но, даже проведенная в домашних условиях анодно-катодная обработка поможет сделать диски или другие детали движущихся механизмов более прочными, износостойкими.
Разные способы
Провести процесс оксидированной обработки стали в домашних условиях можно двумя способами. Каждый из них имеет свои недостатки и преимущества.
Теплый метод
Наиболее легкий процесс для проведения своими руками. Успешно протекает при комнатной температуре, при использовании органической краски, позволяет создавать удивительно красивые вещи. Для этой цели можно использовать как готовые краски, так и аптечные красители (зеленку, йод, марганец).
Твердое анодирование по такой технологии получить не удастся, оксидная пенка получается непрочная, дает слабую защиту от коррозии, легко повреждается. Но, если сделать окрашивание поверхности после такой методики, то сцепление (адгезия) покрытия с основой будет очень высокой, нитроэмали или другие краски будут держаться прочно, не облезут, обеспечат высокую степень защиты от коррозии.
Холодный метод
Эта методика при проведении в домашних условиях требует внимательного контроля за температурой, допуская ее колебания от –10 до +10°C (оптимальная температура для проведения электрохимической реакции согласно уравнению – 0°C).
Именно при таком температурном режиме анодная и катодная обработка поверхности протекает наиболее полно, медленно создавая прочную защитную оксидную пленку.
Это позволяет домашнему умельцу своими руками провести твердое анодирование, обеспечив стали максимальную защиту от коррозии.
По этой методике можно сделать гальваническое напыление, нанеся на изделие медь, хром или золото, рассчитав силу тока по специальным уравнениям. После такой обработки повредить деталь или диски из стали очень сложно. Защита от коррозии эффективно действует на протяжении многих лет даже при контакте с морской водой, может использоваться для продления срока службы подводного снаряжения.Маленьким минусом служит то, что краска на такой поверхности не держится. Для придания металлу цвета используется метод напыления (медь, золото) или электрохимическое изменение цвета под воздействием электрического тока (сила тока и плотность электролита высчитываются по специальному уравнению).
Технология анодного оксидирования
Весь процесс, проводимый своими руками, можно разделить на этапы:
- Поверхности дисков и других деталей из металла хорошо очищаются от загрязнений, моются, шлифуются.
- Проводится обезжиривание Уайт-спиритом или ацетоном.
- Выдерживается необходимое время в щелочном растворе (оно рассчитывается по уравнению, исходя из структуры материала).
- После этого диски или другие металлические изделия погружаются в электролит, где проводится анодная и катодная реакция наращивания оксидной пленки.
- Если проводилось холодное обрабатывание изделия, то после извлечения его из емкости следует тщательно промыть от кислоты, просушить. После завершения этого процесса ему обеспечена долгая надежная защита от коррозии.
- При тепловом процессе пленка будет пористая, мягкая, требующая дополнительного закрепления, проводимого путем окунания в чистую кипящую воду или посредством воздействия горячего пара. Потом ее нужно хорошо промыть.
Разновидности электролитов
В домашних условиях применяют не только промышленные химические кислотные растворы, но и простые средства, которые можно найти на любой кухне:
- Проводя анодирования титана, можно брать натрия хлорид, серную или ортофосфорную кислоты.
- Для алюминия применяют щавелевую, хромовую или серную кислоты.
- Вместо кислот для анодной и катодной обработки дисков или других предметов из стали можно использовать поваренную соль с пищевой содой. Сделать необходимый электролит можно, смешав 9 частей концентрированного содового раствора с одной частью солевого.
Время выдержки дисков, пластин, других металлических предметов в электролитной емкости под током рассчитывается по уравнению, исходя из физико-химических параметров.
Опасные моменты
При использовании кислот в качестве электролита необходимо строго соблюдать правила техники безопасности. Пренебрежение ими может привести к несчастным случаям:
- При попадании на кожу из-за того, что используется разбавленный препарат, возможны небольшие ожоги. Но для глаз такая концентрация опасна, поэтому не следует пренебрегать защитными очками и перчатками.
- Под воздействием тока выделяются кислородные и водородные пары, которые при смешивании образуют гремучий газ. Работая в плохо вентилируемом помещении, можно получить взрыв от любой искры, который может привести к смертельному исходу.
Соблюдая технику безопасности и этапы технологической обработки, можно получать прочные красивые вещи: хромировать автомобильные диски, создавать ювелирные украшения «под золото», добавлять прочности деталям бытовых механизмов в зависимости от применяемых технологий.
Технология анодирования металла и ее особенности

Привлекательный внешний вид и повышенные свойства прочности металлической поверхности можно достигнуть путем применения специальных электрохимических реакций. Одним из таких способов является анодирование металла, в процессе которого на плоскости образуется защитная оксидная пленка, наделяющая материал дополнительными качествами.
Особенности анодированных
Данная процедура широко применяется в промышленных масштабах, кроме того, осуществить самостоятельное оксидирование стали, алюминия или меди можно и в домашних условиях. Последний вариант будет отличаться от профессионального процесса, однако он удобен для обработки небольших деталей.
Изделия, которые на своей поверхности имеют образовавшуюся после анодирования пленку, обладают следующими характеристиками:
- повышенная устойчивость к коррозии;
- увеличивается прочность таких материалов как сталь и алюминий;
- изделие становится нетоксичным;
- отсутствие возможности проведения тока;
- подготовленная поверхность подходит под дальнейшую обработку с помощью гальванического покрытия.
Процедура анодирования металла применяется для производства посуды – обработанные таким методом изделия не пригорают на плите и безопасны для приготовления пищи. Материалы с оксидной пленкой используют при изготовлении некоторых инструментов, строительных материалов, светотехнических приборов, предметов домашнего обихода. Кроме того, обработке подвергаются изделия из серебра.
Широко распространено цветное анодирование, которое позволяет придать деталям разнообразный декор. Окрашенные таким способом изделия имеют более ровный и глубокий цвет.
Обработанные анодированием поверхности инструментов и приспособлений не растрескиваются при эксплуатации, сохраняя первозданный вид на долгий срок. Кроме того, плоскость становится более крепкой, что позволяет ей выдерживать повышенные нагрузки и механическое воздействие.
Как происходит процесс анодирования?
Вся процедура состоит из трех этапов работы: подготовки металла, его химической обработки и закреплении покрытия на поверхности. Предлагаем подробнее рассмотреть каждую из указанных фаз на примере обработки такого материала как алюминий:
- Подготовительный этап. Профиль из металла очищается механическим путем, после чего шлифуется и обезжиривается. Сделать это необходимо для того, чтоб покрытие крепко зафиксировалось на основе. Далее в действие вступает применение щелочей. Деталь помещают в раствор на некоторое время для травления, после чего перекладывают в кислотную жидкость, где алюминий осветляется. Завершающей стадией анодной подготовки является полная промывка деталей от остатков щелочи и кислоты.
- Химическая реакция. Заготовленное изделие кладут в электролит. Он представляет собой раствор из кислоты, к которому подключено воздействие тока. Анодируемый материал чаще всего обрабатывают с помощью серной кислоты, а для достижения расцветки применяют щавелевый ее аналог. Успешный результат достигается при правильных показателях температуры и плотности тока. Твердое анодирование предполагает использование низких температур, если же цель – получить мягкую и пористую пленку – показатели повышают.
- Этап фиксирования покрытия. Полученные алюминиевые детали с образовавшейся на них пленкой имеют пористый вид, поэтому их необходимо упрочнить. Для этого применяется несколько методов: окунание изделия в горячую воду, обработка паром или холодным раствором.
При дальнейшей цветной окраске изделия нет необходимости производить закрепление анодирования. Существующие лакокрасочные материалы отлично ложатся на пористую поверхность, образуя прекрасное сцепление с ней.
Стоит отметить, что таким анодированием покрывают металлы на промышленных предприятиях. Особо прочный тип покрытия реально получить при твердом типе процедуры. Данный материал применяется в автопроизводстве, строении самолетов и строительстве.
Методика процедуры в домашних условиях
Приступая к самостоятельному анодированию в домашних условиях, необходимо предварительно подготовить все инструменты:
- контейнер для помещения изделия;
- батареи емкостью в 9 в (несколько штук, в зависимости от желаемого результата);
- алюминиевая фольга;
- кабель с хорошей изоляцией;
- раствор электролита;
- клещи.
В качестве экспериментального опыта можно попробовать обработать болты. Толщина готового покрытия – приблизительно 0,05 мм. Изделия необходимо предварительно подготовить. Если были выбраны элементы из нержавеющей стали, заранее обезжирьте их и зашлифуйте.
Приготовьте электролитический раствор. Для этого понадобится серная кислота и дистиллированная вода. Приобрести кислоту для электролита можно в автомагазинах, специализирующихся на ремонте аккумуляторов. Пропорции воды и кислоты должны быть одинаковыми, однако не стоит использовать неразбавленное вещество.
Для того, чтобы получить черный цвет металла, понадобится больше времени, чем для светлого или бронзового результата.
Для начала протравите деталь в щелочи для ее подготовки. После этого поместите деталь в раствор с электролитом и подключите ток. Важно использовать термометр для контроля температуры и следить за тем, чтоб показатели не снижались. Когда уровень достигнет нижних отметок, необходимо закончить процесс.
На видео: анодирование в растворе щелочи.
Меры предосторожности и технические советы
Для получения анодной пленки самостоятельно важно соблюдать некоторые меры безопасности, которые помогут сохранить здоровье и осуществить процедуру правильно:
- При работе используйте индивидуальные средства защиты кожи – перчатки, маску. Закрывайте глаза защитными очками при необходимости: в процессе получения анодированного металла происходит большая отдача тепла, и раствор может брызгать, попадая на тело.
- Подбирайте контейнер для обработки правильно: это может быть пластиковая емкость или старая эмалированная ванна без сколов.
- После травления изделия, поместите его в чистую воду для того, чтоб успеть подготовиться к следующему этапу.
- Используйте алюминиевые токопроводы для работы: серебро, сталь или детали из меди необходимо подвешивать на специальную планку для того, чтоб вынимать изделия было легче.
- Толщина кабеля должна соответствовать силе тока. Если показатели были подобраны неправильно, твердая вариация процедуры пройдет безуспешно, вследствие чего металл просто растворится.
- Для достижения чёрного цвета стали используют нитрат натрия, детали в растворе выдерживают при температуре от 100 до 140 градусов.
Чтобы получить различные цвета металлов также применяют соляную кислоту, гидросернистый натрий, азотную кислоту, этиловый спирт. При данном анодировании образуется не только оксидная пленка, но и достигается определенная цветовая гамма.
Осуществление процедуры в домашних условиях рекомендуется проводить только после изучения техники безопасности по работе с кислотами. Анодированные поверхности имеют долгий срок эксплуатации и отличаются прочностью и стойкостью к повреждениям.
Рекомендуем прочитать:
Как анодировать металл в домашних условиях?
- Алюминий
- Титан
- Сталь
- Медь
- Анодирование дома
В современном мире имеется большое количество методов обработки металлов и металлических изделий. Они применяются и в промышленных масштабах, и в домашних условиях.
Что представляет собой анодированная металлическая поверхность
Под анодированием металла подразумевают процесс его обработки, для осуществления которого используют электролит и электрический ток определенной величины. В результате на поверхности изделий получают высокопрочную оксидную пленку. Она существенно повышает срок службы изделий, устойчивость к коррозии, обеспечивает отсутствие полос и царапин.
Прочностные и механические свойства материала также существенно изменяются, что зависит от состава металла и других характеристик:
- особенностей применяемого электролита;
- свойств катода;
- характеристик анода.
Особенностью анодного окисления считается то, что в результате его выполнения на поверхность металла не наносится никаких веществ. Защитная пленка образуется в результате преобразования самого материала при протекании соответствующих реакций.
Применяемые устройства и оборудование
В промышленных масштабах для анодирования стали применяют раствор серной кислоты, который обеспечивает высокую скорость процесса и наибольшую глубину проникновения. Современные установки представляют собой полностью автоматические линии с минимальным количеством персонала, роль которого сводится к контролю над рабочим процессом.
Все оборудование можно разделить на три вида:
- Основное. К нему относят ванну и катод. Емкость должна быть изготовлена из инертного материала, обладающего высокими теплоизоляционными свойствами – в этом случае электролит не будет слишком быстро нагреваться и прослужит намного дольше. Материал катода зависит от типа обрабатываемого металла. Например, для анодирования алюминия используют свинцовый лист, размер которого должен быть вдвое больше габаритов заготовки.
- Обслуживающее. Сюда относят узлы, которые отвечают за обеспечение работоспособности установки: приводные механизмы и устройства для передачи тока.
- Вспомогательное. Речь идет об оборудовании, на котором осуществляются работы по подготовке заготовок к анодированию. Сюда же относят механизмы для перемещения деталей и их складирования.
В процессе выбора подходящей установки необходимо принимать во внимание следующие особенности:
- Наиболее трудоемкими операциями являются погружение и выгрузка заготовки. Обращайте внимание на надежность и энергопотребление данных узлов.
- Производительность зависит от мощности энергетической установки. Как показывает практика, оптимальная мощность выпрямителя – 2,5 кВт. Наличие бесступенчатой регулировки уровня напряжения будет дополнительным преимуществом, облегчающим процесс анодирования стали.
Бесступенчатая регулировка будет после формирования защитного слоя средней толщины, когда для сохранения уровня тока будет необходимо плавно увеличивать напряжение.
- По кольцам емкости должны быть уставлены контактные площадки из гибкого материала. Лучше всего с этой задачей справятся элементы из меди.
Способы выполнения процедуры
Анодирование меди и других металлов может выполняться несколькими способами. Каждый из них имеет свои преимущества и недостатки, особенности проведения.
Главные плюсы анодированного металла
Анодированная сталь выгодно отличается от незащищенных изделий следующими качествами:
- Стойкость к коррозии. Барьерная пленка препятствует контакту металла с влагой, а также химически активными соединениями.
- Высокая прочность. Защитный слой обладает высокой устойчивостью к механическим повреждениям.
- Диэлектрические свойства. Оксидная пленка практически не проводит ток.
- Экологичность. Обработанная посуда приобретает устойчивость к интенсивным перепадам температур. В процессе приготовления пища не подгорает.
- Декоративные свойства. Некоторые металлы подвергают обработке для изменения визуальных качеств. В основном, для этих целей используют алюминий как обладающий хорошим соединением с кислородом. Добавление определенных солей в раствор электролита позволит поменять исходный цвет, придавая окрашенным изделиям ровные и глубокие оттенки.
Оксидирование также позволяет скрыть незначительные дефекты поверхности, такие как царапины или потертости.
В отличие от обычной нержавеющая сталь плохо поддается обработке как условно инертный металл. Для решения этой проблемы нержавейку покрывают никелем, а только затем проводят оксидирование. Ученые активно занимаются разработкой специальных паст, которые будут уменьшать инертные свойства наружного слоя нержавеющей стали.
| Поделитесь в соц.сетях: |
3 способа анодирования металла

Защищать металлические изделия от агрессивного воздействия внешней среды можно по-разному.
В том числе покрытием красками на масляной, глифталевой, пентафталевой, полиэфирной и эпоксидной основе – с разной степенью адгезии и разной долговечностью.
Но ничто не сравнится с анодированием — таким методом защиты, как создании с помощью электрохимического процесса защитной оксидной плёнки. Анодирование также называют — анодным оксидированием.
Оксидировать можно практически все металлы и сплавы, кроме чистых железа и меди. Связано это с тем, что эти два металла образуют сразу два оксидных соединения на своей поверхности. Как бы конкурирующих друг с другом, и потому это плохо сказывается и на прочности самой оксидной плёнки, и на её адгезии (то есть связанностью) с поверхностью.
Откуда появился сам термин
При электрохимическом создание оксидной плёнки на поверхности металлов деталь/изделие опускают в ванну с электролитом. Чаще всего это раствор кислоты. Электролиты электропроводны (что ясно из самого названия).
Когда через раствор пропускают постоянный ток (это важно, чтобы ток постоянно шёл в одном направлении!), на катоде выделяется водород, а на аноде – кислород, с помощью которого образуется оксидный, то есть окисленный целенаправленно, слой с заранее заданными свойствами, зависящими от силы тока и концентрации раствора кислоты.
А так как эта деталь в системе «катод-электролит-деталь» является анодом, то и создание защитной плёнки назвали «анодированием». Или «оксидированием».Варьируя силу тока и использование специальных добавок-присадок, можно добиться практически любой окраски анодированного покрытия.
Что дает анодирование
Чем-то анодирование похоже на гальванические процессы, возникающие во время хромирования или оцинковки стали. Но есть существенная разница: исключено использование посторонних веществ, пусть даже похожих по свойствам и химическому составу. Оксидирование ведётся на основе самого металла, подвергаемого электрохимическому воздействию.
При анодировании процесс поддаётся регуляции, оксидному слою придаются заранее заданные свойства, а результатом служит прочность оксидируемого участка.
Лучше всего защитный слой в результате анодирования образуется на таких металлах, как алюминий, титан, сталь, тантал. Главное же требование к технологии, чтобы металл имел только один оксид с высокими адгезивными свойствами.
Но для обеспечения адгезии нужна пористая структура, которая обеспечит соприкосновение рабочей смеси с чистым металлом поверхности, что значительно ускоряет процесс оксидирования.
Получается, что при электрохимическом процессе могут образовываться два типа оксидных защитных покрытий, отличающиеся как назначением, так и строением.
- Первый тип – пористая поверхность оксидной плёнки. Получается при воздействии на металл кислых электролитов. Структурированная порами поверхность служит отличной основой для того, чтобы на неё легли лакокрасочные материалы, которые своей структурой, образующейся в процессе полимеризации основы, закрепляется во фракталах пор. То есть анодированная поверхность способствует повышенной адгезии.
- Барьерная. Относится ко второму типу. Это самостоятельное защитное покрытие, которое защищает металл от контактов с внешней агрессивной средой.
Впрочем, созданием защитных слоёв процесс анодирования не ограничивается. Применяя разные материалы и меняя уровень напряжения, можно получить разные оттенки анодированной плёнки. Чем активно пользуются дизайнеры при оформлении интерьеров, когда облицовочным материалом служит алюминий.
Устройства, оборудование, реактивы
В промышленных масштабах анодирование делается в растворах серной кислоты разной концентрации. Они обеспечивают как большую скорость процесса, так и заданную глубину оксидной плёнки. Применение автоматики позволило полностью автоматизировать этот достаточно вредный для здоровья процесс.
Оборудование для анодирования бывает трех типов:
- Базовое, или основное. Тут всё просто: ванна с электролитом из инертного, не вступающего в реакцию, материала, притом обладающего свойствами теплоизолятора для предотвращения перегрева электролита. И катод, материал которого находится в прямой зависимости от того материала, который нужно анодировать.
- Обслуживающее оборудование. К нему относятся агрегаты, обеспечивающие работоспособность установки для оксидирования. Это узлы подачи напряжения, предохранительные и приводные механизмы.
- Вспомогательное. Это оборудование для работ по обработке и подготовке изделий к анодированию. В него входят и средства доставки деталей к ваннам. И средства упаковки и перемещения к местам, где готовые изделия складируются.
Самыми трудными, экологически опасными операциями при обработке металлов анодированием являются процессы загрузки и выгрузки деталей в ванны. Поэтому на качество работы приводных механизмов для этого всегда обращается особое внимание.
Исторически сложилось так, что все производственные процессы связаны с потреблением переменного тока – который совершенно не годится для процессов анодирования.
Для того, чтобы ток был постоянным (то есть текущий в проводниках только в одном направлении, применяют выпрямители с достаточным запасом мощности. Оптимальная мощность для промышленных выпрямителей, связанных с процессами оксидирования – 2,5 киловатта.А для обеспечения получения анодированной плёнки разных цветов и оттенков для таких выпрямителей монтируют бесступенчатую систему подачи мощности.
Способы анодирования
Образование на металлах оксидной плёнки зависит от выбранной технологии со всеми её факторами вроде типа электролита, мощности подаваемого тока, поверхности детали-анода.
Универсальность раз и навсегда отработанных методов позволяет проделывать процесс анодирования даже в домашних условиях – нужно только владеть технологиями, от которых будет зависеть цвет получаемой оксидной плёнки.
Минимизировать вред для здоровья от испарений кислот вряд ли получится, вряд ли в условиях домашней мастерской можно обеспечить герметичность ванны, эффективную систему вытяжки и фильтрации воздуха..
Среди разных видов анодирования популярен процесс нанесения цветной оксидной плёнки. Популярность его связывается не только с декоративностью получаемого покрытия, но и с разной степенью его прочности, которая зависит от цвета.
Теперь о методах, вынесенных в заголовок материала, а именно:
- Тёплый метод
- Холодный метод
- Твёрдое анодирование.
Тёплый метод
В большинстве случаев используется как промежуточный, ибо получаемые на его основе оксидные плёнки не стойки к воздействиям.
Твёрдое анодирование
Самая лучшая для высокого качества покрытия на стали. Такой способ анодирования применяют в аэрокосмической промышленности, где часто требуются запредельные нагрузки на узлы и агрегаты. Особенность метода — применение сложных по составу электролитов, а рецептура таких составов защищена патентами с международной регистрацией.
Преимущества анодированных поверхностей
- Выдающиеся антикоррозийные свойства. Оксидная плёнка надёжно защищает от обычной влаги и от большинства агрессивных сред.
- Прочность оксидной плёнки. Оксиды по своим прочностным физическим характеристикам в большинстве случаев прочнее металла, на котором они образованы.
- Непроводимость тока. Парадоксальным образом образованная на металле и из металла оксидная плёнка практически является диэлектриком – что находит своё применение в создании электролитических (оксидных) конденсаторов.
- Экологический аспект: при производстве посуды нанесённая на неё оксидная плёнка не даёт ионам металла переходить в пищу, не даёт ей подгорать, стенки и дно посуды приобретают устойчивость к большим перепадам температуры.
- Широкое использование анодированных поверхностей металла в дизайне.
Применение в растворах электролита некоторых солей позволяет получать глубокие и насыщенные оттенки.
Нержавеющая сталь
Самый трудный для анодирования объект из-за своей химической инертности. Чтобы получить на ней оксидированную поверхность, нержавейку предварительно подвергают процедуре никелирования. Хотя сейчас ведется активная разработка специальных диффузионных паст, на которых оксид будет образовываться без никелевой «подушки».
Медь
Оксидированию поддаётся плохо, а там, где это требуется, применяют дорогие соли в качестве присадок к электролитам или используют не экологичные фосфатные или оксалатные растворы. На практике этот процесс применяют крайне редко.
Титан
Металлические изделия из титана проходят обязательную процедуру оксидирования, из-за того, что нанесение оксидной плёнки на 15-28% увеличивает износостойкость верхнего слоя изделий из титана. А также дополнительно придаёт изделиям декоративность, кардинально меняя цвет. Титан очень нетребователен к составу кислот для электролитических реакций – подойдёт практически любая.
Серебро
Для создания оксидной плёнки на серебре, применяют серную печень – сплав порошкообразной серы с поташом при сильном нагревании без присутствия воды.
Впрочем, такой метод нанесения оксидных плёнок применяют и для бронзы, где получаемая плёнка называется искусственной патиной. На серебре обработка таким реактивом способна дать синий и фиолетовый цвета.
Но без изменения свойств серебра как металла.
Заключение
Анодное оксидирование — универсальный метод защиты многих металлов, а также технологией, позволяющей приготовить металлы к прочной окраске, когда оксидные плёнки бывают пористыми.
Анодирование также придает поверхностям дополнительные декоративные свойства.
А доступность многих материалов и оборудования позволяет, при обеспечении минимальных мер безопасности, делать анодирование металлов в кустарных условиях.