Для чего свариваемые детали собирают с зазором
Делаем подготовку деталей под сварку

Правильно подготовленная деталь к сварке — это залог её высокой несущей способности и прочности металлической конструкции в целом. Если подготовительные работы проведены не тщательно и с халатностью, вероятность того, что в процессе эксплуатации проявятся дефекты, возрастает.
В результате детальных анализов, возникающих время от времени дефектов, всегда наблюдается недостаточный уровень подготовки конструкции к восстановлению деталей с помощью сварки и наплавкой.
Такой способ нашел своё широкое применение в ремонте автомобильных запчастей, поэтому подготовительные меры всегда должны отличаться качеством, что даст возможность сделать детали не менее надёжными, чем до начала ремонта.
Подготовка детали к сборке
Сборка деталей под сварку предполагает ряд мер, которые нужно предпринять для подготовки материалов и получения заготовок.
Для начала прокат (из него будет выполняться деталь) зачищают и убирают все возможные неровности и загрязняющие поверхность элементы.
Все эти действия нужно проводить, учитывая несколько рекомендаций, желательно провести очищение и правку металла в специальной ванне для пассивирования и травления.
Далее нужно сделать наметку и разметку металлов:
- наметку делают с помощью переноса габаритов заготовки с проекта (чертежа) на саму поверхность металла;
- разметка будет готова, после того, как на металл будут перенесены размеры с шаблона, необходимые для заготовки. Сам шаблон изготавливается из картона фанеры или специального тонколистового метала. Его прикладывают, обводят карандашом и после убирают. По всей длине, где будет проводиться рез, деталь маркируется, и наносятся керны.
- чтобы сделать заготовку, её вырезают ножницами, резаками или автоматическими способами с помощью машин.
Иногда при использовании ножниц для резки, на металле образуется наклёпанный материал, для решения этой проблемы зачастую используют механическую обработку с использованием кромкострогальных станков. Если требуется, применяется обычная рихтовка или сгибание с нагреванием деталей. Для этого стоит учитывать степень кривизны и уровень толщины металла.
Когда толщина и форма кромки ясна, подготавливается обрезка строганием или с помощью газовой резки. Профессионалы зачастую используют механизированную кислородную резку. Она обладает высокой точностью и производительностью при работе с подготовкой кромки.
Дальнейшая обработка механическими способами, при качественно выполненном резе не понадобится. Необходимые требования к кромкам определяются видами швов, а также тем, каким именно способом будет происходить сварка и в каком режиме.Любые отклонения и неточности, приведут за собой усложнение процесса работ и снижение качества шва.
Как подготовить материалы для сварки?
Кромки свариваемых деталей нужно сточить напильником под небольшим углом. То, какими по типу будут кромки, и под каким углом их нужно сточить, зависит от количества требуемого электродного металла для заполнения разделки.
Если сварка проходит при помощи плавящихся электродов, подготовленный зазор примерно будет равен 5-ти миллиметрам. И чем зазор больше, тем глубже происходит проплавка соединяемых материалов.
Подготовленные детали нужно плотно сжать между собой, для этого выбирается любой доступный способ. Если под рукой есть тиски, они подойдут идеально.
Серийные детали подвергаются сварке в специальных приспособлениях, которые изготавливаются по индивидуальным замерам.
При использовании автоматизированного процесса сварки, в большей степени применяются манипуляторы, они предоставят высокую точность сборки перед соединением.
Очистка
Свариваемый метал на местах стыков надо очистить от любой влаги, ржавчины (если она есть), слоя окалин и маслянистых пятен. Если применяется механизированные способы сварки, нужно уделить особо тщательное внимание для очистки поверхностей на торцах изделий.
Зачистка происходит самостоятельными способами, для этого используются металлические щётки или абразивы. Если способ химический, применяется травление и газопламенная очистка.
С металла удаляется абсолютно всё лишнее в виде любого мусора до того, как конструкция собрана. Если это не сделано, зачистить готовую сборку не получится, так как не получится добраться до зачистки самих кромок.
Также в процессе обработки предметы остатки щётки или других материалов, могут оставаться на местах стыков, и влиять на надёжность будущего шва.
Если есть возможность, можно продуть места сварки сжатым воздухом, это нужно делать сразу же перед работой. Это позволит удалить мусор, который появился в зазорах при подготовке деталей к сварке и подсушить стыки.
Непосредственно перед проведением сварки, нужно произвести сборку конструкции. Она означает установку и фиксацию всех деталей в положения, предусмотренные проектом. От того, насколько правильно произведена сборка, будет зависеть качество швов и надежность конструкции в целом. Для этого стоит соблюдать несколько правил:
- Между деталями должен быть предусмотрен требуемый зазор, строго по проекту;
- Части закрепляются так, чтобы их целостность не была нарушена в процессе соединения и кантовки;
- Не должно быть никаких ограничений к месту сварки.
Есть смысл сделать так называемые «прихватки». Это небольшие отрезки швов, они помогут сохранить целостность установленных по проекту частей металла и уберечь сборку от возможных повреждений даже при транспортировке. Обычно прихватки сваривают с учетом таких характеристик:
- их сечение не должно превышать половину сечения будущего шва;
- максимальное значение сечения 30 квадратных миллиметров;
- расстояние от одной до другой 400-800 мм.
Сварка и наплавка
Восстановление деталей сваркой и наплавкой — это довольно популярный и часто применяемый способ. С его помощью исправляются картеры приборов, завариваются трещины, делаются накладки и т. д.
Принцип починки состоит в том, чтобы наплавить изношенные поверхности для работы под ремонтные или нормальные размеры.
Касаемо ремонта авто, всегда применяют два вида наплавки, полуавтоматический и соответственно автомат.
Преимущества этих методов выражены в лучшем качестве результата и высокой производительности. Этот результат достигается путём того, что расплавленный после сварки флюс защищает наплавляемый металл от воздействия на него окружающей среды. Это целесообразно использовать для ремонта обода колёс большегрузов, шлицевых и распределительных валов.Сварка и восстановление мелких деталей предполагает использование автоматической вибродуговой наплавки. Таким образом, удаётся наплавить слой толщиной до 1,5 миллиметра.
Наплавная головка закрепляется на суппорте станка, а сама металлическая деталь по центру. Электродная проволока подаётся из кассеты роликами, используя вибрирующий мундштук к крутящейся детали.
Вибрируя, он соприкасается с деталью и оплавляется под воздействием электрических импульсов.
Сварка деталей наплавкой предусматривает три этапа:
- Подготовительные работы;
- Процесс сварки;
- Обработка и работа над улучшением характеристик детали.
При подготовке происходит разделка кромок соединяемых деталей и очищается их поверхность. Всё происходит механическим образом или используя кислородную резку.
Сварка оцинкованных деталей предполагает переход цинка от воздействия температуры в газообразное состояние. Эти пары могут наносить удушье и вызвать отравление. Работы с данными деталями требуют высококвалифицированного подхода и специально оборудованного помещения.
Сварка закладных (из округлой стали) деталей требует тщательной подготовки. Перед работой они обрабатываются токарным способом при наличии на них трещин, щепок и т. д. Толщина слоя, который будет подвергаться снятию, равен 1-2 миллиметрам.
Подготавливая резьбовые поверхности, их нужно освободить от самой резьбы, которая пришла в непригодность, так как это будет препятствовать достаточной сцепке металлической поверхности.
Затем нужно удалить следы масла, в этом случае всегда помогает газовая горелка.
Подготовка алюминиевых деталей означает процесс наплавления в несколько подходов. Здесь будут использоваться электроды алюминиевого состава или же проволока, состоящая из соответствующего сплава. Сварка осуществляется местным или общим прогревом детали с температурой до 300 градусов.
Вывод
Подготовка материалов и деталей для начала сварочных работ очень важный, с точки зрения качества на выходе, процесс.
Подойдя к нему без учета перечисленных выше рекомендаций и правил, можно не добиться требуемого результата, что не даст никаких гарантий по надёжности спроектированной конструкции.
Стоит всегда применять тщательную очистку на каждом этапе подготовительных работ, ведь даже эти простые действия, помогут вывести сварку конструкции на должный уровень.
Подготовка и сборка деталей под сварку
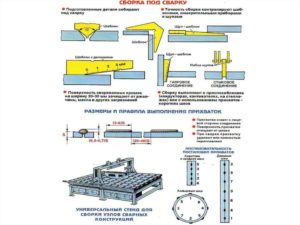
Подготовка и сборка деталей под сварку подразумевает выполнение очистки, выравнивания, разметки, резания и сборки заготовок.[context]
Кромки и примыкающую зону, 20-30 мм с каждой стороны, очищают от ржавчины, краски, окалин, масла и других загрязнений. Качественно подготовленные кромки и прилегающая зона имеют металлический блеск, что достигается при использовании металлических щеток, пламя, а при ответственных соединениях используют травление, обезжиривание, пескоструйную обработку.
Более подробно об очистке заготовок перед сваркой смотрите в этой статье.
Детали с вмятинами, выпуклостями, волнистостью, искривлением обязательно выпрямляют. В холодном состоянии можно выпрямлять листы и прокат вручную или при помощи машин. При сильной деформации металла выпрямление делают в горячем состоянии. Для выпрямления используют молотки, прессы, правильные машины.
Следующий этап подготовки деталей перенесение размеров из чертежа на металл и его разметка.
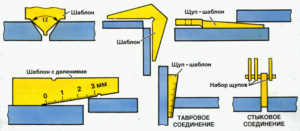
Для измерений и разметки используют метры, линейки, угольники, циркули, чертилки, маркеры, мел и специально изготовленные шаблоны.
Во время сварки заготовки укорачиваются, что необходимо учитывать при разметке заготовок. Для этого используют припуск с расчета 1 мм на каждый поперечный стык и 0,1-0,2 мм на 1 м продольного шва.
После разметки детали разрезают термическими или механическими способами, для придания заготовкам необходимого размера и формы.
Кромки на местах будущих сварных соединений делают напильником, зубилом или механическим способом на фрезерных станках, строгальных станках и др.
Угол скоса зависит от способа сварки, химического состава металла и его толщины. Проверку угла скоса кромок делают при помощи шаблонов.
Сборка деталей под сварку производится одним из трех подходов:
предварительно собрать всю деталь и сварить все необходимые швы;сварить часть конструкции и к ней постепенно присоединять недостающие детали;
предварительная сборка и сварка изделия с отдельных узлов конструкции;
Продуктивность и качество изготовления сварных конструкций во многом зависит от базовых поверхностей (баз) для сборки сварных конструкций. Базовыми считаются поверхности с наибольшими размерами; в качестве направляющей базы — самую длинную поверхность; опорной базой считают любого размера поверхность в нормальном состоянии и неизменной форме (без резов, капель, швов).Выбирать базу стоит исходя из наличия сборочных приспособлений, вида заготовок, жесткости деталей и точности из размещения, зазора между кромками. Важно учитывать сварочные напряжения и деформации.
Приспособления для сборки и сварки
Для более продуктивного и качественного изготовления сварных конструкций используют специальные приспособления для сборки и сварки:
- универсальный зажим для монтажа и сборки цилиндрических деталей;
- ручная скоба для сборки профильного и листового металла;
- ручная пружинная скоба для сборки профильного металла;
- поворотный винтовой зажим для сборки и крепления деталей в массовом производстве;
- струбцина для сборки деталей разного профиля;
- угловой прихват из болтом для сборки крупных контрукций с листового металла;
- скоба прихваточная с ломом для конструкций, которые собирают внахлест в монтажных условиях;
- гребенка на прихватках для крупных листовых конструкций;
- прихваточные шайбы с планками и клиньями для листовых конструкций;
- винтовая стяжка для притягивания деталей;
- стягивательное кольцо для трубопроводов большого диаметра;
- гибкий хомут с эксцентрическим зажимом для цилиндрических деталей;
- винтовой распорно-стягивательный механизм для листовых конструкций и плоскостных изделий;
- крюк с ломом для стягивания кромок;
- винтовая распорка для цилиндрических деталей;
- распор для сборки деталей машиностроительных конструкций;
- винтовая упорная скоба для деталей ограниченных размеров;
- односторонний винтовой упор для сборки профилей ферм и других конструкций;
- односторонний упор для сборки конструкций на стационарных постах.
Выполнение прихваток после сборки конструкции
[context]Собранные детали прихватывают. Длина прихваток и расстояния между ними зависит от толщины металла и длины шва. Ставят прихватки для фиксации деталей и сохрани зазора между ними в процессе сварки. Прихватка должна проваривать корень шва, потому что в процессе сварки сама прихватка может полностью не переплавится.| Толщина металла, мм | ≤ 5 | ≤ 5 |
| Длина металла, мм | ≤ 150-200 | ≤ 200 |
| Длина прихваток, мм | ≤ 5 | 20-30 |
| Расстояние между прихватками, мм | 50-100 | 300-500 |
Нужно делать прихватки максимально низкими, лучше если они будут вогнутыми. Прихватки ставят на режимах аналогичных режимам сварки. Иногда прихватку заменяют цельным швом небольшого разреза.
При сварки меди необходимо обходиться без прихваток, зажимать детали в кондукторах или других приспособлениях, потому что они вызывают трещины при повторном нагревании.
Прихватки нагревают металл и при последующем передвижении деталей возможно возникновение трещин. Чем больше толщина деталей, тем больше растягивающая усадка в прихватках и возможность появления трещин.
Поэтому прихватки целесообразно использовать для деталей небольшой толщины (до 6-8 мм).
При большей толщине листов безопасность передвижения узлов можно достичь при помощи гребенок (эластичных прихваток) или собирают изделие из гибкими деталями (решетки, фермы и т.п.)
Подготовка под сварку деталей разной толщины
L= 5×(S1-S)
L1=2,5×(S1-S)
При стыковом соединении деталей разной толщины можно обойтись без дополнительных операций и сваривать их как детали одинаковой толщины, если разница между ними не выше чем значения указанные в таблице ниже
| Толщина тонкой детали, мм | 1-4 | 4-20 | 20-30 | больше 30 |
| Допустимая разница, мм | 1 | 2 | 3 | 4 |
Для плавного перехода между деталями допускается наклонное размещение поверхности шва.
Если разница в толщине свариваемых деталей больше чем указаны в таблице, то на деталях большей толщины делают скос кромок с одной или обеих сторон. При этом элементы разделки и толщину шва выбирают исходя их размеров меньшей детали.
Допускается смещение кромок не более: 0,5 мм — для деталей толщиной до 4 мм; 1,0 мм — для деталей толщиной 4-10 мм; 0,1 × S, но не более 3 мм — для деталей толщиной 10-100 мм; 0,01 × S + 2 мм, но не более 4 мм — для деталей толщиной более 100 мм.
Катеты углового шва должны указываться при проектировании изделия, но не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины тонкой детали при сварке деталей толщиной более 3 мм.Сохранить:
Особенности подготовки металла под сварку
Прежде, чем приступить к свариванию металлических изделий, необходимо их подготовить. Непосредственно подготовка металла под сварку состоит из нескольких этапов.
Вначале металл подвергается правке, затем осуществляется разметка и резка изделия, его зачистка и подогрев. На заключительной стадии производятся гибка и обработка кромок.
Эти процедуры необходимы для того, чтобы добиться качественного соединения элементов конструкции.
Стоит помнить: ржавчина, частички металла, прочие элементы, оставшиеся на поверхности, препятствуют качественной сварке.
Поэтому важна правильная подготовка деталей к сварке, которая позволяет улучшить свариваемость. Количество процедур, которые необходимо выполнить при подготовке деталей под сварку, может различаться в зависимости от конкретной ситуации – степени загрязненности, деформации заготовок, объема работ и прочее. При этом все этапы подготовки регулируются согласно ГОСТ 5264-80.
Правка металла – особенности процесса
Металлические заготовки при транспортировке или по иной причине могут деформироваться. В этом случае возникают сложности с их стыковкой в области сваривания, что приводит к снижению качества сварного шва.
Поэтому подготовительно выполняется правка изделия. В зависимости от размеров заготовок и сложности искривленных участков применяется холодная или горячая правка. Она выполняется вручную или специальными приспособлениями.
Плиты из чугуна и стали вручную исправляют молотком или кувалдой. При необходимости создать большее давление применяется ручной пресс.
Он представляет собой винтовой аппарат с двумя плитами, между которыми укладывают детали с деформированными участками, и выправляют их под высоким давлением.
Если вручную исправить деформацию невозможно, используются специальные приспособления – в частности, листоплавильные станки или прессы различных типов. Данные устройства работают на электродвигателях, вырабатывающих необходимую для работы мощность, для передачи которой используются редукторы. Таким образом удается увеличить давление на искривленные участки.
Особенности разметки заготовок
Подготовка деталей под сварку включает в себя такой важный этап, как разметка заготовок. Необходимость его выполнения связана с несовпадением размеров профилей с параметрами деталей, которые будут использованы в конструкции. Поэтому профиль необходимо подрезать. А перед этим – разметить, задав необходимые размеры.
Выделяют несколько способов разметки: ручная, оптическая, мерная резка. При ручной разметке используются простые инструменты для измерений – например, линейка или штангенциркуль. Если размечается небольшая партия однотипных заготовок, применяются изготовленные из алюминия или профилируемых листов шаблоны. Ручной способ отличается трудоемкостью и низкой скоростью выполнения работы.
При оптическом способе нанесения разметки применяются разметно-маркировочные машины. Их преимущество заключается в высокой скорости – до 10 метров в минуту. Чтобы разметить заготовку, необходимо запрограммировать аппарат под установленные параметры. Для нанесения разметки в данных устройствах используется пневматический крен.Технология мерной резки не предполагает нанесение разметки на профили – в этом случае в специальные машины закладывается программа с указанием конфигурации и размеров заготовок. В результате аппарат сразу режет изделие под заданную форму.
Резка металла
Это один из важнейших этапов, который предполагает подготовку металла под сварку, поскольку иначе не получится добиться нужного размера заготовок. Выделяют механическую и термическую резку. При механической резке используются ручные и механические инструменты.
Процесс термической резки представляет собой плавление металла по предварительно нанесенным отметкам. Этот тип работ также может быть ручным и автоматизированным. Для выполнении операции применяются кислородный резак, дуговая сварка, плазматрон.
Также термическая резка осуществляется с применением станков, аппаратов, работающих в полу- или в автоматическом режиме.
Стоит отметить, что термическая резка – это универсальная технология, которая позволяет разрезать изделия в различных направлениях, как прямолинейно, так и криволинейно.
Зачистка изделия
Сварочные работы необходимо проводить на предварительно подготовленных поверхностях – очищенных от механических загрязнений, и химических пленок. Присутствие даже небольших частичек загрязнений может привести к растрескиванию конструкции, пористости, напряжению в металле. В результате сварное соединение утрачивает свои качественные характеристики.
Не стоит забывать об оксидной пленке, которая образуется на поверхности металлов при их контакте с воздухом. Она является жаростойкой, препятствует качественной сварке. Удалить ее можно как болгаркой, так и вручную, щеткой из металла.
На производстве детали зачищаются пескоструйными и дробеструйными аппаратами. Также производится химическая чистка – путем погружения изделий на определенное время в ванну с химическими реагентами. Этот тип очистки в основном используется при подготовке деталей из цветных металлов, а черные, стальные заготовки зачищаются вручную.
Подготовка кромок под сварку
Кромки заготовок, особенно большой толщины, предварительно необходимо зачистить и придать им нужную геометрическую форму. Выделяют плоские, V-образные и Х-образные кромки. Плоские кромки используются при соединении тонких изделий, вторые два вида – при стыковке толстых заготовок.
Важно: кромки не обрабатываются, если толщина детали не более 3 мм.
Подготовка кромок под сварку состоит из обработки ширины зазора, угла разделки, регулировки длины откоса.
При подготовке кромок под сварку труб различной толщины их обработка особенно актуальна – в противном случае металл не провариться.
Поэтому важно подобрать правильный скос, благодаря которому переход между деталями будет плавным. А это снимет напряжение нагрузки во время использования готового изделия.Для подрезки кромок при подготовке труб к сварке холодным способом используются станки или ручные инструменты. Термический способ предполагает использование горелок – ручных или автоматических.
Холодная подготовка металла к сварке считается более качественной. В этом случае в разы повышается точность сборки конечного изделия. А после термической обработки фаски зачастую нужно довести до правильных размеров и формы, особенно когда осуществляется подготовка труб под сварку.
Сборка изделий под сварку
Сборка под сварку – это заключительный этап подготовки. В этом случае отдельные детали фиксируются, чтобы они после сварки остались в нужном положении.
Зачастую недостаточно просто расположить их рядом или зафиксировать специальным устройством – необходимо выполнить точечную приварку двух деталей. Это обеспечивает надежность конструкции и сохраняет ее форму.
Такую заготовку можно расположить так, чтобы было удобно сделать горизонтальный шов.
К сборке изделий предъявляются следующие требования:
Сборка осуществляется после того, как полностью завершена подготовка поверхности металла под сварку. К местам соединения деталей нужно обеспечить свободный доступ. Все заготовки должны быть надежно скреплены, чтобы избежать деформации при сварке.
Особенности подготовки труб к сварке
Подготовка труб к сварке требует ответственного отношения. Так, трубы, изготовленные из низколегированной и углеродистой стали обрабатываются только вручную холодным способом.
Марка стали влияет на глубину снятия металла. При подготовке труб к сварке нужно обязательно проверять толщину стенок: по всей окружности торцов в месте соединения она должна быть одинаковой.
А сами торцы – перпендикулярными.
После того, как изделия подготовлены, можно переходить к сварочным работам. Для этого может использоваться полуавтоматический инвертор. И подготовка к работе сварочного полуавтомата – не менее важный аспект работы. Необходимо выставить силу тока, скорость подачи сварочной проволоки, расход защитного газа.
Таким образом, подготовка металла под сварку – один из важнейших этапов работы. Времени она занимает много, однако при соблюдении всех правил гарантирует высокое качество конечного результата.Подробнее с подготовкой металла можно ознакомиться на видео:
[Всего : 1 Средний: 2/5]
Для чего свариваемые детали собирают с зазором — Справочник металлиста
Прежде, чем приступить к свариванию металлических изделий, необходимо их подготовить. Непосредственно подготовка металла под сварку состоит из нескольких этапов.
Вначале металл подвергается правке, затем осуществляется разметка и резка изделия, его зачистка и подогрев. На заключительной стадии производятся гибка и обработка кромок.
Эти процедуры необходимы для того, чтобы добиться качественного соединения элементов конструкции.
Стоит помнить: ржавчина, частички металла, прочие элементы, оставшиеся на поверхности, препятствуют качественной сварке.
Поэтому важна правильная подготовка деталей к сварке, которая позволяет улучшить свариваемость. Количество процедур, которые необходимо выполнить при подготовке деталей под сварку, может различаться в зависимости от конкретной ситуации – степени загрязненности, деформации заготовок, объема работ и прочее. При этом все этапы подготовки регулируются согласно ГОСТ 5264-80.
Ручная дуговая сварка для начинающих сварщиков
Сварка ММА, или ручная дуговая электросварка, широко используется во многих сферах промышленности. Но на сегодняшний день тенденции таковы, что в современном мире предпочтение отдается более высокоскоростным способам сварки, таким как автоматическая и МIG/MAG. Их удельный вес с годами только растет.
Однако, несмотря ни на что сварка ММА остается незаменима в условиях ограниченной зоны доступа, при работе на открытом воздухе и в быту, так как стоимость сварочных аппаратов и расходных материалов является более-менее доступной.
Большинство компаний, производящих дорогую сварочную технику, не обходят также вниманием ММА сварку, год от года совершенствуют аппараты, добавляют в них режимы, упрощающие труд сварщика.
Ближе к конкретике …
Говоря о сварных швах, новичкам нужно определиться, каковы критерии хорошего и плохого шва. Поэтому вначале освойте немного теорию.
Для чего свариваемые детали собирают с зазором — Станки, сварка, металлообработка

Точность подготовки деталей к сварке, их чистота и качество сборки оказывают весьма существенное влияние на несущую способность и экономичность сварной конструкции.
Недостаточно тщательное выполнение заготовительных и сборочных операций приводит к резкому возрастанию вероятности появления дефектов в сварных соединениях и в конструкции в целом. Анализ дефектов, возникающих при сварке, однозначно показывает, что значительную долю брака следует отнести за счет плохого качества подготовки и сборки.
Исправление брака в готовом изделии не всегда приводит к полному восстановлению заданных свойств сварного соединения и является трудоемкой и технически сложно выполнимой операцией.
Отсюда очевидно, что значительно рациональнее устранять дефекты, появившиеся при заготовке и сборке, до проведения операции сварки.
Однако не следует предъявлять излишние и подчас трудновыполнимые требования к точности заготовок и их сборке под сварку, значительно удорожающие изготовление конструкции.
Применяемые на практике способы сварки позволяют получать качественные сварные соединения при некоторых допустимых колебаниях точности заготовки деталей и сборки. Это возможно, безусловно, следует использовать.
Подготовка деталей к сварке в Перми
Для получения заготовки, подлежащей сборке, необходимо выполнять ряд операций.
Предварительно прокат, из которого будет изготовлена деталь, подвергают правке и зачистке с целью устранения загрязнений и неровностей, образовавшихся при прокатке, транспортировке и хранении металла.
Правку листового материала осуществляют в правильных станах, зачистку — в дробеметной установке или в специальных ваннах для травления и пассивирования.
Затем выполняют разметку или наметку деталей: разметку — путем перенесения размеров заготовки с чертежа непосредственно на металл, кернения металла по линии будущего реза и маркировки детали; наметку— путем перенесения на металл необходимых для изготовления заготовки размеров с шаблона, специально изготовленного из тонколистового металла, фанеры или картона. Чертилкой обводят контуры шаблона, после чего его удаляют, вдоль всей линии реза наносят керны и деталь маркируют. Вырезку заготовок производят на ножницах, автоматическими газопламенными машинами или ручными резаками. В последнее время начинает применяться резка сжатой дугой.
В некоторых случаях для удаления наклепанного металла, образовавшегося по кромкам при резке на ножницах, устранения неровностей, характерных для ручной газовой резки, кромки подвергают механической обработке на кромкострогальных станках. В случае необходимости используют холодную гибку металлаили гибку в нагретом состоянии. Выбор того или иного способа определяется толщиной металла и радиусом кривизны неровности.
В зависимости от толщины свариваемого металла и формы разделки кромки подготовляют обрезкой на ножницах, строганием или газовой резкой.
Наибольшее применение находит механизированная (машинная) кислородная резка, обеспечивающая высокую производительность и достаточную в большинстве случаев точность подготовки кромок. Последующая механическая обработка при качественном резе для сталей большинства марок не требуется.
Необходимая точность подготовки кромок определяется типом шва, способом и режимом сварки. Отклонения от заданных размеров могут привести к снижению качества шва или повышению трудоемкости работ.
Основной металл до сборки в местах сварки должен быть очищен от ржавчины, масла, влаги, рыхлого слоя окалины и других загрязнений, могущих привести к образованию пор и других дефектов в швах. Особое внимание должно быть уделено зачистке металла при механизированных способах сварки. Особо тщательно следует зачищать торцы соединяемых элементов.Зачистку производят до сборки узла механически (пескоструйным или дробеструйным способами, металлическими щетками, абразивом) или химически (травлением, газопламенной очисткой). Следует удалять с поверхности металла рыхлый слой ржавчины и окалины, а также грязь и лед даже в том случае, если загрязнение расположено вне места сварки.
Это необходимо для того, чтобы при транспортировке и кантовке конструкции загрязнения не попали в место расположения будущего шва.
Зачистка собранного узла в большинстве случаев безрезультатна, так как не достигается основная цель — очистка свариваемых кромок, а иногда даже и вредна в связи с тем, что продукты зачистки, попадая в зазор (особенно после сварки первого шва таврового соединения), задерживаются там.
Имеет смысл только прожигание места сварки газовым пламенем или продувка сухим сжатым воздухом непосредственно перед сваркой. При этом удаляются попавшие в зазор уже после сборки влага и грязь. Эта операция достигает цели при прожигании металла толщиной 10—12 мм с одной стороны и 18—20 мм с двух сторон. При электрошлаковой сварке в большинстве случаев зачистки кромок не требуется.
Сборка деталей под сварку в Перми
Сварке всегда предшествует сборка конструкции, т. е. установление и фиксация деталей в предусмотренном проектом положении. Сборка деталей под сварку является одной из трудоемких и наименее механизированных операций. Она должна обеспечивать возможность качественной сварки конструкции.
Для этого необходимо выдержать заданный зазор между соединяемыми деталями, установить детали в проектное положение и закрепить между собой так, чтобы взаиморасположение деталей не нарушилось в процессе сварки и кантовки, а если необходимо,— и транспортировки. Должен быть обеспечен свободный доступ к месту сварки.
При электрошлаковой сварке детали, как правило, собирают с расширяющимся к концу шва зазором, что позволяет компенсировать усадку металла шва.
В подавляющем большинстве случаев взаимное расположение деталей перед дуговой сваркой фиксируется при помощи коротких отрезков швов, называемых прихватками. Прихваток не должно превышать V3 сечения шва. Их максимальное сечение не более 25—30 мм2, длина 20—120 мм, расстояние между ними 300—800 мм. Прихватки выполняют покрытыми электродами, в защитных газах или под флюсом.В ряде случаев, особенно при сварке жестких узлов, прихватки заменяют сплошным швом небольшого сечения (беглым швом), что значительно повышает стойкость металла шва против кристаллизационных трещин и уменьшает вероятность нарушения заданного взаимного расположения деталей в процессе сварки вследствие растрескивания прихваток Беглый шов сваривают вручную или механизированным способом.
Прихватки и беглый шов рекомендуется выполнять со стороны, обратной наложению первого рабочего шва или слоя. Беглый шов кроме скрепления деталей служит для удержания флюса и металла сварочной ванны в зазоре.
При сварке ответственных конструкций вручную или в защитных газах на режимах, обеспечивающих малую глубину провара основного металла, прихватки и беглый шов следует удалять при наложении рабочего шва путем расчистки корня шва.
Для скрепления деталей перед сваркой и в процессе нее применяют специальные планки-гребенки, удаляемые по мере формирования шва. Недостатками гребенок являются затраты металла на их изготовление и необходимость сварки и последующей зачистки остатков прихваток, расположенных на основном металле.
Для закрепления деталей широко применяют струбцины, клинья, стяжные уголки и другие механические приспособления. В некоторых случаях при массовом характере производства используют специальные кондукторы, в которых осуществляется сборка и сварка.
По концам детали обычно устанавливают специальные планки для вывода начала и конца шва за его пределы. Эти же планки служат и для скрепления деталей. При сварке с обязательным зазором в верхнюю часть зазора вводят короткие прокладки, которые соединяют с листами при помощи прихваток.
При электрошлаковой сварке для фиксации деталей применяют скобы, устанавливаемые на расстоянии 500—1000 мм друг от друга. Иногда применяют вставки, удаляемые при подходе сварочного аппарата. Для вывода начала шва за пределы соединения при электрошлаковом процессе применяют выводные планки, имеющие ту же толщину, что и основной металл.
Они также служат элементом, скрепляющим детали между собой.
Электрошлаковая сварка
Главной особенностью электрошлаковой сварки (ЭШС) является принципиальное различие процесса электрошлаковой сварки в его начале и дальнейшем протекании, когда сварочная цепь электрического тока проходит по электроду, жидкому шлаку и основному металлу, обеспечивая расплавление основного и присадочного металлов, а также постоянно поступающего в ванну специального флюса. Ванна расплавленного шлака за счет меньшей, чем у расплавленного металла плотности, постоянно находясь в верхней части расплава, исключает воздействие окружающего воздуха на жидкий металл и очищает капли электродного металла, проходящие через шлак, от вредных примесей.
Разработано несколько способов электрошлаковой сварки (рис. XII.1). Наибольшее практическое применение имеет электрошлаковая сварка проволочным электродом (одним или несколькими) с колебаниями или без колебаний, пластинчатым электродом большого сечения, плавящимся мундштуком
Рис.1. Схема процесса и разновидности электрошлаковой сварки.
а — одним проволочным электродом с неподвижной осью или с колебанием электрода; б — двумя проволочными электродами с их колебанием; в — пластинчатыми электродами; г — плавящимся мундштуком; 1 — свариваемая деталь; 2 — ванна расплавленного шлака; 3 — электрод; 4 — расплавленные электродный и основной металлы; 5 — сварной шов; 6 — пластинчатый электрод; 7 — мундштук; 8 — медные пластины