Как согнуть конус из металла своими руками
Как согнуть конус из металла своими руками — Металлы, оборудование, инструкции
Чтобы в дымовую трубу не попадали осадки, чтобы она не разрушалась льдом, её нужно защитить дымником. Мастера-жестянщики могут изготовить дымник на трубу самых причудливых форм, иногда на дымник устанавливают флюгер, указывающий направление ветра. Но сделать дымник простой конструкции на дымоходную трубу из металла или кирпича можно и своими руками.
Монтаж дымников
С давних времен дымники защищали дымоходы домов, не потеряли они своей актуальности и в наши дни. Если дровяные печи в домах сегодня редкость, то почти в каждом загородном доме есть камин, вытяжную трубу которого необходимо оградить от попадания в неё атмосферных осадков, птиц, осенней листвы и других посторонних предметов.
Нуждаются в такой же защите и все остальные трубы, выходящие на крышу: вентиляционные и дымовые трубы газовых отопительных приборов. Кроме защитной и декоративной функции, дымники способны выполнять ещё одну: они улучшают циркуляцию горячего воздуха в каминах и печах. Разберемся, как сделать дымник на трубу своими руками.
Виды дымников
Дымники могут отличаться друг от друга формой крыши, материалом изготовления, наличием дополнительных конструктивных элементов. Поэтому, прежде чем приступить к выполнению работ своими руками, стоит познакомиться с их разновидностями.
Формы крыши дымников
Достаточно внимательно посмотреть на крыши домов в какой-нибудь деревне или загородном поселке, чтобы убедиться в том, что человеческая фантазия неистощима на разные выдумки. Дымовые трубы украшают дымники самых разных форм, а некоторые умельцы приспосабливают вместо них дырявые чугунки, чайники, ведра и даже молочные фляги.
Если же вы хотите сделать настоящий красивый дымник своими руками, вам будет интересно узнать о том, какую форму ему можно придать. Различают следующие формы крыш дымников:
- Шатровая.
- Сводчатая (полуцилиндрическая).
- Двускатная.
- Четырехскатная (вальмовая).
- Четырехщипцовая.
- Шпилеобразная.
- Плоская и т. д.
На фотографиях ниже вы можете увидеть некоторые из перечисленных вариантов.
Дымник с вальмовой крышей
Дымник с четырехщипцовой крышей
Материалами для изготовления дымников чаще всего служат оцинкованная или нержавеющая сталь, листовая медь. Они могут иметь полимерное покрытие различных оттенков для защиты от коррозии.
Для справки: если ваша печь или камин топятся дровами, не имеет смысла устанавливать на трубе окрашенный дымник. Он быстро потеряет цвет, покрывшись копотью и сажей.
Конструктивные особенности
Независимо от формы, дымники часто оснащаются дополнительными конструктивными элементами.
- Флюгер. Это и элемент декора, и указатель направления ветра. Нередко флюгер соединяют с заслонкой, которая прикрывает дымоход от ветра и обеспечивает свободный выход дыма с подветренной стороны. Таким образом, флюгер увеличивает печную тягу и обеспечивает эффективное отведение дыма. Изготавливают флюгер исключительно из металла. Чтобы флюгер свободно вращался, в конструкцию включают подшипники, которые придется периодически смазывать. Дымник с флюгером
- Защитная сетка или решетка. Птицы часто используют дымовые трубы для устройства в них гнезд. Чтобы не допустить этого, а также защитить дымоход от попадания в него мусора, по периметру дымника крепят сетку. Дымник с защитной сеткой
- Вставка под основную крышу дымника. Устанавливается на некотором расстоянии под основной крышей дымника и используется для её защиты от горячего дыма.
- Откидная крышка. Чтобы упростить работу по регулярной чистке дымохода (см. Как прочистить дымоход), дымники могут снабжаться открывающейся крышкой. Либо сами дымники имеют съемную конструкцию
Как самостоятельно устроить дымник?
Рассмотрим, как сделать дымник на трубу своими руками на самых простых примерах. Такие дымники сможет сделать своими руками даже человек, никогда не имевший дела с изготовлением изделий из металла.
Сводчатый дымник
Для изготовления такого дымника своими руками вам потребуется всего пять простых деталей: согнутый дугой прямоугольный лист металла и четыре стойки.
Схема изготовления дымника со сводчатой крышей
- Вырежьте из листового металла прямоугольник такого размера, чтобы в согнутом в дугу виде он перекрывал отверстие дымохода с большим запасом.
- Если хотите украсить дымник, то сделайте на двух противоположных краях прямоугольника надрезы одинаковой длины и на одном расстоянии друг от друга, держа ножницы немного наискось, чтобы получились трапециевидные элементы.
- Заготовьте четыре стойки из стального уголка или нескольких слоев кровельной стали. Изогните их, как показано на рисунке, и просверлите крепежные отверстия на концах.
- Стойки закрепите с помощью заклепок на углах металлического прямоугольника.
Внимание! Проследите, чтобы расстояние между парами стоек было не больше, чем просвет трубы, иначе вы не сможете правильно осуществить монтаж дымника.
- Согните металлический лист дугой и вставьте готовый дымник в отверстие дымохода, чтобы концы стоек с крепежными отверстиями плотно прилегали к его внутренним стенкам.
- Просверлите отверстия в кирпичной кладке и закрепите дымник длинными гвоздями или штырями.
- С помощью плоскогубцев отогните нарезанные элементы кромки в разные стороны под прямым углом к плоскости крыши дымника.
Шатровый дымник
Дымник с шатровой крышей представляет собой пирамидку, состоящую из четырех одинаковых равнобедренных треугольников, его несложно сделать своими руками. Крутизна скатов крыши зависит от размера основания треугольников — чем они меньше, тем круче получатся скаты.
Внимание! Чтобы все сделать правильно, сначала сделайте чертеж дымника (развертку) на большом листе картона или бумаги. Вырежьте модель, согните её по диагоналям (ОК, ОЛ, ОМ) и примерьте к дымоходу. На основании данных примерки увеличьте или уменьшите размер основания треугольника (КЛ).
Схема изготовления дымника с шатровой крышей
- Перенесите готовую развертку на лист металла, не забыв оставить по краям кромки.
- Вырежьте заготовку ножницами по металлу.
- Положите развертку на верстак и прокуйте ребра ОК, ОЛ и ОМ киянкой.
- Согните кромки по краям заготовки и прокуйте их. Чтобы сделать конструкцию более прочной и жесткой, в кромку можно закатать проволоку (см. рисунок).
- Соедините края развертки простым фальцем. Из рисунка видно, как это сделать: сначала согните кромки, чтобы они были перпендикулярны к основной плоскости и параллельны друг другу. Затем загните более высокую кромку (12 мм) на короткую (6 мм). Прокуйте фальц, чтобы он оказался в одной плоскости с одной из граней дымника.
- Заготовьте четыре металлические стойки и приклепайте их к каждому скату крыши дымника.
- Закрепите дымник в трубе металлическими штырями.
Как согнуть конус из металла своими руками — Справочник металлиста

Чтобы в дымовую трубу не попадали осадки, чтобы она не разрушалась льдом, её нужно защитить дымником. Мастера-жестянщики могут изготовить дымник на трубу самых причудливых форм, иногда на дымник устанавливают флюгер, указывающий направление ветра. Но сделать дымник простой конструкции на дымоходную трубу из металла или кирпича можно и своими руками.
Монтаж дымников
С давних времен дымники защищали дымоходы домов, не потеряли они своей актуальности и в наши дни. Если дровяные печи в домах сегодня редкость, то почти в каждом загородном доме есть камин, вытяжную трубу которого необходимо оградить от попадания в неё атмосферных осадков, птиц, осенней листвы и других посторонних предметов.
Нуждаются в такой же защите и все остальные трубы, выходящие на крышу: вентиляционные и дымовые трубы газовых отопительных приборов. Кроме защитной и декоративной функции, дымники способны выполнять ещё одну: они улучшают циркуляцию горячего воздуха в каминах и печах. Разберемся, как сделать дымник на трубу своими руками.
Как сделать конус из жести на трубу – Учимся делать усеченный конус,круглый переход своими руками

В быту конечно приходится все делать самому, если есть свое подворье, дом, дача, строительство. Возможно маленький совет о том ка сделать своими руками конус или переход, поможет вам по хозяйству, без лишних затрат.
Например возьмем ведро сделанное из металла или другого материала. В нем присутствует два различных диаметра. Самый меньше сделан внизу с закрытым дном. Ведро сделано в виде усеченного конуса.
Круглые переходы применяются везде на примере вентиляция, с одного круглого диаметра на другой размером круглый диаметр, тоже в виде усеченного конуса.
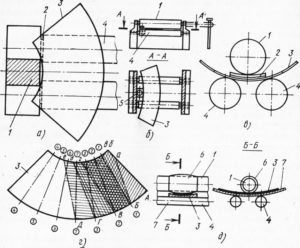
Берем случайный размер конуса диаметром 250 х 150 мм высотой 180 мм (у вас свои размеры). Рисунок А.Делаем выкройку детали по которой создадим переход. Первый диаметр 250 мм умножаем на П=3,14 получается 785 мм. Затем 785 мм делим на 10 частей. Полученную сумму 78,5 мм делим на 2 части. Смотрите пример на рисунке.
Далее рисуем шаблон детали, по ней будем делать выкройку конуса. Рисунок Б.
Шаблон детали обводим 10 раз. У вас получается развертка усеченного конуса. Рисунок В.
Желтым цветом обозначены замки или соединения. Как будете вы соединять ваше право. Замки для плотности, можно на болты, саморезы, сварочный шов, клей, нахлестку. Единственное не забываем добавлять на соединение. Когда полностью обведете шаблон закруглите немного прямые концы.
Далее после сборки конуса, по краям отбортуйте молотком кромку конуса, для закрепления прямой обечайки. Высоту обечайки лучше сделать больше 60 мм.Первую выкройку лучше сделать пробу из бумажного картона, не испортите материал.
xn——dlckc9bidcgrpu.xn--p1ai
Колпак на дымоход своими руками – конструкция и чертежи
Через дымоход на улицу выходит смесь газов с продуктами сгорания топлива из каминов, печей и отопительных котлов. Рассматривая частные дома, можно заметить, что оголовок трубы венчает специальный козырек или зонтик.
С первого взгляда на эти приспособления, украшенные фигурной ковкой, затейливыми узорами и фигурками, складывается впечатление, что они всего лишь элемент декора. На самом деле колпак на дымоход является важным элементом системы дымоудаления, правильность конструкции и монтажа которого отражается на эффективности ее работы.
Эта статья расскажет о принципах работы, видах и способах самостоятельного изготовления дефлекторов своими руками.
статьи
Конструкция
Колпак на дымоход – устройство, напоминающее по виду зонт или козырек, устанавливаемое на оголовок трубы с целью защиты от попадания влаги. Существует огромное множество вариаций внешнего облика флюгарок, в зависимости от формы и размера канала дымоудаления. Конструкция колпаков всех видов состоит из следующих элементов:
Конструкция колпака для дымохода
- Защитный зонтик. Навершие колпака в виде конуса, пирамиды, полукруга или других, более сложные форм. Зонт защищает трубу от попадания в нее атмосферных осадков, мусора, проникновения в дымоход птиц.
- Фартук-капельник. Этот элемент колпака защищает оголовок трубы от капель, отскакивающих от зонтика. Он помогает увеличить срок службы дымохода, предотвращает появление коррозии, грибка. Фартук применяют в случае, когда устанавливают колпак на трубу прямоугольной или квадратной формы.
Виды фартука-капельника
- Кронштейны. Пластины из листового металла, которые используют, чтобы соединить козырек с фартуком. Количество кронштейнов зависит от размера дымохода и веса зонтика. Крепеж выполняют при помощи сварки.
Важно! Для дымохода можно сделать колпак своими руками из листового металла, однако, более сложные модели проще купить или заказать. Наиболее удобный в обслуживании и эксплуатации вид – защитный зонтик с открывающейся крышкой. Благодаря подвижности этого элемента, защитный козырек не снимают во время прочистки или осмотра дымохода.
Чтобы сделать долговечный колпак для трубы дымохода используют листовой металл, не подверженный коррозии. Распространено изготовление своими руками из оцинкованной стали, меди или алюминия. Зонт на оголовок из меди имеет благородный оттенок, он выглядит респектабельно, однако часто становится «жертвой» сборщиков цветного металла.
Разновидности
Изобилие форм и видов дымоходов вынуждают производителей выпускать колпаки разнообразных форм, стилей, размеров. В строительных магазинах встречаются изделия следующих видов:
- Стандартная флюгарка. Ее зонтик представляет собой пирамидку, изготовленную из листового металла, с помощью кронштейнов прикрепленную к фартуку-капельнику.
- Четырехскатная флюгарка. Навершие таких моделей напоминает вальмовую четырехскатную крышу. Как правило, их используют для прямоугольных труб из кирпича.
- Флюгарка с полукруглым зонтиком. Ее используют для монтажа на крышах домов в европейском стиле. С точки зрения увеличения тяги она имеет низкую эффективность, однако, красиво смотрится на скате.
- Плоская флюгарка. Ее оснащают плоским прямоугольным зонтиком, используют для зданий в стиле минимализм и модерн. Плоская крышка колпака не позволяет скатываться снегу, из-за чего кронштейны таких моделей испытывают повышенную нагрузку, иногда деформируются.
- Круглая флюгарка с зонтиком в виде конуса. Из применяют для защиты труб круглого сечения из нержавейки, такие модели не оснащают капельником.
Разновидности колпаков для дымохода
Разные виды колпаков на трубу
Обратите внимание! Флюгарки снабжают дополнительными функциональными элементами: заслонками, двойными крышами, откидными дверками. Не стоит увлекаться вычурными деталями, ведь главное в выборе дефлектора – долговечность и эффективность. Непродуманная форма может стать причиной возникновения шумов или вибрации в трубе.
Принципы работы и функции
Колпак на дымоход не только защищает от попадания мусора и воды в канал дымоудаления, он влияет на силу тяги.
Воздушный поток, двигающийся горизонтально или под углом, разделяется и уходит вниз, это вызывает «подсасывающий» эффект.
Благодаря этому, создается зона с пониженным давлением, в которую устремляется дым из топки. Защитный дефлектор выполняет следующие функции:
Оптимизация тяги с помощью дефлектора
- Предотвращает проникновение влаги внутрь дымоходной трубы. Сырость в дымоходе увеличивает расход топлива и создает благоприятные условия для распространения грибка.
- Закрывает отверстие трубы от попадания веток, листьев, мусора, а также гнездования птиц. Зонт снижает риск возникновения возгорания, засоров. Благодаря ему дымоход реже засоряется и эффективнее функционирует.
- Оптимизирует работу дымохода. Правильно подобранный козырек на 10-15% увеличивает КПД дымохода. А с помощью специальных аэродинамических дефлекторов с турбинами решают проблему отсутствия тяги.
Важно! Хотя защитный зонт дымохода считают элементом декора, в первую очередь это функциональный элемент дымоудаления. Правильно подобранный дефлектор не должен создавать шум или вибрацию внутри дымоходного канала.
Изготовление своими руками
Чтобы сделать козырек для дымохода своими руками, лучше выбрать модель попроще. Для работы потребуется листовая оцинкованная сталь, ножницы по металлу, гибы, маркер, картон, сварочный аппарат. Процесс выполняют в следующем порядке:
- Изготовление защитного колпака своими руками начинается со снятия мерок с дымохода. Для этого удобнее пользоваться металлической линейкой или мерной лентой. Измерения производятся точно, без спешки.
- Следующий этап – создание выкройки на картоне. Учтите, что зонт должен надеваться на дымоход легко, без усилия, поэтому к размерам трубы прибавляют зазор 4-5 мм.Чертеж будущей флюгарки
- После окончательного утверждения, чертеж переносится на лист металла с помощью маркера. Используя ножницы по металлу, вырезают заготовку зонтика.
- Заготовку размещают на удобной поверхности разметкой вверх и листогиба сгибают линии, отмеченные в чертеже пунктиром, до угла 90 градусов. Затем сгибают линии, отмеченные буквой «d». В месте соединения следует сделать 3 отверстия с шагом 15-20 см и зафиксировать козырек клепками.Развертка выкройки
- Выкройку фартука-капельника также переносят на лист металла и вырезают. Сгибы обрабатывают с помощью листогиба и соединяют детали клепками.Выкройка фартука-капельника
- Из металлических пластин делают кронштейны нужной длины и приваривают их к фартуку и зонтику. Места сварки обрабатывают грунтовкой по металлу.Работа листогибом
- На колпак наносят антикоррозийное покрытие и 1-2 слоя краски. Для полного высыхания требуется 1-2 дня. Затем его надевают на оголовок трубы.
Важно! Сделать колпак на дымоход своими руками проще всего, если изготовить из выгнутого дугой листа металла. При создании чертежа учитывайте, что в зимний период на кронштейны ложится вес снежной шапки, поэтому выбирайте металл достаточной толщины и прочности.
Самостоятельно изготавливая зонт для защиты дымохода от проникновения влаги, точно измеряйте размеры трубы. Правильно подобранная модель дефлектора улучшает внешний вид крыши и оптимизирует работу системы дымоудаления.
Как сделать развертку – выкройку для конуса или усеченного конуса заданных размеров. Простой расчет развертки
Иногда возникает задача – изготовить защитный зонт для вытяжной или печной трубы, вытяжной дефлектор для вентиляции и т.п. Но прежде чем приступить к изготовлению, надо сделать выкройку (или развертку) для материала.
В интернете есть всякие программы для расчета таких разверток.
Однако задача настолько просто решается, что вы быстрее рассчитаете ее с помощью калькулятора (в компьютере), чем будете искать, скачивать и разбираться с этими программами.
Начнем с простого варианта — развертка простого конуса. Проще всего объяснить принцип расчета выкройки на примере.
Допустим, нам надо изготовить конус диаметром D см и высотой H сантиметров. Совершенно понятно, что в качестве заготовки будет выступать круг с вырезанным сегментом. Известны два параметра – диаметр и высота. По теореме Пифагора рассчитаем диаметр круга заготовки (не путайте с радиусом готового конуса). Половина диаметра (радиус) и высота образуют прямоугольный треугольник. Поэтому:
Итак, теперь мы знаем радиус заготовки и можем вырезать круг.
Вычислим угол сектора, который надо вырезать из круга. Рассуждаем следующим образом: Диаметр заготовки равен 2R, значит, длина окружности равна Пи*2*R — т.е. 6.28*R. Обозначим ее L. Окружность полная, т.е. 360 градусов. А длина окружности готового конуса равна Пи*D.
Обозначим ее Lm. Она, естественно, меньше чем длина окружности заготовки. Нам нужно вырезать сегмент с длиной дуги равной разности этих длин. Применим правило соотношения.
Если 360 градусов дают нам полную окружность заготовки, то искомый угол должен дать длину окружности готового конуса.
Из формулы соотношения получаем размер угла X. А вырезаемый сектор находим путем вычитания 360 – Х.
Из круглой заготовки с радиусом R надо вырезать сектор с углом (360-Х). Не забудьте оставить небольшую полоску материала для нахлеста (если крепление конуса будет внахлест). После соединения сторон вырезанного сектора получим конус заданного размера.
Например: Нам нужен конус для зонта вытяжной трубы высотой (Н) 100 мм и диаметром (D) 250 мм. По формуле Пифагора получаем радиус заготовки – 160 мм. А длина окружности заготовки соответственно 160 x 6,28 = 1005 мм. В тоже время длина окружности нужного нам конуса — 250 x 3,14 = 785 мм.Тогда получаем, что соотношение углов будет такое: 785 / 1005 x 360 = 281 градус. Соответственно вырезать надо сектор 360 – 281 = 79 градусов.
Расчет заготовки выкройки для усеченного конуса.
Такая деталь бывает нужна при изготовлении переходников с одного диаметра на другой или для дефлекторов Вольперта-Григоровича или Ханженкова. Их применяют для улучшения тяги в печной трубе или трубе вентиляции.
Задача немного осложняется тем, что нам неизвестна высота всего конуса, а только его усеченной части. Вообще же исходных цифр тут три: высота усеченного конуса Н, диаметр нижнего отверстия (основания) D, и диаметр верхнего отверстия Dm (в месте сечения полного конуса). Но мы прибегнем к тем же простым математическим построениям на основе теоремы Пифагора и подобия.
В самом деле, очевидно, что величина (D-Dm)/2 (половина разности диаметров) будет относиться с высотой усеченного конуса Н так же, как и радиус основания к высоте всего конуса, как если бы он не был усечен. Находим полную высоту (P) из этого соотношения.
(D – Dm)/ 2H = D/2P
Отсюда Р = D x H / (D-Dm).
Теперь зная общую высоту конуса, мы можем свести решение задачи к предыдущей. Рассчитать развертку заготовки как бы для полного конуса, а затем «вычесть» из нее развертку его верхней, ненужной нам части. А можем рассчитать непосредственно радиусы заготовки.
Получим по теореме Пифагора больший радиус заготовки — Rz. Это квадратный корень из суммы квадратов высоты P и D/2.
Меньший радиус Rm – это квадратный корень из суммы квадратов (P-H) и Dm/2.
Теперь осталось рассчитать угол сектора, который надо вырезать.
Длина окружности нашей заготовки равна 2 х Пи х Rz, или 6,28 х Rz. А длина окружности основания конуса – Пи х D, или 3,14 х D. Соотношение их длин и дадут соотношение углов секторов, если принять, что полный угол в заготовке – 360 градусов.
Т.е. Х / 360 = 3,14 x D / 6.28 x Rz
Отсюда Х = 180 x D / Rz (Это угол, который надо оставить, что бы получить длину окружности основания). А вырезать надо соответственно 360 – Х.Например: Нам надо изготовить усеченный конус высотой 250 мм, диаметр основание 300 мм, диаметр верхнего отверстия 200 мм.
Находим высоту полного конуса Р: 300 х 250 / (300 – 200) = 600 мм
По т. Пифагора находим внешний радиус заготовки Rz: Корень квадратный из (300/2)2 + 6002 = 618,5 мм
По той же теореме находим меньший радиус Rm: Корень квадратный из (600 – 250)2 + (200/2)2 = 364 мм.
Определяем угол сектора нашей заготовки: 180 х 300 / 618,5 = 87.3 градуса.
На материале чертим дугу с радиусом 618,5 мм, затем из того же центра – дугу радиусом 364 мм. Угол дуги может имеет примерно 90-100 градусов раскрытия. Проводим радиусы с углом раскрытия 87.3 градуса. Наша заготовка готова. Не забудьте дать припуск на стыковку краев, если они соединяются внахлест.
Константин Тимошенко © 31.07.2014 г.
delaysam.ru
Выкройка для конуса | Математика для ювелиров
Изготовление конуса из листового металла

| Толщина металла | Количество, шт | Цена |
| 0,8-1 мм | от 50 до 1000 | от 200 руб. |
| 1,2-1,5 мм | от 50 до 1000 | от 230 руб. |
| 2-2,5 мм | от 50 до 1000 | от 250 руб. |
| 3 мм | от 50 до 1000 | от 280 руб. |
*Указанные цены не являются публичной офертой.
Для уточнения итоговой стоимости услуги свяжитесь с нашими специалистами по телефону +7 (495) 648-84-38
Вальцовка арматуры
| Диаметр | Цена |
| 5 мм | 17 руб. |
| 8-12 мм | 16 руб. |
| 14-18 мм | 34 руб. |
| 19-28 мм | 38 руб. |
| 29-36 мм | 41 руб. |
| 37-43 мм | 49 руб. |
| 44-50 мм | 59 руб. |
| свыше 50 мм | по запросу |
*Указанные цены не являются публичной офертой.
Для уточнения итоговой стоимости услуги свяжитесь с нашими специалистами по телефону +7 (495) 648-84-38
Вальцовка швеллера по радиусу
| Прокат балки | Цена |
| № 5 | 150 руб. |
| № 6 | 170 руб. |
| № 7 | 180 руб. |
| № 8 | 220 руб. |
| № 10 | 226 руб. |
| № 12 | 240 руб. |
| № 14 | 296 руб. |
| № 16 | 320 руб. |
| № 18 | 380 руб. |
| № 20 | 400 руб. |
| № 22 | 420 руб. |
| № 24 | 435 руб. |
*Указанные цены не являются публичной офертой.
Для уточнения итоговой стоимости услуги свяжитесь с нашими специалистами по телефону +7 (495) 648-84-38
Вальцовка алюминиевого профиля
| Толщина металла | Количество, шт | Цена |
| 0,8-1 мм | от 50 до 1000 | от 220 до 230 руб. |
| 1,2-1,5 мм | от 50 до 1000 | от 220 до 230 руб. |
| 2-2,5 мм | от 50 до 1000 | от 210 до 240 руб. |
| 3 мм | от 50 до 1000 | от 220 до 250 руб. |
*Указанные цены не являются публичной офертой.
Для уточнения итоговой стоимости услуги свяжитесь с нашими специалистами по телефону +7 (495) 648-84-38
Вальцовка нержавеющих труб
| Количество, шт | Наружный диаметр | Цена |
| от 50 до 400 | от 18 до 20 | от 118 до 148 руб. |
| от 50 до 400 | от 22 до 30 | от 118 до 178 руб. |
| от 50 до 500 | от 32 до 40 | от 148 до 218 руб. |
| от 50 до 400 | от 42 до 50 | от 178 до 218 руб. |
*Указанные цены не являются публичной офертой.
Для уточнения итоговой стоимости услуги свяжитесь с нашими специалистами по телефону +7 (495) 648-84-38
Вальцовка алюминиевых труб
| Количество, шт | Наружный диаметр | Цена |
| от 50 до 500 | от 18 до 25 | от 118 до 148 руб. |
| от 40 до 500 | от 28 до 34 | от 135 до 178 руб. |
| от 50 до 500 | от 38 до 42 | от 138 до 218 руб. |
| от 50 до 500 | от 44 до 50 | от 168 до 230 руб. |
*Указанные цены не являются публичной офертой.
Для уточнения итоговой стоимости услуги свяжитесь с нашими специалистами по телефону +7 (495) 648-84-38
Вальцевание конструкционных труб
| Количество, шт | Наружный диаметр | Цена |
| от 50 до 500 | от 18 до 25 | от 118 до 150 руб. |
| от 45 до 500 | от 27 до 34 | от 144 до 180 руб. |
| от 20 до 1000 | от 35 до 40 | от 180 до 220 руб. |
| от 10 до 500 | от 41 до 50 | от 150 до 235 руб. |
*Указанные цены не являются публичной офертой.
Для уточнения итоговой стоимости услуги свяжитесь с нашими специалистами по телефону +7 (495) 648-84-38
Вальцовка медных трубок
| Количество, шт | Наружный диаметр | Цена |
| от 10 до 500 | от 18 до 25 | от 60 до 150 руб. |
| от 10 до 1000 | от 26 до 35 | от 70 до 190 руб. |
| от 50 до 500 | от 36 до 40 | от 95 до 210 руб. |
| от 10 до 500 | от 41 до 50 | от 100 до 230 руб. |
*Указанные цены не являются публичной офертой.
Для уточнения итоговой стоимости услуги свяжитесь с нашими специалистами по телефону +7 (495) 648-84-38
Вальцевание профильных труб
| Диаметр | Цена |
| от 8 до 12 мм | от 12 до 28 руб. |
| от 13 до 18 мм | от 15 до 30 руб. |
| от 19 до 28 мм | от 30 до 35 руб. |
| от 29 до 36 мм | от 35 до 42 руб. |
| от 37 до 50 мм | от 42 до 47 руб. |
| от 50 мм | от 50 руб. |
*Указанные цены не являются публичной офертой.
Для уточнения итоговой стоимости услуги свяжитесь с нашими специалистами по телефону +7 (495) 648-84-38
Вальцовка труб больших диаметров
| Количество, шт | Наружный диаметр | Цена |
| от 50 до 500 | от 50 до 75 | от 178 до 220 руб. |
| от 50 до 500 | от 76 до 90 | от 221 до 240 руб. |
| от 50 до 500 | от 90 до 120 | от 240 до 300 руб. |
| от 50 до 500 | от 122 до 140 | от 302 до 370 руб. |
| от 50 до 500 | от 140 | от 370 руб. |
Как сделать конус из жести на трубу?

07 Дек 2013
Рубрика: Механика | 75 комментариев
За последнее время ко мне было несколько обращений от читателей блога за помощью в решении одной и той же задачи: как при работе на трехвалковых листогибочных вальцах и профилегибах определить окончательное местоположение среднего ролика (валка)…
…относительно положения крайних роликов (валков), которое обеспечит гибку (вальцовку) заготовки с определенным заданным необходимым радиусом? Ответ на этот вопрос позволит повысить производительность труда при гибке металла за счет уменьшения количества прогонов заготовки до момента получения годной детали.
В этой статье вы найдете теоретическое решение поставленной задачи. Сразу оговорюсь – на практике я этот расчет не применял и, соответственно, не проверял результативность предлагаемого метода. Однако я уверен, что в определенных случаях гибка металла может быть выполнена гораздо быстрее при использовании этой методики, чем обычно.
Чаще всего в обычной практике окончательное местоположение подвижного центрального ролика (валка) и количество проходов до получения годной детали определяется «методом тыка».
После длительной (или не очень) отработки технологического процесса на пробной детали определяют координату положения центрального ролика (валка), которую и используют при дальнейших перенастройках вальцев, изготавливая партию этих деталей.
Метод удобен, прост и хорош при значительном количестве одинаковых деталей – то есть при серийном производстве.
При единичном или «очень мелкосерийном» производстве, когда необходимо гнуть разные профили или листы разной толщины разными радиусами, потери времени на настройку «методом тыка» становятся катастрофически огромными.
Особенно эти потери заметны при гибке длинных (8…11м) заготовок! Пока сделаешь проход…, пока проведешь замеры…, пока перестроишь положение ролика (валка)… — и все сначала! И так десяток раз.
Расчет в Excel местоположения подвижного среднего ролика
Запускаем программу MS Excel или программу OOo Calc, и начинаем работу!
С общими правилами форматирования электронных таблиц, которые применяются в статьях блога, можно ознакомитьсяздесь.
Прежде всего, хочу заметить, что листогибочные вальцы и профилегибы разных моделей могут иметь подвижные крайние ролики (валки), а могут — подвижный средний ролик (валок). Однако для нашей задачи это не имеет принципиального значения.
На рисунке, расположенном ниже изображена расчетная схема к задаче.
Вальцуемая деталь в начале процесса лежит на двух крайних роликах (валках), имеющих диаметр D. Средний ролик (валок) диаметром d подводится до касания с верхом заготовки.
Далее средний ролик (валок) опускается вниз на расстояние равное расчетному размеру H, включается привод вращения роликов, заготовка прокатывается, производится гибка металла, и на выходе получается деталь с заданным радиусом изгиба R! Осталось дело за малым – правильно, быстро и точно научиться рассчитывать размерH. Этим и займемся.
Исходные данные:
1. Диаметр подвижного верхнего ролика (валка) /справочно/ d в мм записываем
в ячейку D3: 120
2. Диаметр опорных с приводом вращения крайних роликов (валков) D в мм пишем
в ячейку D4: 150
3. Расстояние между осями опорных крайних роликов (валков) A в мм вводим
в ячейку D5: 500
4. Высоту сечения детали h в мм заносим
в ячейку D6: 36
5. Внутренний радиус изгиба детали по чертежу R в мм заносим
в ячейку D7: 600
Расчеты и действия:
6. Вычисляем расчетную вертикальную подачу верхнего ролика (валка)Hрасч в мм без учета пружинения
в ячейке D9: =D4/2+D6+D7- ((D4/2+D6+D7)2- (D5/2)2)(½)=45,4
Hрасч=D/2+h+R— ((D/2+h+R)2- (A/2)2)(½)
7. Настраиваем вальцы на этот размер Hрасч и делаем первый прогон заготовки. Измеряем или высчитываем по хорде и высоте сегмента получившийся в результате внутренний радиус, который обозначим Rи записываем полученное значение в мм
в ячейку D10: 655
8. Вычисляем какой должна была бы быть расчетная теоретическая вертикальная подача верхнего ролика (валка)H0расч в мм для изготовления детали с радиусом R без учета пружинения
в ячейке D11: =D4/2+D6+D10- ((D4/2+D6+D10)2- (D5/2)2)(½)=41,9
H0расч=D/2+h+ R0— ((D/2+h+ R0)2- (A/2)2)(½)
9. Но деталь с внутренним радиусом изгиба R получилась при опущенном верхнем валке на размер Hрасч, а не H0расч!!! Считаем поправку на обратное пружинение xв мм
в ячейке D12: =D9-D11=3,5
x=Hрасч — H0расч
10. Так как радиусы R и R имеют близкие размеры, то можно с достаточной степенью точности принять эту же величину поправки x для определения окончательного фактического расстояния H, на которое необходимо подать вниз верхний ролик (валок) для получения на вальцованной детали внутреннего радиуса R.
Вычисляем окончательную расчетную вертикальную подачу верхнего ролика (валка)Hв мм c учетом пружинения
в ячейке D13: =D9+D12=48,9
Колпак на трубу дымохода — своими руками, чертеж и цена
Украшение дымоходов художественно оформленными и совсем простыми колпаками – давняя русская традиция. Особенно это бросается в глаза при посещении дачных кооперативов. Даже трубы самых скромных домиков украшены резными навершиями и флюгарками.
Это устройство не только украшение – оно имеет и чисто функциональное назначение и не одно.
Колпак – не единственное наименование этих устройств, они могут называться также:
- зонт на дымоход;
- грибок на дымоход;
- дымник;
- оголовок
- навершие;
Разумеется, это не полный перечень. Есть еще много разных обозначений.
Похожая конструкция еще называется «флюгаркой», говоря как о подставке для флюгера.
Однако, прежде всего, важно функциональное назначение этих устройств:
- Защита дома от влаги различного происхождения.
- Защита дымохода от попадания внутрь посторонних предметов, птиц, мусора и прочее.
- Усиление тяги в дымоходе за счет целевого направления воздушных потоков.
Навершие на трубу дымохода может быть устроено в виде зонтика или домика с различными формами крыш, может быть вообще представлено в виде причудливых сооружений. Лишь бы оно исполняло свои защитные и вспомогательные функции.
Флюгарка
Конструкция колпаков зависит от формы трубы, которая может быть квадратной, прямоугольной или круглой. Также, имеет значение форма крыши, углы наклона ее элементов и даже господствующее направление ветровых потоков («роза ветров»).
Колпаки условно можно разделить на такие виды:
- Стандартная флюгарка (напоминает домик с 4 скатной крышей).
- Зонтик на трубы дымохода – применяется как навершие для круглых дымовых труб.
- Колпак на трубу дымохода с плоским навершием.
- Флюгарки с щипцовой крышей.
- Колпак с полукруглой крышей.
- Колпак с открывающейся крышкой.
Возможны различные конструктивные решения для колпаков, применяются различные материалы для их изготовления. Но важна их защитная функция от попадания в трубу снега, воды, посторонних предметов, птиц.
Материалы для изготовления
Для изготовления колпаков применяются различные листовые материалы. В ряде случаев, применяются остатки материалов кровли (фальцевой), где применяются листовые кровельные материалы.
Основными материалами для колпаков являются:
- листовая сталь;
- листовой алюминий;
- медный лист;
- лист из нержавеющей стали;
- лист их цинко-титанового сплава;
Долговечность применяемых материалов различна. Колпаки из стали служат обычно от 2 до 5 лет. Листовой алюминий – 5-8 лет. Наиболее долговечны навершия из нержавеющей стали, меди и цинко-титанового сплава. Срок их службы может достигать 50 – 100 лет.
Медные колпаки с плоскими крышами обычно применяют на трубах домов, построенных в стиле «модерн». Для дома в европейском стиле, устанавливают колпаки с полукруглым навершием.
Колпаки с щипцовой крышей применяют в случаях, когда дымовая труба выполняет еще и функцию вентиляционной. Навершия с открывающейся крышкой удобны для чистки дымовой трубы от сажи. Чаще всего, такая необходимость возникает при использовании в качестве топлива дров или торфяных брикетов.
Как согнуть конус из металла своими руками

07 Дек 2013
Рубрика: Механика | 75 комментариев
За последнее время ко мне было несколько обращений от читателей блога за помощью в решении одной и той же задачи: как при работе на трехвалковых листогибочных вальцах и профилегибах определить окончательное местоположение среднего ролика (валка)…
…относительно положения крайних роликов (валков), которое обеспечит гибку (вальцовку) заготовки с определенным заданным необходимым радиусом? Ответ на этот вопрос позволит повысить производительность труда при гибке металла за счет уменьшения количества прогонов заготовки до момента получения годной детали.
В этой статье вы найдете теоретическое решение поставленной задачи. Сразу оговорюсь – на практике я этот расчет не применял и, соответственно, не проверял результативность предлагаемого метода. Однако я уверен, что в определенных случаях гибка металла может быть выполнена гораздо быстрее при использовании этой методики, чем обычно.
Чаще всего в обычной практике окончательное местоположение подвижного центрального ролика (валка) и количество проходов до получения годной детали определяется «методом тыка».
После длительной (или не очень) отработки технологического процесса на пробной детали определяют координату положения центрального ролика (валка), которую и используют при дальнейших перенастройках вальцев, изготавливая партию этих деталей.
Метод удобен, прост и хорош при значительном количестве одинаковых деталей – то есть при серийном производстве.
При единичном или «очень мелкосерийном» производстве, когда необходимо гнуть разные профили или листы разной толщины разными радиусами, потери времени на настройку «методом тыка» становятся катастрофически огромными.
Особенно эти потери заметны при гибке длинных (8…11м) заготовок! Пока сделаешь проход…, пока проведешь замеры…, пока перестроишь положение ролика (валка)… — и все сначала! И так десяток раз.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
:
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
:
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.