Разработка технологического процесса ручной дуговой сварки
Ручная дуговая сварка

/ Библиотека / Виды сварки / Ручная дуговая сварка
Основателями способа электродуговой сварки можно назвать двух великих русских изобретателей Н.Н Бенардоса и Н.Г. Славянова. Первым в мире выдвинул идею создания устройства для сварки металлическим электродом Н.
Н Бенардос, он же с 1882 года на практике использовал для сварки батарею свинцово-кислотного аккумулятора. Первым же источник сварочного назначения в 1888 году создал Н.Г.
Славянов, он применил генератор постоянного тока и для улучшения условий горения сварочной дуги включил в цепь балластный реостат.
С тех пор электродуговая сварка бурно развивалась, и на сегодняшний день нет отрасли промышленного производства, где бы не применялась технология электросварки.
Источники питания для ручной дуговой сварки также прошли значительную эволюцию, начиная, от примитивного сварочного генератора 19 века, сварочного трансформатора 20-х годов и сварочного выпрямителя 50-х годов прошлого века, до современного сварочного инверторного аппарата.
С применением инверторных технологий при изготовлении сварочной техники ручная дуговая сварка переживает второе рождение.
Инверторный сварочный источник имеет ряд преимуществ перед сварочными трансформаторами и выпрямителями:
— высокая маневренность из-за малого веса и компактности инвертора; — экономия электроэнергии за счет высокого КПД источника питания;
— лучшие сварочные характеристики дуги.
Благодаря этим преимуществам продажа сварочных инверторов на сегодняшний день составляет около 50% от общего объема продаж сварочной техники в мире и этот процент с каждым годом увеличивается.
Ручная дуговая сварка металлическим покрытым (плавящимся) электродом, отличаясь высокой универсальностью и значительной мобильностью, обусловившими преимущественное использование ее в строительстве, имеет ряд технологических особенностей.
Ручная дуговая сварка металлическим покрытым (плавящимся) электродом, отличаясь высокой универсальностью и значительной мобильностью, обусловившими преимущественное использование ее в строительстве, имеет ряд технологических особенностей.
Способ позволяет без замены сварочного инструмента и оборудования (при надлежащем сварочном режиме) выполнять швы различных типов, сечения и назначения, а также вести сварку в любом пространственном положении и в труднодоступных местах.
Широкое применение имеет сварка электрической дугой прямого действия. При этом сварщик поддерживает устойчивый процесс сварки непрерывной подачей конца электрода в зону горения дуги, не допуская значительных отклонений длины дуги. Наилучшие результаты достигаются при сварке короткой дугой.В этом случае электрод плавится спокойно с небольшим разбрызгиванием, и обеспечивается хорошее проплавление основного металла. Нормальная длина дуги обычно не превышает 0,5—1,1 диаметра электрода.
При длинной дуге повышается окисление электродного металла, увеличивается разбрызгивание, снижается глубина провара, шов получается со значительными включениями окислов.
При сварке соединений деталей и узлов металлических строительных конструкций и изделий преимущественно используют металлические покрытые электроды диаметром 3—6 мм. Основной объем работ выполняют при токе 90—350 А и напряжении дуги 18—30 В.
Производительность ручной дуговой сварки существенно уступает производительности механизированных и автоматических способов дуговой сварки, особенно при наложении длинных (более 1 м) швов большого сечения в нижнем положении.
Качество швов и сварных соединений, выполненных ручной дуговой сваркой, в значительной степени зависит от условий работ и производственных навыков сварщиков.
В промышленном строительстве ручная дуговая сварка применяется: при изготовлении и монтаже строительных и технологических металлических конструкций; при изготовлении закладных частей и деталей и выполнении монтажных соединений элементов арматуры железобетонных конструкций; при сварке стыковых соединений труб и присоединений деталей и узлов технологических, теплотехнических и магистральных трубопроводов; а также при производстве электромонтажных и санитарно-технических работ.
На процесс дуговой сварки существенное влияние оказывают протяженность и состояние электрической сварочной цепи, а также организация рабочего места сварщика.
На заводах и в мастерских рабочее место сварщика преимущественно стационарное.
Для размещения свариваемого изделия небольшого габарита в удобное для сварки положение используется рабочий стол, к которому присоединен один из проводов электрической сварочной цепи.
Вместо рабочего стола часто пользуются сборочно-сварочными приспособлениями (кондукторы, кантователи и др.), в которых размещают свариваемые детали или конструкции.
На строительно-монтажных площадках рабочее место сварщика нестационарно и меняется по мере перехода от сварки одной конструкции к другой.
Протяженность сварочных проводов при этом может достигать 50 м и более. Падение напряжения в такой цепи, превышающее допустимые пределы (4—5%), будет оказывать отрицательное влияние на технологические свойства сварочной дуги. В таких случаях увеличивают сечение проводов сварочной цепи или устанавливают источники тока на более близком расстоянии от места работы сварщика.
Для этих целей наиболее рационально использовать применяемые для строительно-монтажных условий специальные малогабаритные передвижные помещения контейнерного типа — машинные залы, в которых размещают сварочное оборудование. Обычно в машзалах устанавливают один источник постоянного тока и один — переменного или один многопостовой (на 3—6 постов) сварочный выпрямитель.
Особенности сварочной дуги постоянного и переменного тока
С помощью источников постоянного тока можно вести сварку при прямой или обратной полярности. Дуга прямой полярности (электрод — «минус», объект сварки — «плюс») обеспечивает более глубокое проплавленне основного металла; при дуге обратной полярности повышается скорость плавления электрода.
В табл. IX.1 приведены данные о некоторых технологических особенностях сварочной дуги постоянного и переменного тока.
IX.1. Технологические особенности сварочной дуги постоянного и переменного тока
Возникающее при постоянном токе «магнитное дутье» (при токе более 200 A) может вызвать сильное отклонение и блуждание сварочной дуги, вследствие чего увеличивается разбрызгивание, ухудшается качество шва и снижается производительность.
Большинство современных электродов общего назначения пригодно для сварки на любой полярности тока, вместе с тем имеется ряд марок электродов, предназначенных для сварки на какой-либо одной полярности.
Электроды, используемые при сварке на переменном токе, обеспечивают вполне устойчивое горение дуги.
Подготовка металла под сварку
К основным операциям подготовки металла под сварку относятся: правка и очистка проката; механическая или термическая резка при заготовке деталей и полуфабрикатов; обработка кромок, подлежащих сварке.
Обработка кромок стыковых соединений заключается в отбортовке их при толщине металла до 4 мм или разделке кромок для создания скоса и притупления при большей толщине металла.
При дуговой сварке повышенные требования предъявляются к чистоте кромок и поверхности прилежащих к ним зон свариваемых деталей.
В целях избежания образования в швах пор, шлаковых и других включений торцевые поверхности кромок и прилегающие к ним зоны металла шириной 25—30 мм подлежат очистке от ржавчины, краски, масляных и других загрязнений. Очистку выполняют металлическими щетками, абразивными материалами или инструментом, а также газопламенной обработкой.При сборке конструкций, помимо применения инвентарных и других сборочных приспособлений, кондукторов и кантователей, для фиксации взаимного расположения элементов конструкций и детален часто используют прихватки (короткие швы), осуществляемые ручной дуговой сваркой.
Длина швов-прихваток обычно 50—100 мм.
Размеры сечений прихваток не должны превышать 1/3 основных швов (при толщине свариваемого металла более 5 мм). Поверхность прихваток следует зачищать от шлака и загрязнений. При выявлении дефектов их удаляют абразивным инструментом и швы выполняют вновь.
В зависимости от формы и взаимного расположения свариваемых кромок, размеров поперечного сечения шва и положения его в пространстве при ручной дуговой сварке осуществляют простые или сложные траектории движения рабочим (с горящей дугой) концом электрода, которые позволяют: управлять тепловым потоком, охлаждая металл при отводе дуги и увеличивая тепловое воздействие при прекращении движения электрода; выполнять однопроходные швы различной формы и размеров сечения; уменьшать возможность натека или прожога металла; предотвращать стекание металла при наклонном или отвесном положении сварочной ванны.
При перемещении конца электрода вдоль линии соединения без колебательных поперечных движений ширина валика шва не превышает 0,8—1,5 диаметра электрода. Поперечные движения конца электрода обеспечивают получение валика увеличенной ширины.
Сварка стыковых швов
Стыковые соединения без скоса кромок сваривают уширенным швом с одной или двух сторон стыка.
Стыковые соединения с разделкой кромок выполняют однослойными (однопроходными) или многослойными (многопроходными), в зависимости от толщины металла и формы подготовки кромок (рис. IX.2).
IX.2. Сварка стыковых швов
а—г — формы поперечных сечений швов; 1—7 — порядок выполнения слоев шва; 0 — подварочный шов
Рекомендации по числу слоев стыковых многослойных швов приведены в табл. IX.6.
IX.6. Число слоев при сварке стыковых и угловых швов
Сварку многослойных швов начинают, тщательно проваривая корень шва электродом диаметром не более 4 мм, а последующие швы наплавляют уширенными валиками, используя электроды большего диаметра.
В ответственных конструкциях корень шва удаляют вырубкой зубилом или газовым резаком для поверхностной резки, а затем накладывают подварочный шов.
Сварка угловых швов
Наилучшие результаты при сварке угловых швов обеспечиваются при установке плоскостей соединяемых элементов в положение «в лодочку» (рис. IХ.3,а), т.е. под углом 45° к горизонтали.
При этом достигается хорошее проплавление угла и стенок элементов без опасности подреза или непровара, а также создается возможность наплавлять за один проход швы большого сечения. Однако не всегда можно установить соединяемые элементы в положение «в лодочку».
В ряде случаев соединяемые элементы занимают иное (см. рис. IX.3,б—г) положение в пространстве. Сварка таких угловых швов сопровождается дополнительными сложностями, так как возможны непровары вершины угла соединения или горизонтальной стенки, а так же подрезы стенки вертикального элемента.
В этих случаях катеты однослойного углового шва не должны превышать 8 мм. Швы с катетами свыше 8 мм выполняют в два слоя и более (см. табл. IX.6).
IX.3. Сварка угловых швов
а—г — формы поперечных сечений швов н положение деталей при сварке; 1—4 — порядок выполнения слоев шва
Угловые швы таврового соединения с двумя симметричными скосами одной кромки (см. рис. IX.3, г) сваривают в один слой или в несколько слоев в зависимости от толщины свариваемого металла.
Технология сварки угловых швов в вертикальном и потолочном положениях существенно не отличается от сварки стыковых швов со скосом кромок. Для обеспечения необходимого провара вершины угла первый слой выполняют электродами диаметром 3—4 мм.При сварке угловых швов нахлесточных соединений нельзя допускать излишнего проплавления (подреза) кромки верхнего элемента и наплыва металла (при недостаточном сплавлении) на плоскость нижнего элемента.
Сварка тонколистового металла
При дуговой сварке на весу стыковых соединений из металла толщиной 0,5—3 мм возможно сквозное проплавление дугой кромок с образованием отверстий, трудно поддающихся последующему исправлению. Вместе с тем из-за ограниченной возможности регулирования тепла дуги прямого действия помимо прожогов в таких швах обнаруживаются непровары, шлаковые включения и другие дефекты.
Для обеспечения необходимого качества сварки тонколистовой стали применяют отбортовку кромок, временные теплоотводящие подкладки, остающиеся стальные подкладки или расплавляемые элементы, электроды со специальным покрытием, специальное сварочное оборудование.
Сварку с отбортовкой кромок выполняют главным образом на постоянном токе металлическим или угольным электродом. Хорошие результаты достигаются при установке кромок в наклонное положение (45—65°) и при сварке на спуск.
Для подбора диаметра металлического электрода и тока при сварке стыковых соединений из тонколистовой стали можно пользоваться данными табл. IX.7. При сварке нахлесточных соединений ток увеличивают на 10—15, при сварке тавровых соединений — на 15—20%.
IX.7. Режимы ручной дуговой сварки стыковых соединений из тонколистовой стали
Угольный электрод применяют диаметром 6—10 мм, сварочный ток должен быть 120—140 А, полярность прямая.
В качестве временных теплоотводящих подкладок используют массивные медные и бронзовые плиты (бруски). Сборку осуществляют без зазора, обеспечивая плотное прилегание свариваемых листов к подкладке.
Для стыковых соединений применяют стальную остающуюся подкладку, если это допускается проектом. Сварку ведут с проплавлением элементов из тонколистовой стали и приваркой их к стальной подкладке. Применяют также присадочный пруток или стальную полосу, укладываемые вдоль свариваемых кромок, которые расплавляют дугой вместе с кромками основного металла.
Для сварки на малых токах используют электроды со специальным покрытием (марок ОМА-2 и др.) и постоянный ток обратной полярности. При этом применяют источники питания дуги с повышенным напряжением холостого хода, допускающие регулирование малых токов (например, преобразователь ПСО-120, выпрямители ВКСГ-30, ВД-101 и др.).
См. также: Технологии ручной дуговой сварки (MMA), Оборудование для ручной дуговой сварки
Разработка технологического процесса ручной дуговой сварки
Технология электродуговой сварки заключается в нагреве деталей подлежащих соединению электрической дугой, которая обычно создается между деталями и электродом.
Температура дуги способствует расплавлению электрода и поверхности соединяемых элементов, в результате чего образуется сварной шов.
При этом расплавленный шлак выступает на поверхности сварочной ванны, образуя защитный слой, предохраняющий шов от окисления во время остывания.
Описание процесса
Специальные источники питания, преобразующие ток, поступающий из электрической сети, создают дугу. При работе пользуются как переменным, так и постоянным током. При использовании переменного напряжение будет понижаться на трансформаторе, тогда как при работе постоянным током, последний выпрямляется на специальном выпрямителе.
Технологический процесс электродуговой сварки предполагает применение плавких и неплавких электродов. Плавкие электроды при создании шва расплавляются сами. При использовании неплавких электродов оплавляется присадочный материал, который подается в сварочную ванну в виде специальных прутков.
Часто в зону соединения подаются защитные газы, такие как аргон, гелий, углекислый газ и смеси. Вводятся они сварочной головкой для того, чтобы обеспечить защиту металла сварочной ванны от появления окислов.
Существует несколько видов электродуговой сварки, отличающихся основными параметрами исполнения:
- автоматизацией процесса: ручная, полуавтоматическая, автоматизированная сварка;
- способами защиты сварочной зоны: под флюсом, аргонно-дуговая и газовая;
- режимом подачи тока: сварка под постоянным, переменным током, импульсная;
- областью применения: соединение элементов из черного металла, цветного, в том числе алюминия, различных труб.
Устройство электродуговой сварки
В процессе электродуговой сварки задействован сварочный аппарат, соединяемые детали, электроды или присадочная проволока. Почти во всех случаях требуется специальное оборудование, обеспечивающее защиту сварочной зоны.
Сварочный аппарат состоит из мощного понижающего трансформатора, являющегося источником тока. Трансформатор сварочного устройства постоянного тока комплектуется выпрямителем, который служит для преобразования переменного тока, поступающего из электрической сети, в постоянный.
Не менее широкое распространение имеют инверторные источники, принцип действия которых основан на преобразовании переменного тока, поступающего из сети на выпрямитель, в постоянный ток. Посредством инвертора постоянный, превращается в переменный ток высокой частоты, который впоследствии преобразуется на понижающем трансформаторе.
Трансформатор стандартного переменного тока низкой частоты 50 Гц весит значительно больше сварочных трансформаторов тока высокой частоты. Преобразованный ток используется сразу или после выпрямления.
Помимо трансформатора аппараты для дуговой сварки оснащены множеством вспомогательных деталей и устройств: держатели электродов, провода и прочее.
Дуговая сварка, технология производства
Технология сварки электродами основана на зажигании дуги мгновенным прикосновением электрода к соединяемому изделию. Во время короткого замыкания, следующего за этим действием, электрод отводится в сторону по дуге (напоминает зажигание спички) или резко отрывается (встык). Надежное зажигание дуги обеспечивается отводом электрода от изделия на высоту не менее 5 мм.
Чаще всего для соединения стыков труб большого диаметра используется технология дуговой сварки покрытыми электродами.
Ручная электродуговая сварка используется для всех видов труб, имеющих различный диаметр. Но сварка крупногабаритных изделий приводит к снижению производительности дуговой сварки. Максимальное увеличение силы тока, повысит производительность, но приведет к ухудшению качества шва. Поэтому производительность и качество сварного стыка повышают, применяя комбинированные варианты сварки.
Например: основной слой соединения выполняется при помощи ручной электродуговой сварки, следующие – с использованием проволоки, флюса (полуавтоматическая сварка), в среде защитных газов (автоматическая сварка).Технология ручной электродуговой сварки, ее режим, зависит от диаметра электрода, силы сварочного тока, напряжения на дуге, скорости передвижения электрода по шву, вида тока и полярности.
Основные моменты
Дуга ведется так, чтобы свариваемые детали оплавлялись по кромке, собирая необходимое количество наплавки для качественного формирования шва. Электрод к изделию должен подаваться равномерно. Это обеспечит постоянную длину дуги.
Перемещение электрода должно проходить не только вдоль шва, но и поперек соединения. Это способствует увеличению ширины шва и повышению его качества.
От толщины соединяемых элементов, катета шва, и его положения в пространстве, напрямую зависит диаметр электрода.
Швы могут быть вертикальными, потолочными, нижними, горизонтальными. Вертикальные, потолочные и горизонтальные соединения делаются электродами, диаметр которых не зависит от толщины материала, и не превышает 4 мм. Многослойные швы свариваются электродами 3-4 мм в диаметре. Для сварки нижних швов используются более крупные элементы.
От диаметра электрода и вида сварного шва зависит сила тока. Величина тока увеличивается до максимума, когда необходимо повысить производительность. Но это часто приводит к перегреву электрода.
В этом случае происходит осыпание верхнего слоя, повышенному разбрызгиванию металла и образованию некачественного шва. То есть сила применяемого тока имеет ограничения.
Следует помнить, что при сваривании вертикальных соединений силу тока нужно уменьшить на 10-15%, а при работе с потолочными швами – на 20%, в сравнении с нижним соединением.
При выборе полярности необходимо принять во внимание, что во время сварочного процесса анод нагревается больше катода. Любое отклонение от нормы может привести к прожогу изделия. Чтобы избежать этого, тонкие поверхности лучше сваривать, используя ток обратной полярности.Применение электродов с целлюлозным видом покрытия для сварки корневого шва позволяет увеличить темпы сварки, производительность и качество работ.
Пороки сварного соединения
Основными дефектами сварных соединений при электродуговой сварке являются:
- неполномерность шва;
- непроваренный стык;
- пережоги металла;
- проплавка кромки;
- прожог изделия;
- повышенная пористость в месте соединения;
- образование трещин, кратеров, наплывов.
Причин для этого несколько: неочищенная поверхность свариваемых изделий, неверно подобранный сварочный ток или мощность горелки, отсутствие равномерности при подаче электрода или присадки и прочее.
Поэтому при сварочных работах необходим постоянный контроль начала процесса, его хода и результата.
Технологический процесс современной сварки
- Дата: 05-07-2015
- 399
- : 13
Сварка применяется довольно широко как в коммерческих, производственных целей, так и для выполнения мелкого ремонта в частном строении или на даче. Оборудование, расходные материалы для сварочных работ предлагаются потребителю в специализированных магазинах и являются доступными.
Процесс выполнения сварочного соединения зависит от вида сварки. Но наибольшее распространение приобрела дуговая сварка. Именно ее чаще всего применяют в быту.
Но от правильного исполнения технологического процесса сварки зависит качество, надежность сварного соединения, а также безопасность самого работника.
Процесс сварки электродом.
Подготовка и комплектация
Для того чтобы выполнить сварной шов при помощи ручной дуговой сварки, необходимо подготовить расходные материалы, маску для сварочных работ. Напряжение в электросети при этом должно соответствовать номинальным показателям, которые требуются для нормальной работы сварочного оборудования.
Разработка технологического процесса ручной дуговой сварки — Справочник металлиста

Технология электродуговой сварки заключается в нагреве деталей подлежащих соединению электрической дугой, которая обычно создается между деталями и электродом.
Температура дуги способствует расплавлению электрода и поверхности соединяемых элементов, в результате чего образуется сварной шов.
При этом расплавленный шлак выступает на поверхности сварочной ванны, образуя защитный слой, предохраняющий шов от окисления во время остывания.
Разработка технологии сварки при проектировании
Сварочные работы, как и любые металлургические процессы, требуют досконального соблюдения технологической последовательности операций. Прежде чем начинать проектирование этого вида соединений и стыков необходимо произвести расчёт узлов прочности, подобрать материал заготовки, электрода и способ сварки.
На основании анализа таких параметров и согласно ГОСТ, СНиП и другой строительной документации и рассчитывается оптимальное сочетание прочности и долговечности всей металлоконструкции.
Весь технологический процесс сварки и сборки деталей, а также дальнейший неразрушающий или иной контроль качества, находит отражение в сопровождающей проект карте.
Каждый проектировщик при разработке должен учитывать эксплуатационные требования к готовому изделию и область его дальнейшего применения. Проектная документация должна иметь соответствующий раздел, где указываются условия и область использования всей конструкции, и способ применяемого сварного соединения, а именно:
- общее назначение конечного изделия или комплекса конструкций;
- условия эксплуатации применительно к температуре, давлению или ветровым нагрузкам;
- размеры и общий вид свариваемых деталей, конструкций или труб с указанием габаритов;
- марки материалов или сплавов, а также разнородных по составу заготовок;
- разделка стыков, температурная подготовка, а также вид сварки и описание газовой инертной или активной среды;
- диаметр и марку электродов или сварочной проволоки.
Все эти данные, отражённые в сопроводительной инструкции, служат для оптимального проектирования и наилучшего понимания исполнителями сути работ. А это может существенно повлиять на качество изготовления каждого конкретного узла.
Такого рода разделы являются результатом труда группы проектировщиков и имеют большое значение, поэтому обязательны к изучению перед началом работ.
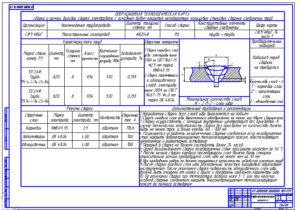
Карта подготовительного и сварочного процесса
Для конкретного узла соединения металлов разработан подробный, краткий документ, который является руководством по сварке и подготовке стыка с указанием всех деталей, исключающих двусмысленное толкование процесса работ. Он разработан на основе норм и правил, а также ГОСТов и регламента Проекта Р НОСТРОЙ 12-2014, в котором указаны требования к персоналу, организации рабочего места, условий прокалки и контроля качества.
https://www.youtube.com/watch?v=m4W80zhcFCk
Непосредственно условия подготовки стыка и технологию сварки расшифровывают в карте сварочного процесса, где описан весь производственный цикл, а именно:
- характеристики основного материала изделия, марка стали, вид сплава или разнородных металлов;
- геометрические параметры заготовок, схема разделки и сборки стыков, а также количества проходов в виде эскизов;
- характеристики слоёв шва с указанием полярности сварки, марки электродов и их диаметра;
- положение сварочного узла в пространстве и пределы допустимой силы тока при прихваточном и послойном прохождении;
- температура и время прокаливания заготовок и электродов;
- способ обработки шва после сварочных работ;
- контроль качества с указанием способа;
- метод исправления дефектов;
- метод сварки и тип оборудования, а также тип проволоки и состав газовой смеси.
Технологическая карта при сварке является руководством к действию и неукоснительно соблюдается исполнителем.
От соблюдения процесса зависит конечное качество изделия и его способность служить длительное время в заданном режиме эксплуатации.
Особенно значимо чёткое соблюдение технологии в условиях трубопроводов высокого давления на Крайнем Севере или в других районах с экстремальными условиями работы.
Подводим итог
Мы рассказали о таком важном сопроводительном документе, как карта технологического процесса сварки. В нём в сжатой, но оптимальной и доступной форме изложена последовательность работ по соединению металлов и сплавов различными методами. Выполнение технологического цикла исключает брак и позволяет создавать прочное и долговечное конечное изделие.
Сергей Одинцов
Основные моменты технологии электродуговой сварки
Технология электродуговой сварки заключается в нагреве деталей подлежащих соединению электрической дугой, которая обычно создается между деталями и электродом.
Температура дуги способствует расплавлению электрода и поверхности соединяемых элементов, в результате чего образуется сварной шов.
При этом расплавленный шлак выступает на поверхности сварочной ванны, образуя защитный слой, предохраняющий шов от окисления во время остывания.