Камера для полимерной покраски своими руками
Порошковая покраска своими руками: изготовление оборудования (пистолет, камера) в домашних условиях , видео
Порошковая покраска своими руками требует наличия специального оборудования, которое можно приобрести или частично изготовить самостоятельно. Независимо от принятого решения, это довольно трудоемкий и затратный процесс. Но такой вариант нанесения краски является одним из самых эффективных, поскольку получаемое покрытие отличается прочностью и долговечностью.
Что потребуется для работы
Порошковый способ окрашивания предполагает использование подходящего оборудования и приспособлений, а также разделение процесса на участки.
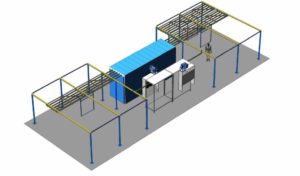
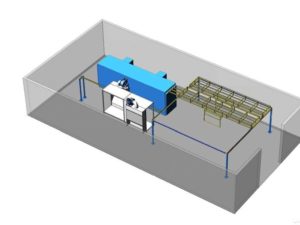
Ориентировочная схема линии для порошкового окрашивания
Для качественной работы потребуется:
- Участок очистки. Все детали проходят обязательную подготовку. На этом этапе удаляется старый слой и проводится обезжиривание. Для процесса может использоваться ручной или специализированный инструмент. Если планируется выполнять постоянную очистку, то лучшим решением будет пескоструйное оборудование. Камера напыления представляет собой шкаф со встроенной вентиляцией
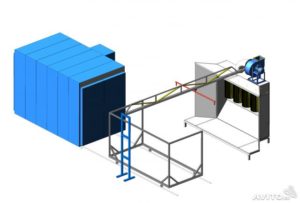
- Камера напыления. Отдельное закрытое место для нанесения краски с хорошей вентиляцией – это залог отсутствия дальнейших проблем. Также камера позволяет сохранять часть потерянной краски. В промышленных изделиях для сбора неиспользуемого порошка применяется фильтр – рекуператор, в домашних условиях его можно заменить циклонным пылесосом.
- Пистолет (краскопульт) для покраски. Для работы необходим специальный распылитель, который можно приобрести или попытаться изготовить самостоятельно. Стандартная схема покрасочного пистолета
- Печь для полимеризации. Именно в такой камере осуществляется запекание покрытой краской детали. Это оборудование должно позволять контролировать температурный режим, ведь от него зависит процесс образования покрытия.
- Участок окончательной сушки. Отдельное место потребуется для остывания обработанного изделия. Если процесс не является поточным, то для этих целей можно использовать печь после ее постепенного охлаждения. Мини-печь для полимеризации покрытия считается главным узлом в линии
- Источник постоянного тока.
Следует предусмотреть удобное расположение всех участков, большое внимание уделяется системе подвесов. Упростить задачу может использование тележки-вешалки. Размещение оборудования даже в минимальном количестве потребует довольно просторного помещения, хотя при желании некоторые участки могут быть объединены.
Оборудование для порошковой покраски: выбор и самостоятельное изготовление
Многие необходимые инструменты и приспособления можно изготовить своими руками. Это позволит значительно сэкономить, но потребует много сил и времени. Для получения оптимального результата некоторое оборудование рекомендуется приобретать.
Распылитель
Распылитель является одним из важнейших инструментов, от качества напыления зависит то, каким получится покрытие. Поэтому лучше отказаться от самостоятельного создания приспособления и отдать предпочтение готовым вариантам. Принцип окрашивания заключается в том, что частички краски, проходя через пистолет, приобретают определенный заряд.
Прибор бывает двух основных видов:
- Электростатический. В нем частички заряжаются от постороннего воздействия. С его помощью можно красить любыми видами порошковых составов.
- Трибостатический. Этот вариант более простой, частицы приобретают заряд за счет быстрого вылета из сопла и трения между собой. Такой метод напыления требует соблюдения определенных условий, на качество покрытия оказывает влияние влажность. Также необходимо правильно рассчитать длину подсоединенного шланга, которая зависит от мощности компрессора.
Трибостатический способ обработки на данный момент считается наиболее прогрессивным
Наиболее популярными являются следующие модели распылительных устройств:
- Интересный вариант – пистолет «Старт», особенно с серийным номером 50. Такая разновидность универсальна и сочетает в себе обе технологии нанесения краски. С этой целью прибор снабжается дополнительной трубкой для трибостатического напыления.
- Более доступным является «Лидер». Он позволяет выполнять работы в домашних условиях. Отличается небольшим расходом краски.
- Для профессиональных процессов и масштабного производства отличным решением будет оборудование марки «Тесла». Стоимость такой установки значительно превышает предыдущие варианты, но обеспечивает комфортный уровень работы.
От качества пистолета во многом зависит равномерность укрывающего слоя порошка
Естественно, для самостоятельного использования подойдут более простые виды ручных распылителей.
Важно! Независимо от выбранного варианта, все разновидности должны быть снабжены источником заземления.
Любители мастерить могут собственноручно сделать пистолет-краскопульт. Весь процесс прекрасно демонстрирует это видео:
Камера окраски
Покрасочную камеру можно изготовить самостоятельно, для этого не потребуются сложные материалы. Но многие мастера считают, что от этого участка можно отказаться. Действительно, если мероприятие проводится единожды, то достаточно подготовить удобное и чистое место, которое закрывается плотной полиэтиленовой пленкой. Но при постоянных работах такое приспособление будет нелишним.
При маленьких объемах вполне достаточно небольшого покрасочного шкафа
Алгоритм создания камеры:
- Сваривается каркас нужного размера, для этого используется металлический профиль. Если покраска будет проводиться в специальном помещении, то при наличии свободного места камеру делают стационарной. Создаваемый бокс должен быть достаточно просторным.
- С внешней стороны профиль обшивается листами железа, с внутренней укладывается теплоизоляция. Необходимо добиться предельной герметичности, что позволит сохранить большую часть неиспользуемого порошка.
- Для лучшего сбора краски пол рекомендуется сделать решетчатым.
- Отдельно предусматривается принудительная вентиляция.
Упростить задачу можно, расположив покрасочный участок вдоль одной из стен помещения. Смежные поверхности обшиваются листами железа, место подвеса располагается на некотором удалении от стены, а под ним размещается контейнер для частичного сбора состава. Пространство закрывается плотным занавесом.
Печь
Именно печь – один из самых важных элементов при выполнении порошковой покраски. Она необходима для расплавления нанесенных на поверхность детали частиц состава. Важным условием является выбор оптимальной температуры. Суть процесса полимеризации заключается в том, что нагреть нужно не поверхность, а полностью изделие, которое подвергается обработке.
Изготовление печи
Изготовление такого устройства – не самая легкая процедура. Подробный алгоритм процесса включает несколько этапов.
Подготовка необходимого материала
Для создания печи потребуется:
- сварочный аппарат;
- болгарка;
- дрель с насадками по металлу;
- ножницы.
Минимальный набор инструмента для создания жарочного шкафа
А также:
- плиты базальтовой ваты толщиной 100 мм;
- металлический профиль размером 5*2 см;
- оцинкованные листы стали;
- тангенциальный вентилятор;
- тэны (для камеры шириной и глубиной 100 см при высоте 200 см потребуется 12 шт.);
- термодатчики и блок контроля.
Экономить на качестве составляющих жарочного шкафа нельзя
На заметку! К изготовлению сушильной камеры необходимо подходить со всей ответственностью. Лучше изначально выполнить работы качественно, чем исправлять возникшие проблемы.
Создание каркаса и подключение
Конструкция сваривается по определенной схеме:
- Выполняются индивидуальные расчеты. При создании чертежа большое внимание уделяется дверному проему: чтобы исключить потерю тепла, дверь должна прилегать очень плотно.
Сечение профильной трубы подбирается по толщине базальтовых плит
- Первоначально устраивается внешний контур. Его размер должен умещать внутренний контур, расположенный на удалении, которое равно толщине используемого утеплителя. Буквально, необходимо получить «каркас в каркасе».
- По внутреннему контуру для фиксации теплоизоляции устраиваются перемычки.
- По всему периметру укладывается базальтовая вата.
Внутренняя обшивка выполняется по той же схеме, что и наружная
- Нарезается листовой металл, которым производится полная обшивка. Необходимо добиться плотного подгона всех стыков, для этого листы внутреннего участка подгибаются по краям. С целью экономии внешнюю обшивку можно выполнить при помощи гипсоволокнистых листов.
- Устраивается место для подвешивания деталей.
- Отдельно дорабатывается тангенциальный вентилятор. К нему добавляются короба, которые будут обеспечивать вход и выход. Причем вход должен быть заметно больше.
- На одной из стен устанавливаются тэны. Порядок расположения определяется индивидуально и зависит от размера печи. Сверху и снизу фиксируются датчики температуры.
Питающий кабель подбирается в соответствии с мощностью тэнов
- Отдельно предусматривается наличие подключения к сети 380 вольт. Все соединения выводятся в электрический щиток, где устанавливаются автоматы и блок контроля.
- Навешивается дверь. Система тестируется.
- Тэны закрываются коробом из стали с прорезями наверху и внизу для свободной циркуляции воздуха. Над обогревателями прорубается отверстие, в которое заводится узкая часть короба вентилятора. Сам механизм располагается снаружи, что исключит его порчу.
После сборки шкаф для полимеризации краски следует прогреть вхолостую
Камера тестируется на обработанной порошком детали, определяются оптимальные настройки. Ввиду того что печь и пистолет для окрашивания имеют самое большое значение, именно их изготавливают или приобретают в первую очередь.
На заметку! Чтобы покрасить небольшие единичные элементы, для запекания можно использовать обычную бытовую духовку.
Как красить порошковой краской
После того как все оборудование собрано, куплено и налажено, можно самостоятельно окрашивать металлические детали.
Выбор краски
Порошковые краски разделяются на две категории:
- Термопластичные. Принцип получения покрытия заключается в том, что порошок наносится на деталь, которая подвергается запеканию. Воздействие на создаваемый слой оказывает только температура. В эту группу входят составы на основе поливинилбутирала, полимеров, полиамида, полиэлифина.
- Термореактивные. Суть процесса в том, что сплавление сопровождается определенной химической реакцией. Это позволяет получить поверхность, стойкую к любым воздействиям. Варианты таких смесей: эпоксидные, полиэфирные, эпоксидно-полиэфирные, полиуретановые.
Следует учитывать, что цвет выбранной краски не подвергается колеровке.
Как термопластичные, так и термореактивные составы имеют широкую цветовую гамму
Технология окрашивания
Домашние работы требуют создания определенных условий. Все процессы распределяются по участкам, чтобы исключить нарушение технологии окраски из-за пыли и грязи.
Порядок действий:
- Проводится обработка металла. Поверхность тщательно очищается от старого слоя. Если наблюдаются следы чернения или воронения, то покрытие необходимо полностью удалить.
Если деталь имеет старое покрытие, то оно в обязательном порядке снимается
- Очищенные детали обезжириваются и тщательно высушиваются. Если требуется, то проводится фосфатирование. Участки, которые не должны быть покрашены, закрываются.
- Обработанное изделие помещается в покрасочную камеру и заземляется. Для этого его навешивают на подвесах. Зацепы не должны препятствовать равномерному распределению состава.
- При помощи пистолета порошок напыляется на поверхность детали. Необходимо соблюдать осторожность, ведь при касании состав легко стирается. Если это произойдет, то потребуется нанести новый слой. Для этого наилучшим решением будет наличие передвижного навесного приспособления.
Нанесение порошкового покрытия
- После обработки изделие помещается в печь. Выбирается необходимый температурный режим, процесс нагрева длится от 10 до 30 минут. Чтобы окрасить изделие правильно, нужно соблюдать температуру для каждого слоя: если нанесена грунтовка, то это около 150–160оС, для базового покрытия – 170–180 градусов, а для основного – более 190оС. Естественно, показатели зависят от материала и размера детали.
- После запекания изделие извлекается из печи. Для полного сцепления краски рекомендуется выждать сутки.
Температура запекания покрытия зависит от вида состава, но в любом случае она не должна быть выше 200ºС
Естественно, что для получения оптимального результата потребуется некоторое время, чтобы правильно настроить все оборудование и разработать четкую последовательность технологического процесса. Но при соблюдении всех условий результат превзойдет все ожидания.
Сборка печи для порошковой покраски своими руками
Готовые изделия и детали окрашиваются разными способами. ЛКМ наносятся кисточкой, распылителем, применяется технология окунания.
Экономной признана методика порошкового окрашивания. Особенно удобно наносить краску на мелкие детали. Для покрытия полимерного слоя при помощи сухого красителя под действием температуры нужна термическая конструкция – печь для полимеризации порошкового КМ. Расплавившись краситель проникает в самые мелкие поры изделия. Способ окрашивания считается лидером по качеству покрытия.
Печь для порошковой покраски своими руками можно собрать в домашней мастерской, процедура не сложная. Установка может стать неплохим стартом для организации своего дела.
Конструкция термической установки
Основу термоустановки, с помощью которой декорируются детали порошковым красителем, составляют два узла:
- Камера порошковой покраски своими руками или при помощи пистолета (порошковая модель). Под давлением КМ окутывает деталь и покрывает ее по всей сложной конфигурации.
- Печь для нагрева и расплавки полимера на поверхности.
Принципы методики окрашивания
Деталь перед окрашиванием очищается, обезжиривается. В посуду с приготовленным раствором моющего средства, с добавлением растворителя (уайт-спирита или ацетона), при температурном режиме 40-60 градусов выше нуля, обезжиривается одновременно несколько деталей. Все загрязнения убираются дробеструйными и пескоструйными приборами.
Тип полимеризационной конструкции диктует способ обработки детали порошковым красителем. Дальше она обрабатывается в термической установке. Порошок нагревается, расплавляется и полимер покрывает все мелкие поры поверхности детали. Покрытие высокой степени адгезии проходит стадию спекания, что усиливает прочность слоя и его сцепление с основой.
Классификация печного оборудования
Объединенные по нескольким общим признакам в группы термопечи классифицируются:
- тупиковые и проходные;
- одноходовые и многоходовые;
- горизонтальные и вертикальные.
Для полноценной работы нужно электричество, углеводороды (мазута, соляра, природный газ). Применяется несколько способов нагрева: конвективный, терморадиационный, индукционный.
Модель конвективной печи встречается чаще. У конструкции благодаря перемещению теплых воздушных масс происходит нагрев. В качестве источника нагрева в терморадиационных моделях используется инфракрасное излучение.
Подложна разогревается очень быстро.
Алгоритм сборки в домашних условиях термопечи
Предварительно выполненные чертежи конструкции печи помогут сделать правильный расчет необходимого количества материала. Для окрашивания некрупных деталей справится конструкция 1х1х2 м. Камера полимеризации своими руками для порошковой окраски сооружается с учетом объема покраски материала, чтобы избежать больших энергозатрат. Иначе она станет экономически невыгодной.
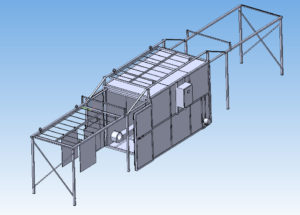
Камера для порошковой покраски своими руками собирается по технологии «скелет» плюс обшивка:
- Основа короба-каркаса собирается из профильных труб, красится по желанию термостойким красителем.
- Минеральная вата для «скелета» служит утеплителем. Оставляется окошко для отверстия-загрузки.
- Для будущих дверей привариваются петли на место, где предполагается их проем.
- Листами из металла обшивается каркас. Они плотно прилегают к основанию.
- На потолке конструируются кронштейны для обрабатываемых деталей.
- Внутри «короба», по бокам монтируются ТЭНы, термопары. Они распределяются равномерно по стенам. Проводится подсоединение к сети по схеме. Рекомендуется обратиться с консультацией к опытному электрику. Защищается ТЭН кожухом из материала, который соответствует материалу стенок. Воздух подается вентилятором через дырочки кожуха.
- Прокладывается электропроводка: кабель подсоединяется к системе контроля температурного режима и к источнику питания током с 220 вольт или 380 вольт.
- Листовой сталью внутри конструкции закрывается вся электрика.
- Монтируется вентилятор с наружной стороны камеры, за пределами места покраски. Подключается он через два отверстия (для воздуховодов) в корпусе. Нагнетательная часть меньше заборного воздуховода. Поток воздуха должен двигаться через отверстия кожуха, подыматься снизу-вверх, обдувая подвешенные детали.
- Печь готова к пробному запуску.
В помещении, где собирается печь, лампами дневного света организовывается освещение. Если на них попадает КМ, то он не плавится, поскольку лампы не нагреваются. Процесс окрашивания завершается охлаждением задекорированных изделий. Для этого удобными будут кронштейны после печи.
В качестве спецодежды рекомендуется надевать плотный комбинезон, который используется при работе с электрическим оборудованием. Органы дыхания защищаются респиратором.
- Система электрики должна иметь заземление. Температура нагрева ТЭНов контролируется блоком управления, им же запускается вентилятор. По технике безопасности должны быть автоматы для ТЭНов и вентилятора, общий автомат для отключения всей конструкции. В продаже можно приобрести заводской блок управления для всей камеры.
- Система рекуператора заменяется пылесосом старой модели с циклонной насадкой. Бытовой рекуператор в первые минуты забивается потому он не применяется.
На печь, собранную своими руками, будут потрачены финансы лишь на приобретение материалов. Благодаря потраченным силам и калориям будет сэкономлено до 300 тысяч рублей. Около 400 тысяч рублей будет потрачено на инфракрасную печь.
Плюсы применения установки окрашивания
Технология окрашивание в термоустановке помогает решить ряд проблем:
- Потери КМ снижаются до 2 %, при обычном способе до 50 %.
- Порошок КМ, который излишком остался на поверхности и повис в воздухе, собирается фильтрами и используется повторно в производственном процессе. Для этого камера оснащается системой рекуперации.
- Краска в виде порошка дополнительно фильтруется от загрязнений.
- Регулируется толщина слоя покрытия в диапазоне 40-250 мкм.
- Защитный и декорирующий слой служит до 20 лет.
- Поскольку взаимодействие краски и основания происходит на уровне молекул, то окрашиваемая деталь противостоит механическим воздействиям, поверхность не может заржаветь. Сквозь слой краски не проникает вода. Жидкие составы создают на поверхности гладкое покрытие с особенным блеском, которое сравнимо с отполированными поверхностями.
- После камеры окрашенные детали не подвергаются дополнительной сушке.
Важно: в камере порошковая покраска не позволяет провести колеровку.
Большим недостатком использования печи считается ее низкая окупаемость в условиях окрашивания небольшого количества деталей. Порошковый КМ относится к дорогим материалам.
Предложения от производителей
Выбор модели делается на основании: вида топлива, который используется при работе, предполагаемого объема окрашивания, количества деталей, которые окрашиваются в единицу времени.
На российском рынке известны производители установок для порошкового окрашивания как отечественные, так и зарубежные:
- в РФ Gema Switzerland GmbH представлена компанией «KSK Engineering», которая производит специальное оборудование. Для запроса по оборудованию Gema: Gemaсабакаksk-systems.ru Адрес: 140005, Московская обл., г. Люберцы, ул. Кирова, д. 20А, 2 этаж;
- С 1193 года в России известен как производитель оборудования для порошкового окрашивания Центр порошковых покрытий Радар. Его центральный офис расположен по адресу: 420061, г. Казань, ул. Николая Ершова, д. 49 Б, электронная почта: radarсабакаradar-kazan.ru. Связаться в Москве можно через филиал: 111024, г. Москва, ул. Авиамоторная, д. 12, оф. 50,электроная почта: radar2004сабакаmail.ru;
- «Антанта» — производственное предприятие, которое с 2005 выпускает печи. Горячая линия 8-800-500-44-20 (звонок бесплатный по России); почта infoсабакаantanta.su.
- компания Grafix, Украина. Адрес: г. Харьков, ул. Лозовская, 5, торговый центр “Колбим”, район «Ивановка»; 0 (800) 759-889 Звонок бесплатный; почта in.uaсабакаgmail.com.
Модельный ряд
| Модель | Описание | Цена | ||||
| Линия порошковой покраски Avetek ALLP в Тольятти | Окрашиваются ограждения, детали машиностроения, мебели. | 540000 рублей | ||||
| Камерная печь с порошковым покрытием толщиной 4 м Electron E4, Германия | Габариты 4х1,5х1,8 метров, | 13000 евро | ||||
| Камеры полимеризации. ТУ КОПП 3442-001-31848505-03, Украина бренд Арсенал С |
| 247000 рублей 258000 рублей | ||||
| Камера полимеризациив Старом Осколе | Нагрев осуществляется термоблоком, что позволяет быстро проводит профилактику и замену элементов нагрева. | Оборудование изготавливается с размерами рабочего пространства: в мм длина, высота, ширина конструкции, ее мощность в квт, цена агрегата в рублях 2000×1800×1600 24 215 000;Вторая модель: 2500×1800×1600 29 260 000;Третья модель: 3000×1800×1600 35 300 000;Четвертая модель: 3500×1800×1600 40350 000 |
Как сделать камеру для порошковой покраски автомобиля
Самый первый завод, деятельность которого была направлено на производство нетрадиционного покрасочного материала, то есть специальной порошковой краски, был запущен в 1971 году на территории Америки. Именно по этой причине метод порошкового окрашивания считается относительно новым.
В настоящее время практически все производители транспортных средств переходят именно на данную категорию краски. Они признают практичность и экономичность данной технологии. Применение специальное порошковой покрасочной камеры дает возможность осуществлять данный процесс максимально оперативно и очень качественно.
Устройство покрасочной камеры
Основу оборудования, которое предназначено для порошковой краски, составляет непосредственно сама камера и печь полимеризации. В первой производится нанесение слоя краски, во второй осуществляется процесс наплавки. На автомобиль краска наносится посредством особого электростатического пистолета.
В обычных условиях небольшого производственного процесса краска, которая относится к категории порошковой, может быть нанесена обычным ручным пистолетом, имеющим компактный размер.
В процессе заводского окрашивания очень часто осуществляется смена метода окрашивания, потому могут быть применимы камеры с картриджным очищением. Порошок в данном случае особым образом фильтруется из воздуха в таком устройстве, как рекуператор. По сути, это блок фильтров, где методом импульсной продувки производится автоматическая регенерация.
На данный момент разработана и налажена система порошкового окрашивания в гаражных условиях. Для осуществления данной цели необходимо приобрести камеру для покраски и иные необходимые элементы. Кроме того, при необходимости можно сделать порошковую покрасочную камеру исключительно своими руками.
Покрасочная камера своими руками
Чтобы произвести покрасочную камеру своими руками, потребуется все равно приобрести некоторое оборудование, без которого произвести процесс окрашивания просто невозможно. Также придется очень тщательно соблюдать основные этапы данного процесса окрашивания.
Порошковая качественная покрасочная камера в обычных условиях потребует наличия следующих компонентов:
- покрасочный пистолет;
- максимально мощный компрессор, который будет подавать воздух;
- специальный фильтр, оснащенный регулятором давления;
- вентиляция;
- мощная электросеть;
- пылесос со специальной насадкой циклонного типа;
- печь, выполненная по типу обычной духовки.
Все достаточно просто, особенно если следовать определенным инструкциям и правилам.
Что требуется для организации камеры
В производственном процессе можно вполне применять относительно простую модель малярного пистолета. К нему достаточно просто подключить подачу сжатого воздуха примерно в две атмосферы.
В некоторых случаях при осуществлении работ может потребоваться максимально возможное высокое давление.
Стоит обратить внимание, что кроме качественного надежного компрессора, подающего воздух, необходимо позаботиться о таком устройстве, как фильтр с обязательным присутствующим регулятором давления.
В процессе обустройства камеры не обойтись без качественно разработанной мощной электрической сети, а также вентиляции. Пылесос может заменить рекуператор.Простой, бытовой рекуператор не подойдет, так как обычно забивается буквально в первые минуты процесса окрашивания. Специалисты рекомендуют приобрести более качественный пылесос, имеющий циклонную насадку.
Для максимально качественного окрашивания требуется тщательно организовать освещение в помещении. Можно использовать для этого специальные герметичные лампы дневного освещения.
Преимуществом подобных осветительных устройств заключается в том, что они не подвержены процессу нагревания.
Осевшие элементы краски на них оплавляться не будут, потому создающая большое количество проблем чистка элементов освещения не потребуется.
При обустройстве камеры потребуется установить печь, расположить рядом специальные вешала, которые будут использоваться для полного охлаждения окрашенных деталей.
В обязательном порядке потребуется провести электросеть, причем сделать это максимально грамотно, не пренебрегая необходимостью заземления.
На осуществление данного процесса стоит пригласить профессионала, которые имеет соответствующие знания.
Преимущества покрасочной камеры
Наличие и использования порошковой покрасочной камеры дает возможность серьезной снизить основные материальные траты, которые идут на процесс окрашивания. Это основано на максимально экономичном расходовании используемой краски.
Материал, который остается на поверхности кузова и в окружающем воздухе, посредством специального фильтра собирается и сразу возвращается с процесс производства.
При этом порошок подвергается дополнительному очищению, чтобы эффективно избежать разных загрязнений.
Описывая основные преимущества применения камеры окрашивания, можно выделить такие положительные факторы:
- В результате существующие потери составляют не более 2%, когда при обычном методе окрашивания они составляют 50%.
- Применение порошковой краски предоставляет возможность регулировать толщину окрасочного слоя в пределах, который составляет 40-250 мкм.
- Можно отметить долговечность полученного эффекта, срок службы может достигать 20 лет.
- Окраска в подобной порошковой камере не требует проведения дополнительной сушки всех подверженных окрашиванию поверхности.
Следует знать, что в подобной камере нельзя произвести процесс колеровки.
Особенности устройства порошковой камеры окрашивания
Любая порошковая покрасочная камера, как правило, состоит из двух основных систем. Это качественная фильтрация воздуха, а также проведение рекуперации порошка.
Перед осуществлением процесса окрашивания порошок в обязательном порядке подвергается определенному намагничиванию, что придает ему некоторый полюс магнитного поля. Здесь вторым полюсом является кузов транспортного средства.
В процесс окрашивания порошок прилипает к металлу равномерным и плотным слоем.
После того, как краска нанесена, слой запекается. Для этой цели кузов потребуется нагреть буквально до 160-180 градусов. При осуществлении данного процесса порошок немного расплавляется, но в данном режиме температуры он должен находиться в течении не менее 10 минут, лучше 20.
Если подобное окрашивание осуществляется в производственных условиях, то им окрашивают не только кузов, но также бампера, диски колес, отражатели фар и пластиковые детали. Сейчас широко применяется специальная порошковая краска, обладающая матовым эффектом или под кожу.
Что касается бытового метода окрашивания, то здесь вполне достаточно применения более простых материалов и способов. Необходимо следовать вышеизложенным советам и камера для окрашивания порошковой краски будет готова.
Устал платить за штрафы? Выход есть!
Забудьте о штрафах с камер! Абсолютно легальная новинка — Глушилка камер ГИБДД, скрывает ваши номера от камер, которые стоят по всем городам. Подробнее по ссылке.
- Абсолютно легально (статья 12.2);
- Скрывает от фото-видеофиксации;
- Подходит для всех автомобилей;
- Работает через разъем прикуривателя;
- Не вызывает помех в радиоприемнике и сотовых телефонах.
Камера полимеризации своими руками для порошковой окраски — Справочник металлиста
Существует несколько способов покраски кузовных деталей автомобилей, и порошковая покраска является наиболее современным среди них. Однако такая технология весьма сложна, так как требует применения специального оборудования, представленного камерами порошковой окраски, особенности которых рассмотрены в данной статье.
Что представляет собой порошковая покраска?
Под этим термином понимают создание высококачественных декоративно-защитных полимерных покрытий путем применения электростатического поля высокого напряжения. Порошковая краска — это колерованный мелкодисперсный порошок с примесями зернистостью 10-100 мкм.
Суть покрасочных работ состоит в нанесении заряжающегося в процессе распыления электризацией при трении или от внешнего источника порошкового материала на противоположно заряженную металлическую поверхность.
Это обеспечивает равномерность нанесения краски на обрабатываемый объект. Порошковая покраска подразумевает применение камеры полимеризации для сушки и окончательного закрепления краски.
Последовательность работы
Процесс порошковой покраски включает несколько этапов. Первый из них состоит в подготовке поверхности, которая подразумевает удаление с нее любых загрязнений. В случае перекрашивания необходимо очистить поверхность от исходной краски и грунтовки.
Эти работы осуществляют по завершении сушки с применением пескоструйки, при этом используют различные абразивы. Грубые предназначены для быстрого удаления лакокрасочного материала, в то время как неорганические материалы служат для выравнивания поверхности.
Далее на подготовленную рабочую поверхность наносят порошковый грунт. Данный процесс осуществляют в камере напыления электростатическим распылителем. Обрабатываемую деталь необходимо предварительно заземлить.
Порошковый грунт, как и обычный, служит противокоррозионной защитой. После оплавления грунта в камере напыления наносят порошковую краску. Эту работу также осуществляют электростатическим распылителем.Для создания гладкого, равномерного покрытия краску следует наносить в несколько слоев (обычно в 2-3).
После каждого слоя окрашиваемое изделие помещают в камеру полимеризации на 15-30 минут, где под действием высокой температуры в 180-200° C частицы порошковой краски закрепляются на поверхности детали благодаря оплавлению. По завершении сушки и полимеризации окрашиваемую деталь достают из камеры и оставляют на некоторое время — это необходимо, чтобы она остыла до комнатной температуры.
По завершении нанесения краски деталь покрывают порошковым лаком, который выполняет протекторную и декоративную функции.
Он придает покрытию дополнительную устойчивость и защищает его от выгорания под воздействием ультрафиолетовых лучей.
В некоторых случаях лак наносят на непокрытый краской и грунтом металл с целью сохранения его текстуры. К тому же в таком случае он играет роль противокоррозионного средства.
Порошковую покраску считают альтернативой нанесения жидких лакокрасочных материалов. Причем рассматриваемый способ является значительно более совершенным, поскольку имеет некоторые преимущества перед использованием жидких красок:
- Порошковое покрытие более качественное и монолитное.
- Не осевшие на рабочую поверхность частицы порошковой краски улавливаются в покрасочной камере и могут быть использованы при повторном напылении, благодаря чему достигается значительная экономия материала. Это повышает рентабельность покраски в заводских условиях и снижает затраты при осуществлении работ своими руками. Благодаря данным мерам потери материала в процессе работы составляют 1-2%, в то время как при работе с жидкими лакокрасочными материалами теряется 50-60 % краски.
- Порошковые краски превосходят жидкие лакокрасочные материалы по прочности на изгиб и удар.
- Рассматриваемые материалы более устойчивы по отношению к таким факторам, как перепады температур, воздействие химически активных веществ, коррозия и истирание.
- Порошковые краски обладают более высоким сцеплением с поверхностью.
- Окрашивание порошковыми материалами своими руками упрощено благодаря отсутствию потеков на вертикальных поверхностях.
- Использование порошковых красок позволяет в широких пределах изменять толщину наносимого слоя (от 35 до 250 мм).
- Порошковое покрытие отличается высокой долговечностью, которая по результатам испытаний была оценена в 20 лет.
Однако у порошковой покраски имеются и некоторые отрицательные качества, обусловленные в основном сложностью работ.
Так как для их осуществления требуется оборудование, такое как покрасочная камера, порошковая покраска является весьма сложной и дорогостоящей процедурой, поэтому она нерентабельна при выполнении своими руками в домашних условиях.
К тому же такие работы весьма длительны, так как требуется время не только на нанесение лакокрасочного материала, но и на осуществление сушки и полимеризации, а также на остывание.
Необходимое для порошковой покраски своими руками оборудование представлено, прежде всего, окрасочной камерой и печью полимеризации. Для нанесения краски требуется электростатический пистолет. При выполнении работ в домашних условиях обычно используют ручной пистолет компактных размеров.В продаже представлены модели порошковых покрасочных камер, предназначенные для мелкосерийного производства или для обработки единичных изделий. Такие камеры для порошковой покраски наиболее подходят для выполнения работ своими руками.
Рассматриваемые устройства представлены комплексами, состоящими из рабочей камеры и блока фильтрации. Камера порошковой окраски может иметь один или два проема.
Через проем в передней части в нее поступает изделие, а выходить оно может через проем с обратной стороны или через входное отверстие.
Покрасочные камеры подразделяют по технологии окраски: некоторые устройства осуществляют окрашивание деталей с двух сторон с поворотом, другие модели — одновременно. Порошковая покрасочная камера имеет системы рекуперации порошка и фильтрации воздуха.
Печь полимеризации служит для нагрева обработанных изделий до температуры в 160-200ºС и выдерживания их в таких условиях в течение 10-20 минут с целью сушки и запекания нанесенного слоя материала.
Как в заводских условиях, так и при осуществлении работ своими руками порошковые материалы используют не только для покраски кузова. Ими также обрабатывают диски и пластиковые кузовные детали, представленные бамперами, молдингами и другими элементами.
Для создания покрасочной камеры своими руками потребуется следующее оборудование:
- покрасочный пистолет;
- фильтр с регулятором давления;
- компрессор для подачи воздуха;
- электросеть;
- вентиляцию;
- печь по типу духовки;
- пылесос, оснащенный насадкой циклонного типа.
В качестве инструмента распыления можно использовать простую модель малярного пистолета. На него подают сжатый воздух под давлением в две атмосферы, хотя для некоторых работ такого значения может оказаться недостаточно. В любом случае для проведения покраски потребуется компрессор, а также фильтр с регулятором давления.
Покрасочную камеру в обязательном порядке нужно оснастить системой вентиляции. Рекуператор можно заменить пылесосом, однако бытовые модели не подходит для такого использования, так как быстро забиваются. Желательно использовать пылесос с циклонной насадкой.
Что касается электросети, то ее должен прокладывать специалист. Рядом с печью полимеризации следует разместить подвеску для сушки и охлаждения деталей.
Необходимо обеспечить яркое освещение — для камеры порошковой покраски лучше всего подходят герметичные лампы дневного света.
Как сделать камеру для порошковой покраски автомобиля
Самый первый завод, деятельность которого была направлено на производство нетрадиционного покрасочного материала, то есть специальной порошковой краски, был запущен в 1971 году на территории Америки. Именно по этой причине метод порошкового окрашивания считается относительно новым.
В настоящее время практически все производители транспортных средств переходят именно на данную категорию краски. Они признают практичность и экономичность данной технологии. Применение специальное порошковой покрасочной камеры дает возможность осуществлять данный процесс максимально оперативно и очень качественно.