Можно ли варить нержавейку углекислотой
Можно ли варить нержавейку углекислотой — Справочник металлиста

Свое название нержавеющая сталь получила из-за высокой коррозионной стойкости, которую обеспечивает оксидная пленка хрома на поверхности. Пленка очень тонкая, всего в несколько атомов, и при механических повреждениях места царапин ржавеют. Со временем происходит повторное восстановление защитного слоя. Хром – основной легирующий элемент (12%-20%) нержавейки.
Для придания металлу других необходимых свойств (жаропрочность, устойчивость к агрессивным средам, жаростойкость) в сталь могут вводиться: никель, титан, кобальт, марганец, ниобий, молибден.
Нержавеющие стали незаменимы для производства турбинных лопаток, режущего инструмента, гидравлических клапанов, элементов крекинг-установок, сварной аппаратуры, изделий для пищевой промышленности, столовой посуды и других изделий.
При сборочных, ремонтных и монтажных работах с нержавеющей сталью сварщик должен грамотно подобрать необходимый способ сварки, оборудование и режимы работы. Нержавейка является сложным материалом и требует от сварщика определенного опыта и знаний.Влияние свойств нержавеющей стали на технологию сварки
- Теплопроводность нержавейки в два раза меньше, в отличии от основных видов сталей, применяемых в промышленном производстве. Эта способность позволяет сконцентрировать больше теплоты в месте сварки с проплавлением большего слоя металла и неблагоприятными изменениями его структуры. Если силу тока не понижать на пятую часть от стандартных режимов и дополнительно не охлаждать шов – место сварки становится неустойчивым к коррозии.
- Имея больший коэффициент линейного расширения, чем другие металлы, нержавейка при неравномерности нагрева во время сварочных работ склонна к деформации. Учитывая это свойство, между деталями оставляют определенный зазор, зависящий от их размеров и толщины.
- Высокие температуры влияют на структуру металла. Если места сварки сразу не охлаждать и выполнять работу с превышением оптимальных настроек – на полученных швах возможно скорое появление ржавчины. 500 градусов – максимальная температура сварки для нержавеющей стали.
Подготовка к сварке
Перед самой сваркой кромки деталей подготавливаются особо тщательно, учитывая сложность работы с нержавейкой. Подготовительные работы условно делятся на три последовательные процедуры:
- механическая обработка или зачистка поверхностей свариваемых кромок;
- обезжиривание уайт-спиритом, авиационным бензином или ацетоном;
- удаление из зоны сварки остатков влаги прогреванием.
Виды сварки нержавейки
- сварка с применением покрытых электродов, выбор которых облегчит знакомство с ГОСТ10052-75;
- сварка в аргоновой среде вольфрамовым электродом, степень легирования которого подбирается большей, чем у свариваемой нержавейки;
- сварка полуавтоматом.
Нержавеющая сталь максимально сохраняет свои свойства и структуру металла при сварке полуавтоматом.
Защитной средой при выполнении работ является смесь аргона и углекислоты. При 2% углекислоты в этой смеси создаются оптимальные условия получения очень качественного шва. Но для снижения затрат ее процентная доля может доходить до отметки 30. Альтернативой аргону может стать доступный и более дешевый ацетилен. Но повышенная опасность при работе с ним является безусловным минусом.
Этот вид сварки предусматривает применение проволоки из сплава никеля. Применение обычных марок стальной проволоки также возможно, но с худшими качественными характеристиками на выходе.
Роль защитного газа
Выбор способа сварки в среде смеси аргона и углекислоты позволяет изолировать от воздействия воздуха, главным образом от азота, сварочную ванну. Влияние атмосферных воздействий на металлургические процессы, протекающие во время сварки, сводятся к минимуму. В газовой среде интенсивнее сгорает применяемая проволока, обеспечивая получаемому шву улучшенные характеристики.
Конструктивно сварочный полуавтомат во время операции сварки обеспечивает:
- механическую подачу в зону сварки присадочной проволоки, причем скорость подачи настраивается;
- подачу защитной газовой смеси;
- охлаждение горелки;
- возможность доступа и проведение работ в неудобных местах.
Работая с полуавтоматом горелку отклоняют слегка назад и выдерживают расстояние от ее сопла до шва в 8-12 мм. Ток подается на наконечник сопла, через который выходит проволока.
Защитный газ и сварочная проволока подаются одновременно. Сварочная дуга расплавляет металл.
Процесс сварки обеспечивается подачей расплавленного электродного металла в саму сварочную ванну, функцию защиты которой выполняет газовая смесь.
При сварке полуавтоматом необходимо:
- соблюдать наклон горелки и допустимый вылет проволоки;
- обеспечить обратную полярность;
- контролировать расход газа (6-12 кубических метров в минуту);
- использовать осушитель;
- варить шов плавно, колебательные движения исключить;
- не начинать и не заканчивать сварку на краю детали;
- промазать свариваемые детали водно-меловым раствором для защиты их поверхностей от расплавленных брызг.
Устранение последствий деформации
Деформация – частое явление после сварки. Тут бессильны и знания и опыт – уж очень капризный материал. Стараясь не нанести другой вред изделию (трещины, разрыв) изделие правят винтовыми прессами, прокатом (эффективно для изделий из тонкой листовой нержавейки), домкратами.
Помощником в борьбе с деформациями может быть молоток или горелка. Молотком простукивают деталь через прокладку-гладилку от края к центру выпуклости. Во втором случае прогревание выступа круговыми движениями горелки и простукивание молотком осуществляется до полного выравнивания.
Снизить вероятность будущего напряжения металла позволяет местный подогрев области сварки до начала работ (примерно, до 300 градусов). В готовых изделиях напряжение металла снимается после его прогрева до 660 градусов с последующим свободным остыванием. Для самого сварочного шва температура нагревания – 760 градусов.
Сварка нержавейки полуавтоматом углекислотой | Сварка нержавейки газом в аргоне
Нержавейка имеет свои физико-химические свойства, из-за которых сварка нержавеющей стали полуавтоматом отличается от других процессов целым рядом особенностей и тонкостей. На этот процесс влияет и подготовка к нему, и выбор режима, и подбор расходных материалов.
Особенности
- При тепловом воздействии нержавейка значительно расширяется, поэтому при сварке между деталями обязательно оставляют небольшой зазор.
- У нержавейки небольшая теплопроводность, поэтому легко допустить перегрев зоны рядом со сварочной ванной, а это ведет к ухудшению антикоррозионных качеств, которыми и славится нержавеющая сталь. Следовательно, при сварке этого вида стали применяют пониженный сварочный ток, а шов дополнительно охлаждают.
- Нержавейка характеризуется высоким электросопротивлением, а это ведет к сильному нагреву электрода.
- Проволока для сварки выбирается в зависимости от марки нержавейки (степени ее легирования). Так, низколегированная сталь варится обычной проволокой, однако лучше выбирать специальные составы.
Виды сварки нержавеющей стали полуавтоматом
- Сварка нержавейки полуавтоматом в аргоне
- Сварка электродами
- Сварка нержавейки полуавтоматом углекислотой
Сварка нержавейки полуавтоматом в аргоне
Сварка нержавейки под данным газом выполняется разными способами:
- Электродами: тонкие листы нержавейки варят короткой электрической дугой, и для этого устанавливается минимальное расстояние от заготовок до электрода.
- Струйным переносом присадочного металла: толстолистовые заготовки варят так, чтобы заполнение шва металлом произошло максимально быстро – это помогает избежать перегрева металла и сократить время работ.
- Импульсной сваркой: расплавленную проволочку подают небольшими каплями, что дает возможность варить при пониженной силе сварочного тока. Это самый популярный метод.
Сварка нержавейки полуавтоматом углекислотой
Для защиты сварочной зоны применяют сварку нержавейки в атмосфере другого газа, в частности, углекислоты, но при этом обязательно использование специальной проволоки – в ее составе должны быть раскислители (марганец или кремний), предотвращающие появление в шве пор.
Можно ли варить нержавейку углекислотой — Металлы, оборудование, инструкции
Свое название нержавеющая сталь получила из-за высокой коррозионной стойкости, которую обеспечивает оксидная пленка хрома на поверхности. Пленка очень тонкая, всего в несколько атомов, и при механических повреждениях места царапин ржавеют. Со временем происходит повторное восстановление защитного слоя. Хром – основной легирующий элемент (12%-20%) нержавейки.
Для придания металлу других необходимых свойств (жаропрочность, устойчивость к агрессивным средам, жаростойкость) в сталь могут вводиться: никель, титан, кобальт, марганец, ниобий, молибден.
Нержавеющие стали незаменимы для производства турбинных лопаток, режущего инструмента, гидравлических клапанов, элементов крекинг-установок, сварной аппаратуры, изделий для пищевой промышленности, столовой посуды и других изделий.
При сборочных, ремонтных и монтажных работах с нержавеющей сталью сварщик должен грамотно подобрать необходимый способ сварки, оборудование и режимы работы. Нержавейка является сложным материалом и требует от сварщика определенного опыта и знаний.Как правильно варить нержавейку полуавтоматом?
- Дата: 12-05-2015
- 326
- : 27
Работы по сварке нержавеющих сталей встречаются часто. Сама система не имеет особых сложностей, но есть определенная технология, которой нужно обязательно следовать. Иначе ничего не получится. Поэтому, перед тем как варить нержавейку полуавтоматом, следует изучить этапы выполнения работ.
Схема сварочного полуавтомата.
Инструменты, необходимые для работы
Сварочный процесс происходит при помощи никелевой проволоки, которая обеспечивает высокое качество шва.
Сварка нержавейки полуавтоматом: свойства сплава, сваривание в среде углекислого газа и аргона — Станок

Как происходит сварка нержавейки полуавтоматом в среде углекислого газа — тема нашей публикации.
Что понадобится для сварки
- Источник тока (полуавтомат);
- сварочная проволока;
- защитный газ.
Сварочная проволока должна быть идентична свариваемому металлу. В нашем случае, выбирайте нержавейку для полуавтомата.
Сварочная проволока нержавейка для полуавтомата
На рынке присутствует проволока российских и зарубежных производителей, которая подразделяется на порошковую и сплошного сечения. Диаметром от 0,13 до 6,0 мм. В домашних условиях применяются диаметры 0,6 и 0,8 мм, а свыше 1,0 мм на производстве.
- Сплошная проволока используется для соединений в среде защитных газов и под флюсом. Такой способ, исключает попадание воздуха в зону сварки, тем самым улучшая качество сварного шва.
- Порошковая нержавеющая проволока (самозащитная) — тонкостенная трубка, заполненная флюсом и газом. Смесь компонентов позволяет сваривать изделия без защитных газов (углекислого газа и аргона).
Проволока для сварки нержавейки полуавтоматом, производится с термической обработкой или холоднотянутая. И подразделяется на оксидированную (Т) и светлую (белую, ТС).
Нержавеющая проволока выпускается 2 классов точности:
- повышенной точности (П);
- нормальной точности.
Проволока с повышенной точностью применяется для улучшения качества шва.
Нержавеющие стали по химическому составу делятся на разные марки и проволока тоже имеет различную маркировку. Таблица (ниже) познакомит с марками, диаметром и весом нержавеющих проволок:
Стоимость нержавеющей проволоки для полуавтомата
Цена варьируется в зависимости от производителя и региона проживания покупателя.
Средние показатели:
- ER 308 LSI 0,8мм 1кг — 825 руб;
- ER 308 LSI 0,8мм 5кг — 4237 руб.
:
Выбор газа
Варить полуавтоматом без газа — нельзя, кроме случаев, использования порошковых проволок. Сварку нержавейки полуавтоматом можно выполнить в среде углекислого газа или смеси углекислоты и аргона.
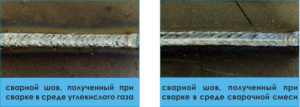
Углекислый газ — доступный и дешевый газ для соединения нержавеющих сталей. При чистом его использовании, сварщик сталкивается с излишним разбрызгиванием металла и корявым сварочным швом.
Удобнее применять смесь аргона и углекислоты, процентное соотношение 98/2 (Ar-98%, CO2-2%). Опытные сварщики состав смеси варьируют в зависимости от марки нержавейки и своих предпочтений.
Процентное соотношение углекислого газа и аргона можно настроить с помощью двух отдельных баллонов. Выходы с двух редукторов соединить с помощью тройника, взятого с стеклоочистителя автомобиля отечественного производства. Подробности подобной конструкции в видеоролике:Всё, вам осталось выбранный защитный газ и проволоку подключить к аппарату. Знайте: токопроводящий наконечник должен быть одного диаметра с проволокой.
Наконечники приобретайте с запасом, в процессе работы они выгорают и аппарат тогда хуже варит.
: как настроить полуавтомат к работе (для начинающих).
Как сварить нержавейку в среде углекислого газа
Болгаркой зачистить рабочую поверхность изделия, при соединении в стык металла толщиной от 4 мм сделать кромки (канавки для наплавления металла). В этой статье, рассказывается про маркировку нержавеющих сталей и подготовку поверхностей.
После нарезки фасок, детали состыковать с помощью щипцов-зажимов, оставив зазор между изделиями (не менее 1,5 мм).
Зазор должен быть по всей длине заготовки, он позволит проварить металл на всю толщину. Подключить массу и выставить свои настройки на полуавтомате в зависимости от конструкции вашего аппарата и толщины металла.
Простые полуавтоматы на лицевой панели имеют 2 регулировки:
- сварочное напряжение;
- скорость подачи проволоки.
Продвинутые модели оснащены ручкой регулировки индуктивности. Также, скорость подачи проволоки от диаметра может регулироваться переключателем.
Настройка индуктивности изменяет жесткость дуги, глубину провара и форму валика:
- При малой индуктивности: дуга холодная — получаем тонкий валик с глубоким проплавлением;
- При большой индуктивности: дуга горячая — широкий валик с неглубоким проплавлением.
Держа горелку с уклоном 20-60 градусов (расстояние от сопла до сварочной ванны 10-20 мм), короткими прихватками выполнить соединение нержавеющей стали. Нажали на курок — отпустили, нажали и отпустили, вот так неспеша и происходит заполнение нарезанных кромок металлом. Варить можно, как углом назад (к себе), так и углом вперед (от себя).
Таблицы (ниже) помогут вам определится с настройками полуавтомата:
При сварке внахлест, фаски нарезать не надо, достаточно зачистить поверхность, наложить детали друг на друга и выполнить соединение.
В процессе сварки, перед новым швом откусывайте наплавленный шарик на кончике проволоки.
- В процессе соединения нержавейки полуавтоматом в среде углекислого газа, изменяйте скорость подачи проволоки, такими манипуляциями вы добьетесь качественного шва.
- :
P.S. Прочитав статью, посмотрев таблицы и видео (для начинающих), вы освоите автоматическую технологию соединения нержавеющей стали — быстро. Удачи!
Сварка полуавтоматом нержавейки в среде углекислого газа: основные особенности технологического процесса
Нержавеющая сталь из-за содержащихся в ней химических элементов (например, хрома) слабо подвержена коррозийному воздействию окружающей среды. Однако такие свойства данного металла требуют тщательного подхода к процессу его сварки, что выражается в тонкостях подбора присадочных материалов, с помощью которых производится сварочный процесс.
Сварка нержавейки в среде углекислого газа: основные нюансы подбора проволоки
Если говорить о выборе проволоки, с помощью которой будет производиться сварка, следует обратить внимание на ее химический состав. Так, чтобы шов получился максимально прочным, с химической точки зрения проволока должна быть идентична составу самой нержавеющей стали, которая будет сварена с ее помощью. В связи с этим выделяются два вида проволоки, которую можно использовать:
- порошковая проволока, прошедшая процесс легирования хромом;
- проволока, в которой повышено содержание никеля.
Если же использовать проволоку, в которой отсутствуют указанные легирующие материалы, то высок риск скорого образования коррозии на выполненном сварном шве, что негативным образом скажется на итоговых свойствах прочности такого соединения.
Необходимое оборудование
Использование защитных газов является необходимым условием для получения максимально качественных сварных соединений с минимальным количеством пор в сварном шве, а также с минимальным количеством образуемого шлака.
Необходимость использования защитного газа накладывает определенные особенности на перечень оборудования, которое должно быть использовано в сварочном процессе. Все такое оборудование делится на две большие группы:
- Оборудование, используемое для собственно осуществления сварочного процесса.
- Оборудование для соблюдения техники безопасности при выполнении сварочных работ.
В первую группу входят:
- источник сварочного тока в виде полуавтоматического сварочного аппарата;
- газовый баллон или резервуар иного типа, из которого в процессе сварки подается используемый в данной технологии защитный газ;
- сварочные кабели для подачи тока на свариваемые детали;
- шланги для подачи защитного газа;
- газовая горелка;
- машинка для подачи сварочной проволоки.
В большинстве современных сварочных аппаратов, позволяющие реализовать принцип сварки с использованием защитного газа, сварочная горелка и «держак», через который подается сварочная проволока, объединены в одно устройство, что позволяет сократить объем попадающего в сварочную зону воздуха (это минимизирует количество образуемого шлака и сокращает риск возникновения микротрещин при остывании металла), а также уменьшить количество кабелей и шлангов (кабель для подачи тока и шланг для защитного газа находятся в одной оплетке, что делает их использование более удобным для сварщика).
На машинке для подачи проволоки у сварщика есть возможность установить индивидуальную для него скорость подачи проволоки с целью минимизации разбрызгивания металла в процессе сварки.
Примерная стоимость сварочных полуавтоматов с механизмом подачи проволоки
Во вторую группу входят:
- защитный костюм. Главное требование, которое предъявляется к нему – сокращение риска получения ожогов сварщиком от летящих капель расплавленного металла, а также воспламенения одежды вследствие попадания таковых на ткань (достигается за счет специальной огнезащитной пропитки ткани);
- маска. Ее использование необходимо для защиты лица и, в первую очередь, глаз сварщика от воздействия экстремально высоких температур, в результате которых может наступить ожог кожных покровов и глаз работника;
- защитные перчатки (краги). Они должны отвечать двум главным требованиям – исключение ожогов кожных покровов от воздействия экстремально высоких температур от разогретого металла в виде микрокапель, а также защита от возможного поражения электрическим током в результате касания свариваемых деталей или ввиду вероятной неисправности сварочного оборудования.
Варианты настройки режимов сварочного аппарата
Для того чтобы качество сварного соединения было максимальным, а сам стык был предельно прочным и не мог разрушиться в скором времени после начала эксплуатации изделия, необходимо грамотно подобрать режимы сварочного аппарата.
При подборе параметров, в которых будет работать аппарат, необходимо опираться на следующие исходные данные:
- вариант исполнения соединения (угловое нижнее соединение, нижнее соединение встык либо вертикальное пространственное);
- толщина свариваемых деталей соединения (чем толще металл, тем выше параметры сварочного тока и сварочного напряжения);
- толщина проволоки (здесь также действует правило прямой зависимости сварочного тока и сварочного напряжения от толщины проволоки);
- наличие или отсутствие зазора при сварке деталей встык и величина такого зазора.
Если речь идет о сварке деталей, где толщина металла каждой детали составляет 0,8 мм, и которая осуществляется встык с нулевым зазором с использованием проволоки толщиной также 0,8 мм, то сварочный ток находится в диапазоне от 50 до 80 А, сварочное напряжение не может быть выше 16 В.
Технология сварки нержавейки полуавтоматом: особенности металла

Нержавеющая сталь широко применяется в самых разных отраслях, везде, где требуются прочные и коррозионностойкие материалы. Сварка нержавейки полуавтоматом – распространенный способ создания неразъемных соединений. Он обеспечивает прочность шва, производительность сварки и экономный расход сварочных материалов.
Специфика нержавеющей стали
Основное отличие нержавейки от низкоуглеродистых сталей заключается в содержании хрома.
Наличие этой присадки повышает устойчивость сплава к химически активным средам. С другой стороны, присадка влияет на следующие свойства материала:
Низкая теплопроводность
Усложняет прогрев заготовок, особенно большой толщины. Труднее становится добиться полного проплавления и глубокого провара шва. Приходится увеличивать рабочий ток и применять особые профили разделки кромок.
Небольшая температура плавления
Пониженная по сравнению с обычными сплавами температура плавления снижает общие энергетические затраты.
Высокий показатель теплового расширения
Этот параметр затрудняет сварку, поскольку ведет к большим тепловым деформациям заготовок при нагреве. Для их компенсации приходится применять специальные режимы работы и прочнее фиксировать заготовки в оснастке.
Низкая электропроводность
Высокое удельное сопротивление электрическому току приводит к большому падению напряжения на металле заготовки. Растет риск перегрева ее и образования прожога, особенно если варить тонколистовые детали.
Особенности сварки
Полуавтоматическую сварку нержавеющих сплавов проводят одним из следующих методов:
- на короткой дуге, используется для заготовок мало толщины, снижен риск прожога;
- с применением струйного переноса, используется порошковая (флюсосодержащая, или самозащитная) проволока и специальные сварочные горелки;
- в атмосфере CO2, так называемым импульсным методом.
Этот способ сварки характеризуется следующими плюсами:
- ограниченная скорость протяжки проволоки, снижающая разбрызгивание расплава;
- экономное расходование сварочных материалов;
- стабильное качество соединения;
- низкая себестоимость выпуска серии изделий.
При импульсном способе применяется защитная атмосфера аргона. Чистый газ вызывает повышенную разбрызгиваемость, поэтому используют сварочные смеси с 2 — 5% углекислоты.
Этапы работы
Для получения качественного соединения необходимо правильно подготовиться к работе, учитывая следующие условия:
- марку сплава;
- толщину заготовки;
- пространственную конфигурацию изделия.
Исходя из них, необходимо:
- выбрать и приобрести подходящие расходные материалы;
- подобрать рабочие режимы;
- при необходимости разделать кромки;
- зачистить и обезжирить рабочую зону;
- прогреть область шва для окончательного обезвоживания.
Цикл завершающих работ после сварки не менее важен, чем качественная подготовка. в него входят следующие операции:
- правка детали для устранения возникших деформаций; выполняется молотком на правильной плите;
- механическая зачистка шва, применятся пескоструйка, угловая шлифмашина, проволочная щетка;
- химическое травление для снятия окалины, могущей стать центром возникновения и распространения коррозии;
Что понадобится?
Для полуавтоматической сварки заготовок из нержавейки потребуется:
- полуавтоматический аппарат, поддерживающий режимы MIG/MAG;
- проволочная щетка для зачистки брызг расплава;
- газовый баллон;
- средство для обезжиривания;
- сварочная проволока для нержавейки по ГОСТ 2246-70.
Если планируется работа без газа, то проволока должна быть флюсосодержащей.
Как и для всех технологий сварки, потребуется комплект средств индивидуальной защиты: маска с самозатемняющимся фильтром, защитные перчатки, обувь и одежда из негорючего материала, респиратор.
Полезные советы
Чтобы сварить прочный и долговечный шов, опытные сварщики сформулировали следующие рекомендации:
- Сварка в газовой атмосфере проводится обратной полярностью, под флюсом – прямой.
- Вылет проволоки – до 12 мм. Воздушный зазор надо поддерживать в диапазоне 5-15 мм. При этом плановый расход смеси Ar+CO2 составит до 13 м3 в минуту при рабочем давлении в 0,2 атмосферы. Снижение расхода приведет к падению качества соединения.
- Горелку следует вести слева направо с обратным углом наклона в диапазоне 10-15о для толстых заготовок. Для тонких листовых заготовок наклон вперед увеличивают, чтобы снизить риск прожога.
Как выбрать полуавтомат?
При работе в домашней мастерской редко возникает необходимость соединения заготовок толще 3 мм. Поэтому нет смысла покупать профессиональный аппарат за сотни тысяч рублей.
В среде аргона
Для начинающего сварщика достаточно будет приобрести агрегат мощностью до 10 киловатт. Ему по силам будет сваривать нержавейку с высоким содержанием хрома. Типовые параметры такого устройства следующие:
- поддержка технологии MIG/MAG
- рабочее напряжение: 16-25 вольт;
- рабочий ток: 250 А;
- потребляемая мощность: 6 киловатт;
- диаметр проволоки: до 1 мм;
- стоимость: до 30 тысяч рублей.
В среде углекислого газа
Практически все аппараты этого класса работают как с аргоном и сварочными смесями, так и с чистым углекислым газом. Для сварки полуавтоматом деталей из нержавейки в среде углекислого газа важно, чтобы аппарат поддерживал как прямую, так и обратную полярность.
Заключение
Сварка полуавтоматом нержавеющей стали – высокопроизводительный способ создания неразъемных соединений. Он гарантирует качество и долговечность швов, при условии строго соблюдения технологии подготовки и выполнения работ.
Способ используется как на промышленных предприятиях при серийном производстве изделий, так и в домашних мастерских. Полупрофессиональный агрегат для таких работ стоит от 25 тыс. руб.
Можно ли варить нержавейку полуавтоматом углекислотой?

Сегодня, кроме полуавтоматов промышленного класса, появились полуавтоматические сварочные аппараты т.н. хобби-класса, позволяющие варить нержавейку полуавтоматом едва ли не в домашних условиях.
К таким сварочным аппаратам хобби-класса относится, например, серия МДТ.
Но, тем не менее, сварка нержавейки современным полуавтоматом по-прежнему остается сложным и ответственным процессом даже для опытного сварщика.
И эта сложность связана, во-первых, с различным химическим составом нержавеющих сплавов стали, а во-вторых, рядом характерных свойств нержавейки, которые ещё более усложняют сварочные работы.
Особые для сварщика свойства нержавеющей стали
Нержавеющая сталь обладает следующими свойствами, влияющие на процесс выполнения сварочных работ:
Теплопроводность нержавеющей стали в 2 раза ниже, чем у низкоуглеродистых сплавов. Из-за этого происходит перегревание сварочной ванны и проплавление стали, что, в свою очередь, приводит к ухудшению антикоррозийных свойств нержавейки. Для предотвращение указанных негативных процессов рекомендуется уменьшать на 20% силу тока и применять средства принудительного охлаждения сварочной ванны.
Особенности сварки нержавейки полуавтоматом в потоке аргона
Существуют несколько технологий проведения сварочных работ с нержавеющей сталью, например, с использованием специальной порошковой проволоки. Но у всех них существуют определённые недостатки. Так, сварочные швы, созданные с помощью порошковой проволоки, со временем растрескиваются.
Полуавтоматическая сварка нержавейки аргоном является наиболее эффективным и качественным способом термического соединения двух деталей из нержавеющей стали. Для охлаждения сварочной ванны чаще всего применяется поток инертного газа аргона с добавлением углекислого газа.
Обратите внимание, соотношение аргона и углекислого газа изменяется в зависимости от характера нержавеющих сплавов, с которыми производятся сварочные работы. Это соотношение регулируется при помощи двух баллонов с аргоном и с углекислым газом, у которых по-разному откручиваются вентили, добиваясь, тем самым, разного соотношения охлаждающей газовой смеси.
Для повышения качества и улучшения внешнего вида получаемого сварочного шва используется нержавеющая проволока из никелевого сплава, которая подаётся в зону сварки механическим способом.
Как и соотношение охлаждающей смеси, химический состав проволоки зависит от химического состава нержавеющих сплавов и особенностей выполнения сварочных работ.
Итак, как варить нержавейку современным полуавтоматом? Данная процедура выполняется несколькими методами:
- Короткая дуга. Применяется для соединения тонколистных деталей.
- Струйный перенос. Применяется для соединения толстостенных деталей.
- Технология импульсной сварки. Широко применяется в промышленном производстве, поскольку отличается высокой скоростью выполнения сварочных работ при низком уровне энергопотребления.
Так, перед началом сварочных работ:
- Устанавливается обратная полярность;
- Устанавливается наклон электрона и угол подачи проволоки в зону сварочных работ. Так, например, при наклоне проволоки вперёд уменьшается глубина провара и увеличивается ширина сварочного шва. Такая комбинация применяется для варки тонколистных деталей;
- Устанавливается допустимый вылет проволоки. Обычно этот показатель ограничивается расстоянием в 12 мм;
- Устанавливается сила охлаждающего газового потока в диапазоне от 6 до 12 м3/мин. Если сила охлаждающего газового потока не будет установлена в указанных пределах, то в результате значительно ухудшится качество сварки;
- Определяется порядок работы осушителя, задача которого удалять из газовой смеси пары воды. Дело в том, что молекулы воды, попадая в сварочную ванну, вступает в реакцию с углекислотой и металлами, в результате чего последовательно образуется сначала углекислая кислота, а затем углекислые соли металлов. В качестве осушителя обычно применяется медный купорос, который за 20 минут до начала сварки нагревается до 200 градусов. Средний расход медного купороса – 100 грамма на 4 баллона газовой смеси;
- За защиты от брызг расплавленного металла к полуавтомату подключается ёмкость с водно-меловым раствором;
- Выставляются скорость и траектория движения. Полуавтоматическую сварку необходимо начинать хотя бы в 5 см от края детали, иначе существует риск образования т.н. водородных трещин.
Завершение сварочных работ
Сварка нержавейки полуавтоматом не гарантирует получение идеального результата. По окончанию сварочных работ по поверхности сваренных деталей возможно появление пузырей, которые следует сгладить молотком. Для этого необходимо нагреть горелкой пузырь и, аккуратно постукивая молотком, выпрямить его.
Сергей Одинцов
Можно ли варить нержавейку углекислотой — Справочник металлиста
Свое название нержавеющая сталь получила из-за высокой коррозионной стойкости, которую обеспечивает оксидная пленка хрома на поверхности. Пленка очень тонкая, всего в несколько атомов, и при механических повреждениях места царапин ржавеют. Со временем происходит повторное восстановление защитного слоя. Хром – основной легирующий элемент (12%-20%) нержавейки.
Для придания металлу других необходимых свойств (жаропрочность, устойчивость к агрессивным средам, жаростойкость) в сталь могут вводиться: никель, титан, кобальт, марганец, ниобий, молибден.
Нержавеющие стали незаменимы для производства турбинных лопаток, режущего инструмента, гидравлических клапанов, элементов крекинг-установок, сварной аппаратуры, изделий для пищевой промышленности, столовой посуды и других изделий.
При сборочных, ремонтных и монтажных работах с нержавеющей сталью сварщик должен грамотно подобрать необходимый способ сварки, оборудование и режимы работы. Нержавейка является сложным материалом и требует от сварщика определенного опыта и знаний.